 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página de Inicio
- Productos
- Acerca De Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctenos

Efecto de plasma en el proceso de soldadura láser. En el proceso de soldadura láser, el plasma es un fenómeno común que tiene un impacto importante en el resultado y la calidad del proceso de soldadura. El plasma está compuesto por gas ionizado en el que los átomos o moléculas...
Contáctenos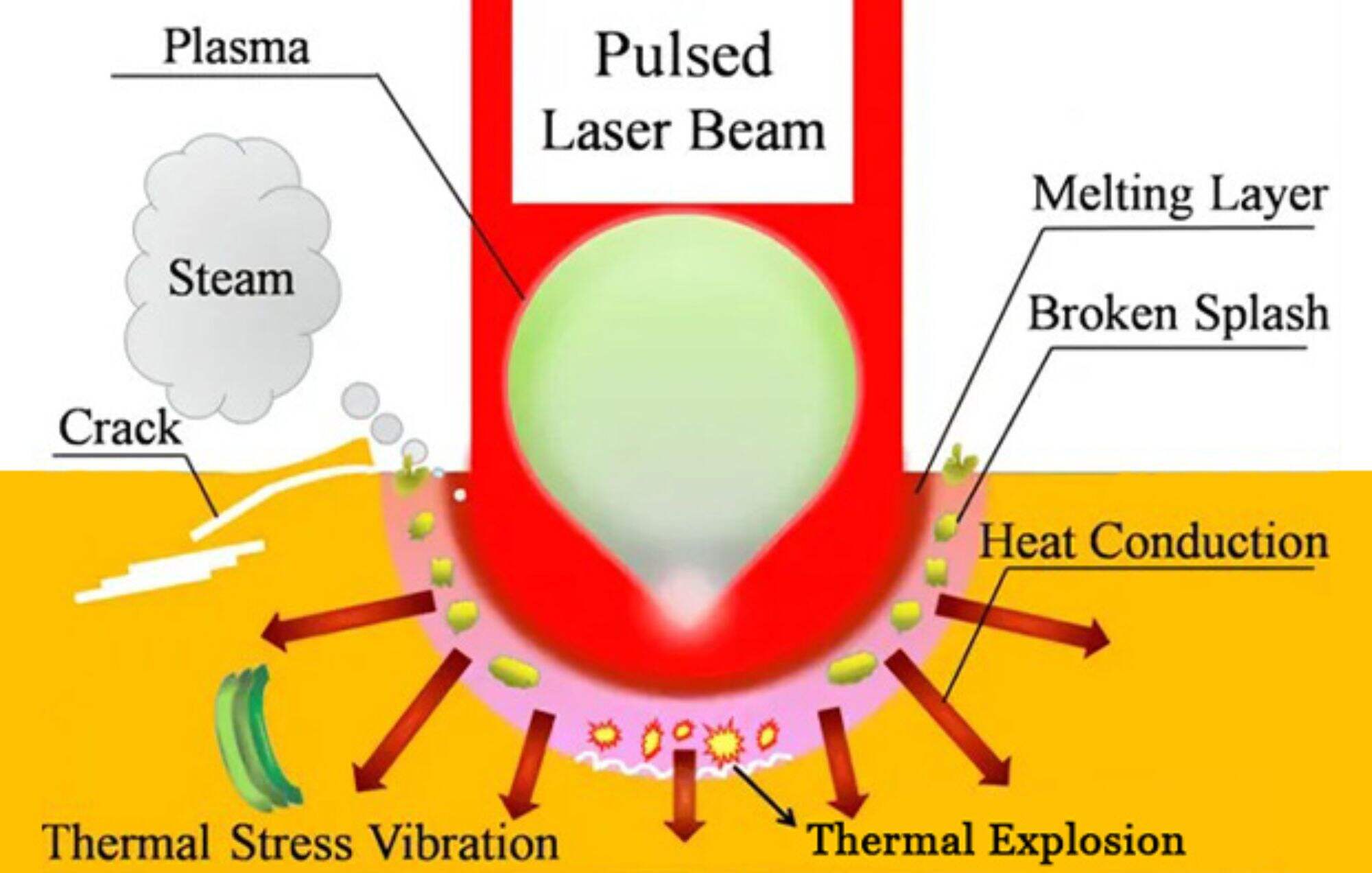
Efecto de plasma en el proceso de soldadura por láser
En el sOLDADURA LASER en el proceso de soldadura, el plasma es un fenómeno común, que tiene un impacto importante en el efecto y la calidad del proceso de soldadura. El plasma está compuesto por gas ionizado en el que los átomos o moléculas del gas pierden o ganan electrones, formando iones positivos y electrones libres. Este estado de la materia
