EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página de Inicio
- Productos
- Acerca De Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctenos

definición de orificio: Cuando la intensidad de radiación es mayor a 10^6W/cm^2, cuando la superficie de un material se derrite y evapora bajo la acción de un láser, y cuando la velocidad de evaporación es suficientemente grande, la reacción de retroceso...
Contáctenos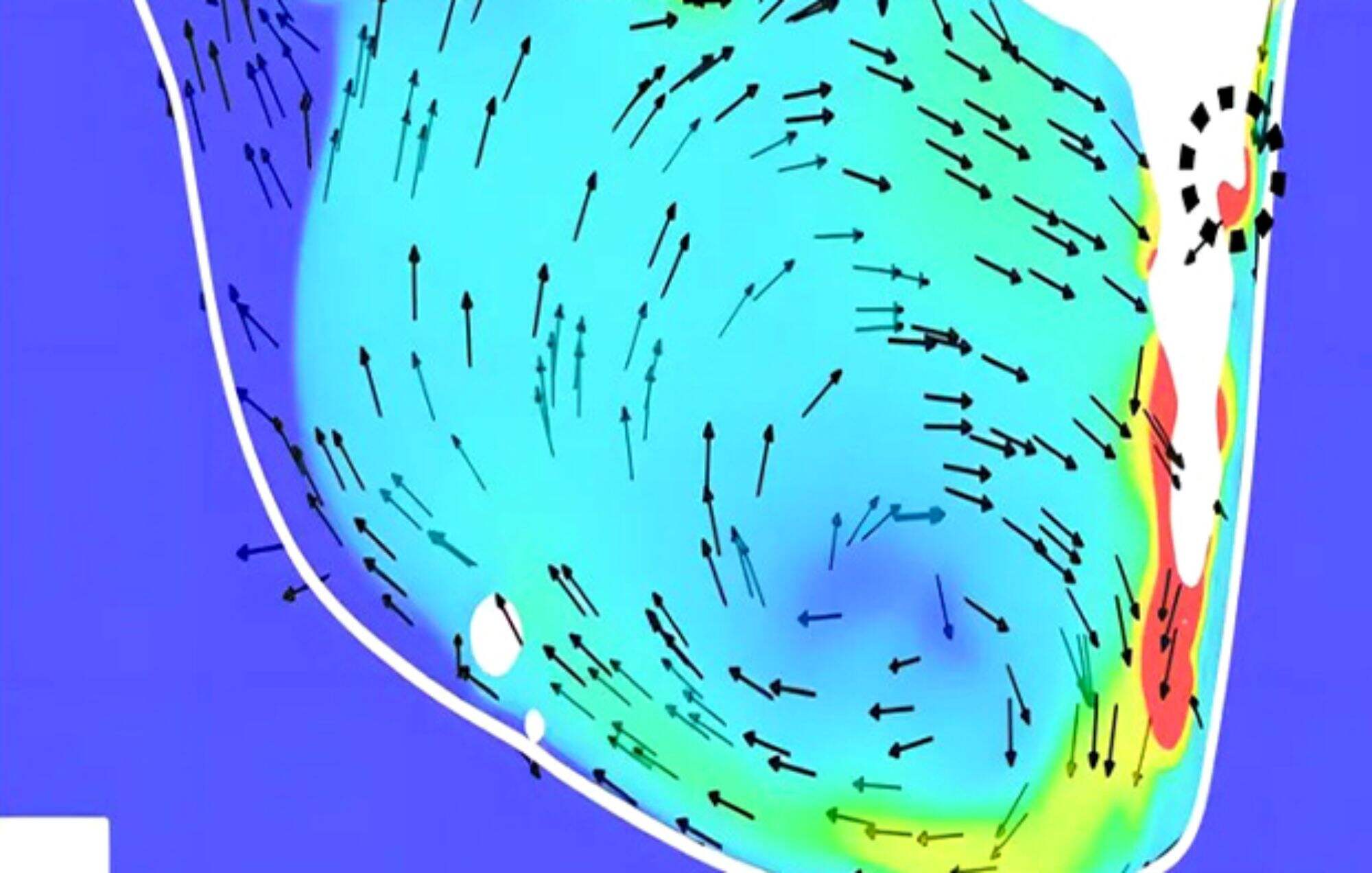
1.Definición de la cerradura
Definición de agujero de llave: cuando la intensidad de radiación es mayor a 10 ^ 6w / cm ^ 2, cuando la superficie de un material se derrite y se evapora bajo la acción de un láser, y cuando la velocidad de evaporación es lo suficientemente grande, la presión de retroceso generada por el vapor es suficiente para superar la
El efecto de la cerradura en sOLDADURA LASER se refiere a la formación de pequeñas burbujas o agujeros debido a la expansión térmica del material y la evaporación de gases internos durante el proceso de soldadura con láser. estos agujeros pueden afectar la calidad de la soldadura y la resistencia de la costura de soldadura. el efecto de agujero de llave se produce