1.1 Efecto plasmático - definición de plasma
Generación de plasma
En sOLDADURA LASER la generación de plasma generalmente se realiza en los siguientes pasos:
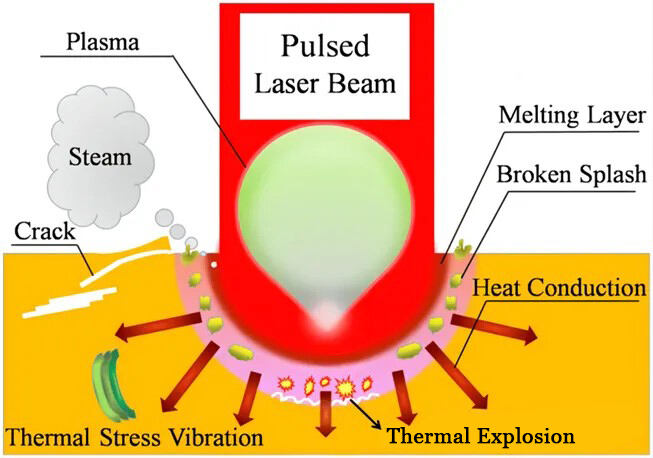
Radiación láser: cuando un haz láser de alta energía golpea la superficie de una pieza de trabajo, primero calienta la superficie, haciendo que el material se evapore rápidamente.
SOLDADURA LASER generalmente se acompaña de un vórtice de llama, que incluye chorros de llamas, luz amarilla, luz azul y luz púrpura. esta llama a menudo se conoce como plasma.
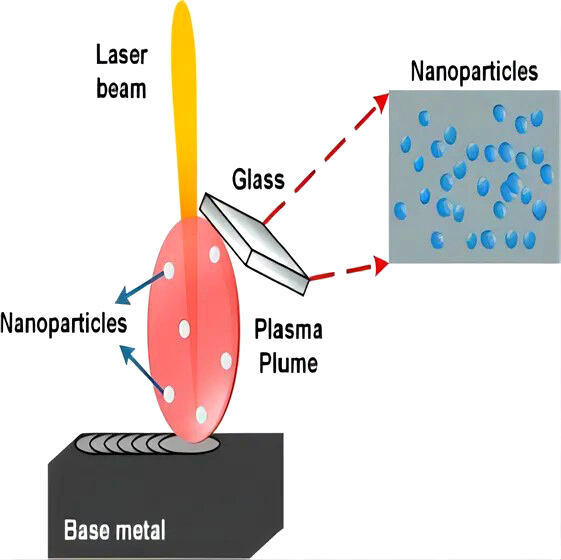
Plasma: el plasma generado por la vaporización de materiales metálicos debido a la radiación láser durante el proceso de soldadura con láser se llama plasma fotoinducido. Los principales componentes del plasma fotoinducido son el vapor de metal, los electrones libres, los iones y las partículas eléctricamente neutrales.