1) expansión térmica del material: la alta densidad de energía del haz láser eleva rápidamente la temperatura en el área de soldadura, haciendo que el material se expanda térmicamente. Esto conduce a la generación de tensión y deformación en el área de soldadura. cuando la expansión térmica del material de soldadura no es uniforme
2) evaporación de gases internos: hay pequeños gases o impurezas en el material de soldadura. Cuando el haz láser se ilumina sobre el área de soldadura, la alta temperatura hace que estos gases se evaporen rápidamente, formando burbujas o agujeros. Estas burbujas pueden obstaculizar la formación de la piscina de soldadura
3) reacciones químicas del material: a altas temperaturas, el material de soldadura reacciona químicamente con el oxígeno, el vapor de agua y otros elementos presentes en el ambiente circundante, generando óxidos u otros compuestos. Estos compuestos reducen el punto de fusión del área de soldadura, aumentan la liberación de gases durante
Cuando la presión del vapor de metal generado por el haz láser en los microporos alcanza el equilibrio con la tensión superficial y la gravedad del metal líquido, los microporos ya no continúan profundizándose, formando un microporo estable en profundidad. Esto es lo que se conoce como el "efecto de la cer
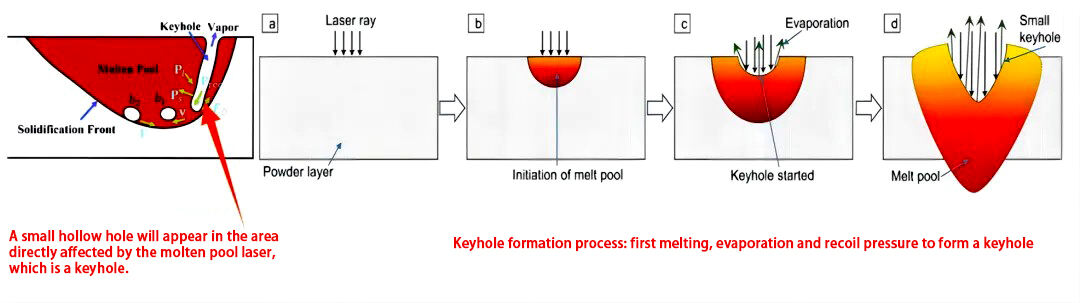
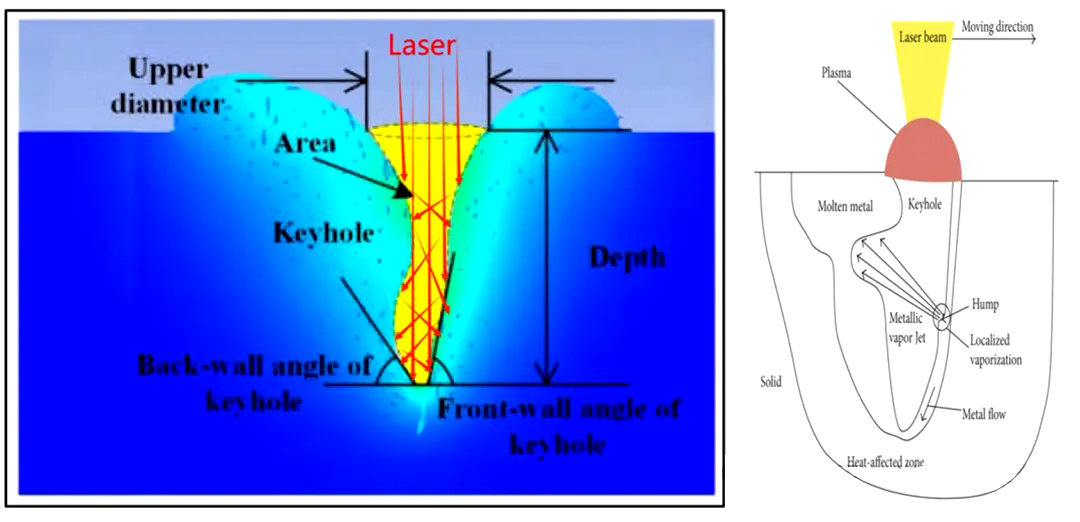
2.Formación y desarrollo de los orificios de las llaves
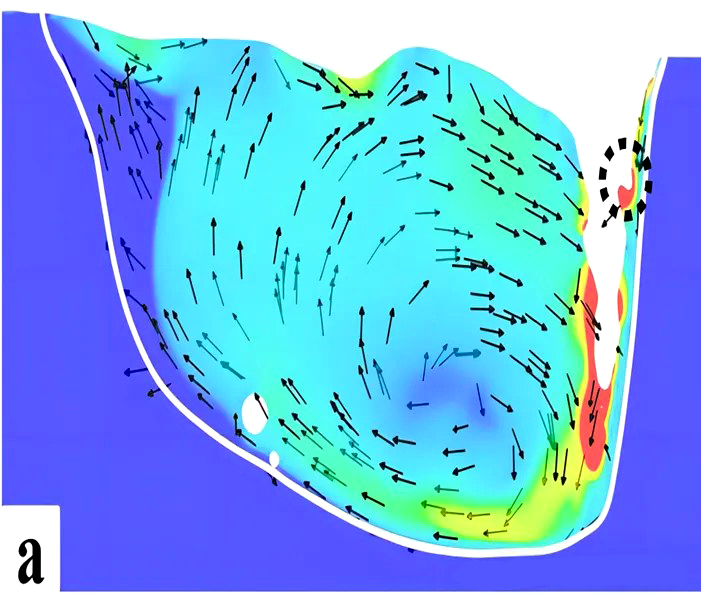
Durante el proceso de soldadura, la pared del orificio de la llave siempre está en un estado de alta fluctuación. la capa más delgada de metal fundido en la pared anterior del orificio de la llave fluye hacia abajo con la fluctuación de la pared. cualquier protuberancia en la pared anterior del orificio
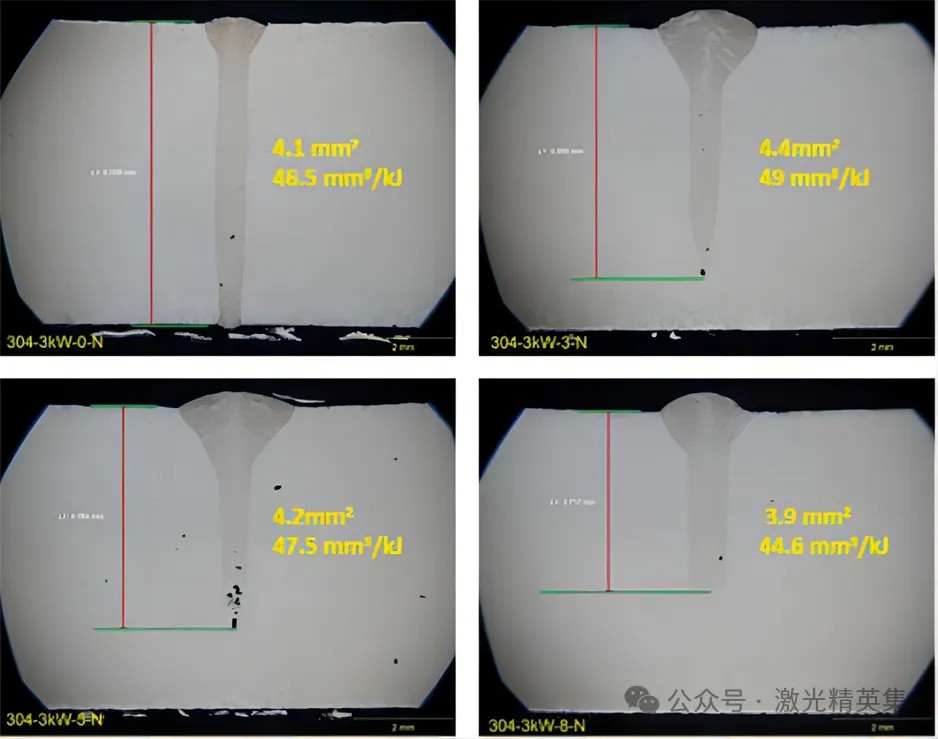
Debido a la presencia de los microporos, la energía del haz láser penetra en el material, formando esta costura de soldadura profunda y estrecha. la imagen de arriba muestra la morfología transversal típica de una soldadura de penetración profunda láser.la profundidad de la soldadura y la profundidad del orificio de la lla
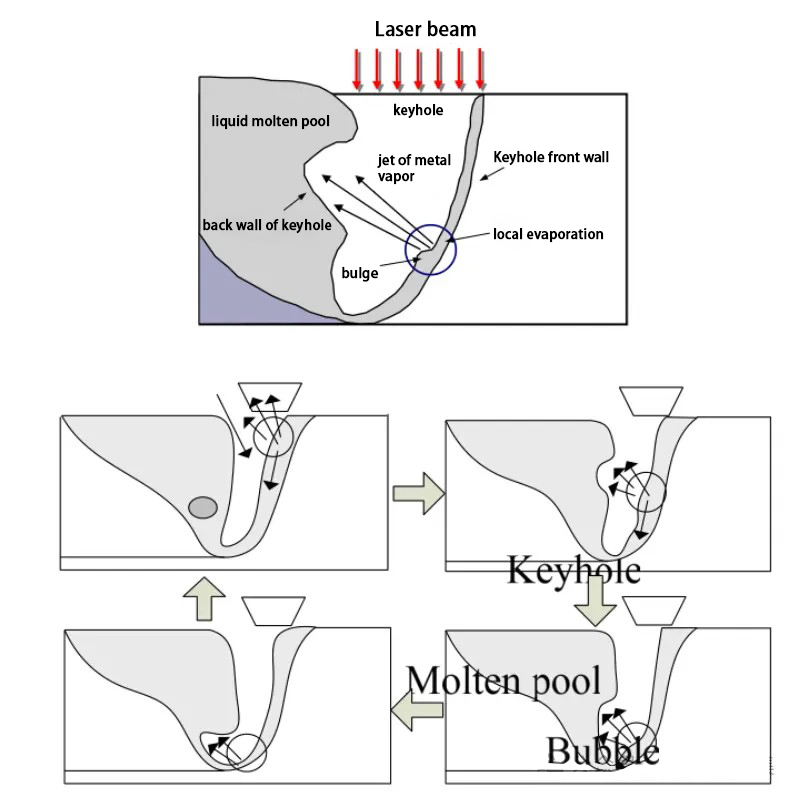
La inestabilidad del orificio de la cerradura durante el proceso de soldadura es causada principalmente por la evaporación del metal local en la pared frontal del orificio de la cerradura. Los factores que forman la porosidad son:
1) la evaporación local provoca la infiltración de gas de protección;
2) la quema de los elementos de aleación;
3) durante la soldadura láser de aluminio y sus aleaciones, la solubilidad del hidrógeno en aluminio disminuye drásticamente durante el proceso de enfriamiento.
3.análisis de la absorción de energía láser en el orificio de la cerradura
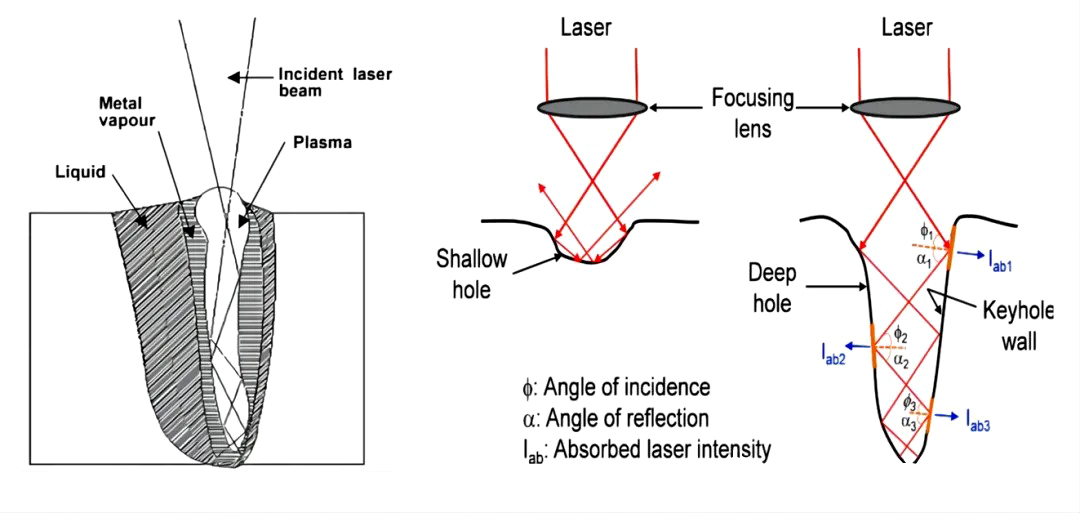
Antes de la formación del pequeño agujero y el plasma, la energía del láser se transfiere principalmente al interior de la pieza a través de la conducción térmica. el proceso de soldadura pertenece a la soldadura por conducción (dentro de 0,5 mm de profundidad de fusión), y la tasa de absorción del material al láser está entre El proceso de soldadura se convierte en soldadura de penetración profunda (más de 0,5 mm de profundidad de fusión) , y la tasa de absorción puede alcanzar el 60~90% o más. El efecto de la cerradura juega un papel muy importante. en el fortalecimiento de la absorción de los láseres en procesos de procesamiento tales como sOLDADURA LASER el haz láser que entra en el orificio de la cerradura es casi completamente absorbido por múltiples reflejos de la pared del orificio.