El plasma, también conocido como gas ionizado, está compuesto por iones producidos después de la ionización de átomos o grupos atómicos con algunos electrones despojados. Es un gas ionizado macroscópicamente eléctricamente neutro en una escala mayor que la longitud de debye. Su movimiento está dominado principalmente por fuerzas
1.2 Efecto plasmático - formación de plasma
Evaporación e ionización de material: debido a la alta energía del láser, el material evaporado (generalmente vapor de metal) absorberá aún más la energía del láser. cuando la energía es lo suficientemente alta, los átomos y moléculas en el vapor se ionizarán para formar un plasma. durante este proceso, los electrones se
Formación de nube de plasma: el plasma formado formará una estructura parecida a una nube, que se encuentra entre el haz láser y la superficie de la pieza de trabajo. debido a sus características de alta temperatura y alta densidad, la nube de plasma puede absorber y dispersar más energía láser, lo que afecta la transmisión del haz láser
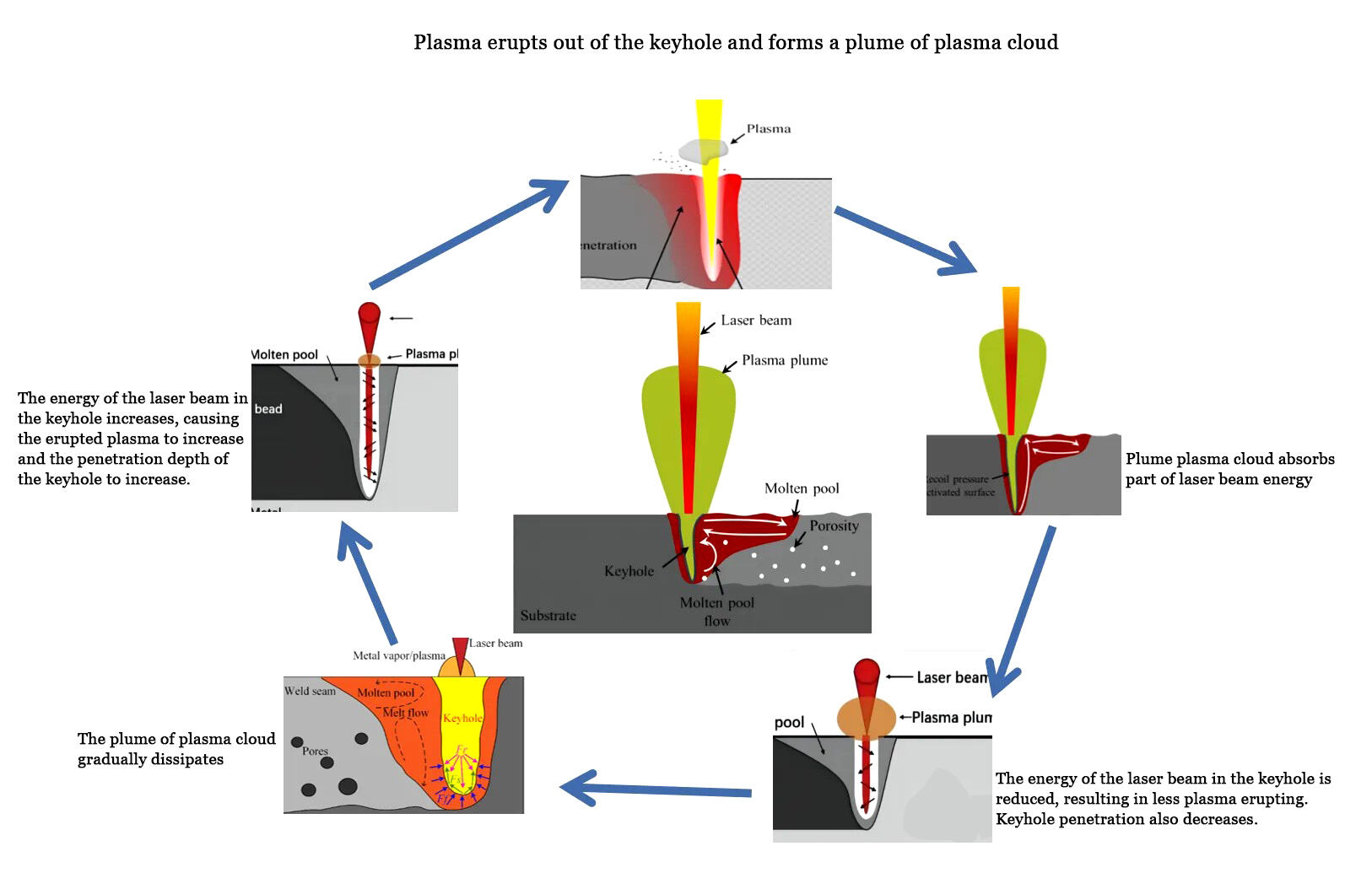