En general, se cree que el mecanismo de absorción de energía del láser en el orificio de la llave incluye dos procesos: absorción de radiación de freno inversa y absorción de fresnel.
3.1 Absorción del fresnel
La absorción fresnel es el mecanismo de absorción de la pared del orificio de la llave para el láser, que describe el comportamiento de absorción del láser bajo múltiples reflejos en el orificio de la llave. cuando el láser entra en el orificio de la llave, se producen múltiples reflejos en la pared interna del ori
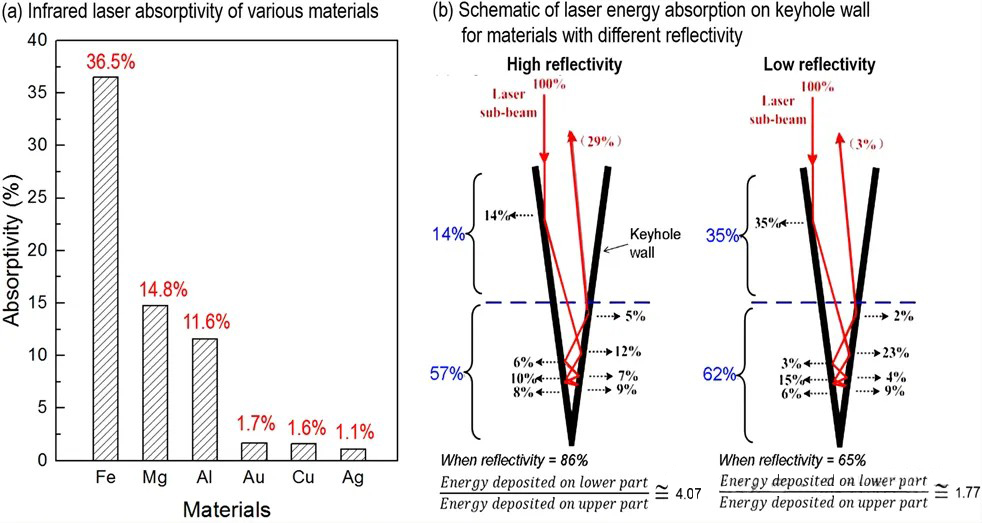
De la tabla de la izquierda, se puede ver que la tasa de absorción del acero para los láseres infrarrojos es de aproximadamente 2,5 veces la del magnesio, 3,1 veces la del aluminio, y 36 veces la del oro, plata y cobre. Para los materiales de alta reflectividad, las múltiples reflexiones del haz láser en el pequeño orificio son el principal mecanismo para absorber energía en el proceso de soldadura láser de fusión profunda.
La baja tasa de absorción conduce a una menor eficiencia de acoplamiento de energía durante la soldadura con láser de materiales altamente reflectantes (71% frente al 97%), y a una mayor concentración de absorción de energía en el fondo del pequeño orificio durante el proceso de soldadura con láser de materiales altamente reflectantes, la distribución de energía a lo largo de la dirección de profundidad del pequeño agujero es desequilibrada, lo que acelera la inestabilidad del pequeño agujero y conduce a la porosidad, fusión incompleta y mala apariencia.
3.2 Resistencia inversa a la absorción
Otro mecanismo de absorción de agujeros pequeños es a través resistencia plasmónica inversa absorción de radiación el láser viaja en el plasma entre dos reflejos de la pared del agujero, parte de su energía es absorbida por el plasma, y la energía absorbida por el plasma se transmite a la pared del agujero a través de la convección y la radiación.
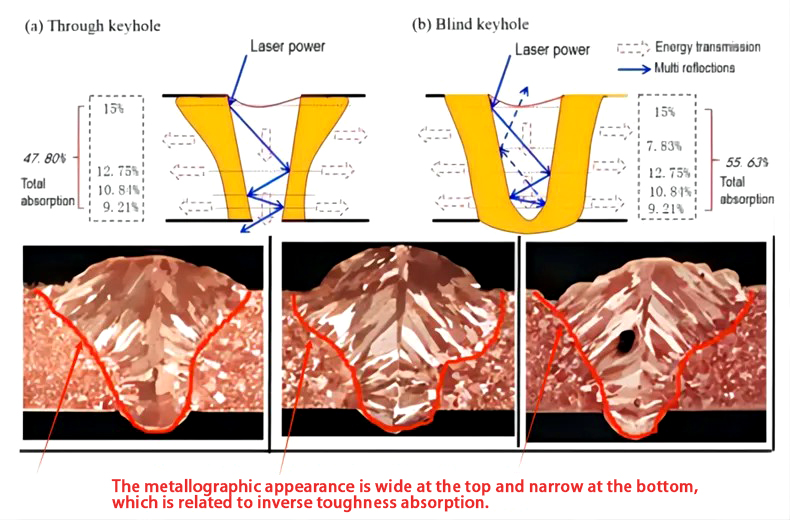
El papel y la proporción de los dos mecanismos de absorción de energía : los dos mecanismos de absorción de energía láser dentro de pequeños orificios tienen diferentes efectos en la formación de la costura de soldadura.
• la mayor parte de la energía absorbida por el plasma se libera en la parte superior del pequeño orificio y una menor parte en la parte inferior, lo que facilita la obtención de un orificio en forma de "vaso de vino", pero no favorece la ampliación de la profundidad del orificio.
• la energía liberada por la absorción de fresnel de la pared del agujero es relativamente uniforme en la dirección de la profundidad del agujero, lo que es beneficioso para aumentar la profundidad del agujero y, en última instancia, obtener una costura de soldadura relativamente profunda y estrecha.
Desde la perspectiva de mejorar la calidad y la eficiencia de la soldadura, si el plasma dentro del pequeño orificio puede controlarse para ser más beneficioso para la estabilidad de la soldadura, la modulación láser, el modo anular ajustable y la fuente de calor compuesta son soluciones técnicas potencialmente efectivas.
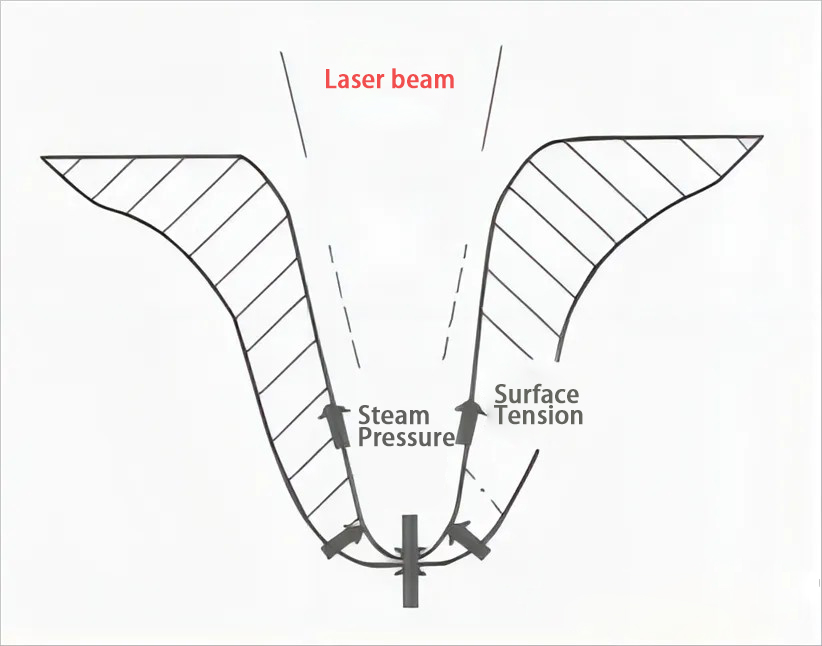
4.El equilibrio de presión dentro del orificio de la cerradura
Durante la soldadura por fusión profunda con láser, el material se vaporiza dramáticamente, y la presión de expansión del vapor de alta temperatura empuja el metal líquido a un lado, formando un pequeño agujero. Dentro del agujero pequeño, además de la presión de vapor del material y la presión de ablación (también
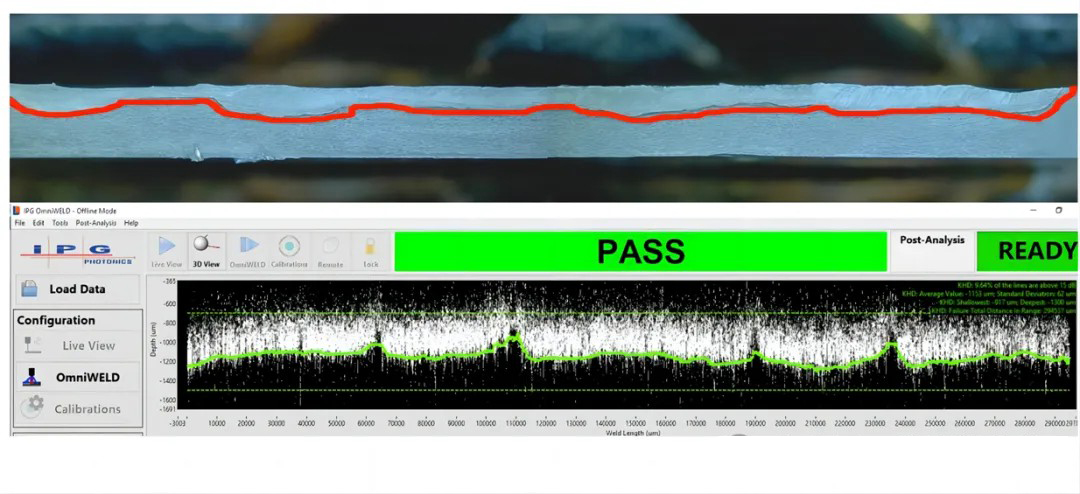
5. Inestabilidad del orificio de la cerradura
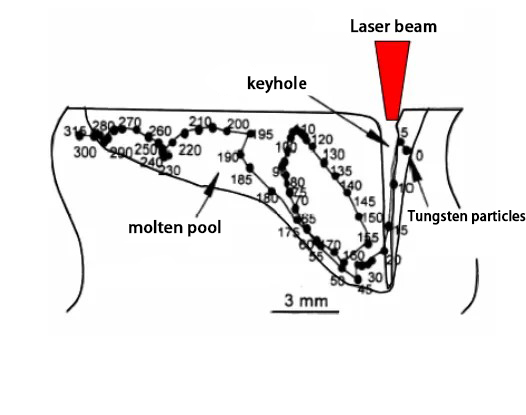
Cuando el láser actúa sobre la superficie del material, una gran cantidad de metal se evapora, la presión de retroceso presiona el pozo fundido hacia abajo, formando un orificio de llave, así como el plasma, lo que aumenta la profundidad de fusión.durante el proceso de movimiento, cuando el láser golpea la par
La vista seccional del centro de la costura de soldadura obtenida cortando longitudinalmente a lo largo del centro paralelo a la costura de soldadura, así como el gráfico de cambio de profundidad del orificio de cerradura medido en tiempo real por ipg-ldd, corroboran esto.
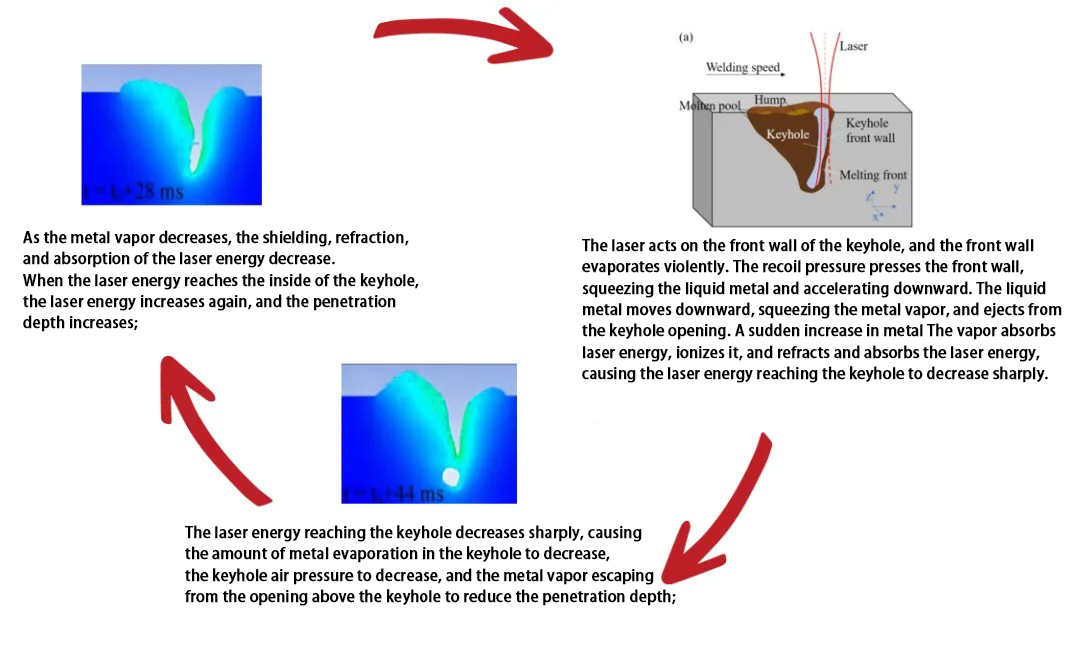
6.Fluctuaciones periódicas del orificio de la llave
1. el láser actúa sobre la pared frontal del orificio de la cerradura, causando una evaporación violenta de la pared frontal. la presión de retroceso presiona hacia abajo en la pared frontal, comprimiendo el metal líquido para acelerar su movimiento hacia abajo. el movimiento hacia abajo del metal líqu
2. la fuerte disminución de la energía láser que llega al orificio de la cerradura produce una disminución de la cantidad de vaporización de metal dentro del orificio de la cerradura. Esto hace que la presión del orificio de la cerradura disminuya, la cantidad de vapor de metal que escapa de la abertura superior del orificio de
3. a medida que disminuye la cantidad de vapor metálico, disminuye el blindaje, la refracción y la absorción de la energía láser, lo que hace que la energía láser que llega al interior del orificio de la cerradura aumente y la profundidad de fusión aumente.
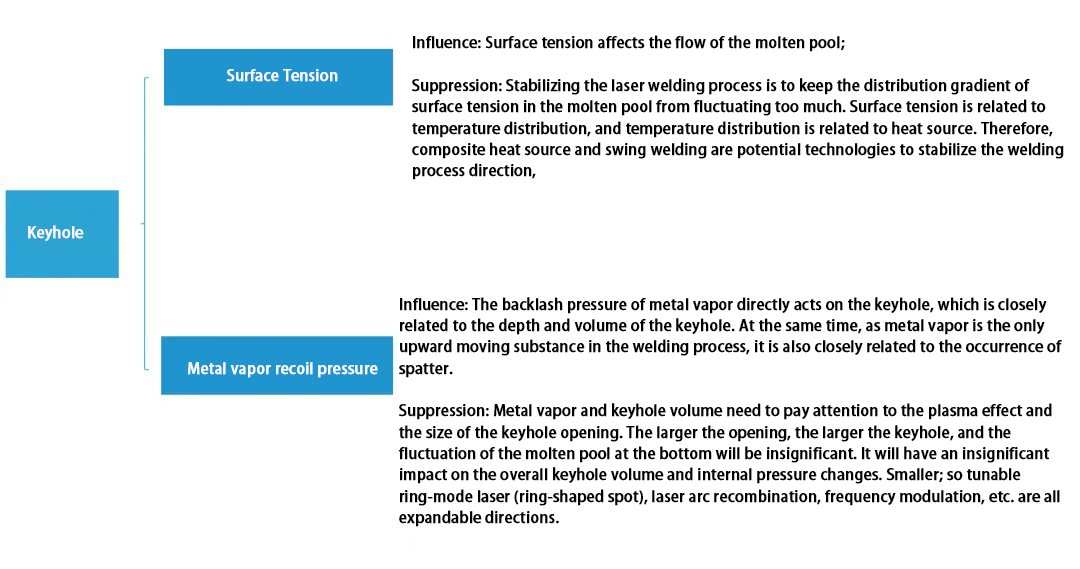
7. el orificio de la llave suprime la dirección de la onda
1) tensión superficial
Influencia: la tensión superficial afecta el flujo del estanque fundido;
Inhibición:estabilizar el proceso de soldadura por láser implica mantener la distribución gradiente de la tensión superficial en el estanque fundido sin fluctuaciones excesivas. la tensión superficial está relacionada con la distribución de temperatura, que a su vez está relacionada con la fuente de calor. por lo tanto, las fuentes de calor compu
2) presión de retroceso del vapor metálico
Influencia:la presión de retroceso del vapor metálico afecta directamente a la formación de los orificios de las llaves y está estrechamente relacionada con la profundidad y el volumen de los orificios de las llaves. Además, dado que el vapor metálico es la única sustancia que se mueve hacia arriba durante el proceso de soldadura,
Inhibición:la relación entre el vapor metálico y el volumen del orificio de la cerradura requiere atención al efecto plasma y al tamaño de la abertura del orificio de la cerradura. cuanto mayor sea la abertura, mayor será el orificio de la cerradura, lo que hace que las fluctuaciones en el pequeño estanque Por lo tanto, el láser de modo anillo ajustable (puntos en forma de anillo), la combinación láser-arco, la modulación de frecuencia, etc., son todas direcciones potenciales de expansión.