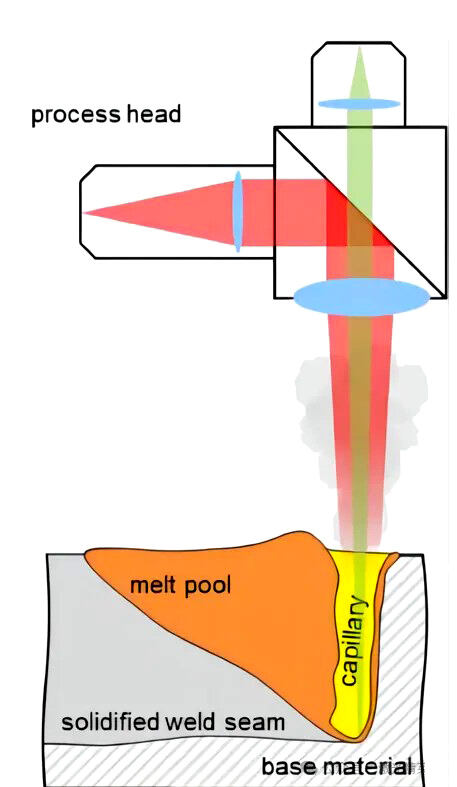
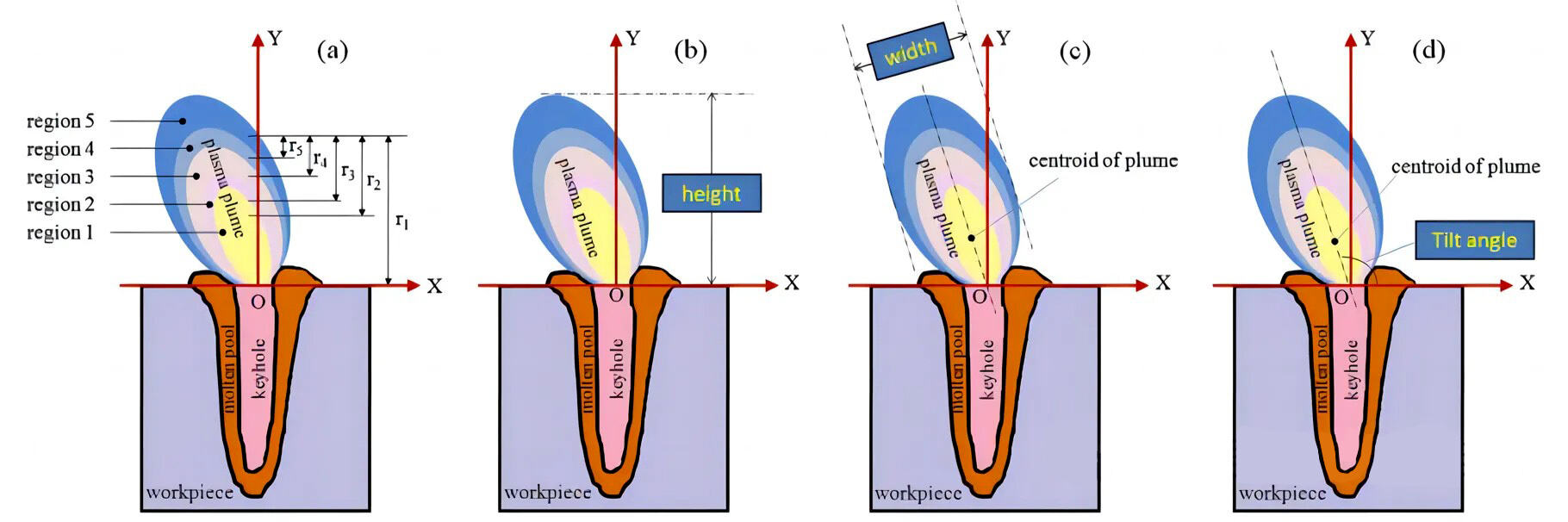
Durante el proceso de soldadura por penetración profunda láser, cuando la densidad de energía del láser incidente es lo suficientemente grande, puede vaporizar el metal y formar un orificio de llave en el pozo fundido. simultáneamente, los electrones libres en el vapor de metal rociado desde la superficie del metal y el orificio de la llave
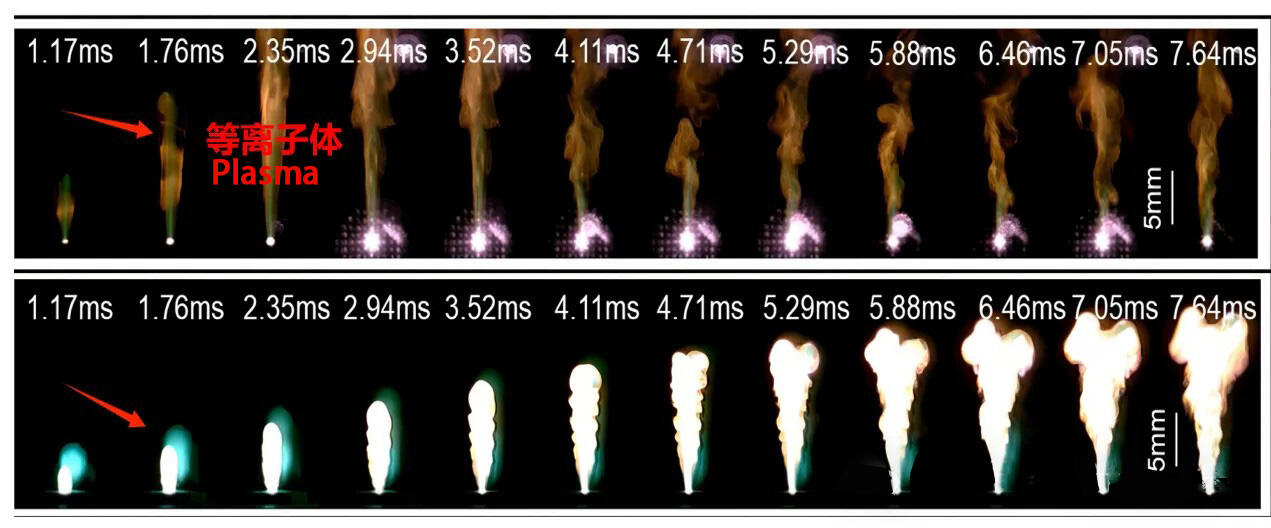
efecto plasmático - periodicidad plasmática
1.4 el papel del plasma en la transmisión de energía
Durante el proceso de soldadura con láser de alta potencia, a medida que el haz láser con una alta densidad de energía sale continuamente, la energía se transfiere a la superficie de la pieza de trabajo, derritiendo y evaporando constantemente el material metálico. la nube de vapor rocía rápidamente hacia arriba desde el orificio de
Después de que se forma el plasma, se refracta y absorbe el haz de luz incidente causando reflexión, dispersión y absorción, lo que puede proteger el haz láser. Esto afecta en consecuencia al acoplamiento de la energía del láser y la pieza de trabajo, influyendo en factores como la profundidad de fusión, la generación de
1.5 refracción del láser por plasma
Cuanto más plasma se acumula, más afecta a la soldadura con láser. Cuanto más diverge el láser, menor es la densidad de energía, lo que conduce a una disminución brusca en la profundidad de fusión. Por lo tanto, problemas comunes como soldadura incompleta a menudo ocurren debido a la ausencia de gas de blinda
Efecto de lente negativa en plasma
El aire es un medio ópticamente denso, mientras que el plasma es un medio ópticamente escaso. su refracción del láser resulta en un haz láser divergente, degradando el rendimiento de enfoque del láser y haciendo que el láser diverja, lo que reduce la densidad de energía. cuando el haz láser incidente pasa a través del
Como se muestra en la imagen anterior: el plasma es como una lente, que se encuentra entre el material y el láser. diferentes métodos de soplado darán lugar a diferentes efectos de soldadura: soplado lateral puede no soplar el plasma, y soplado directo es mejor.
1.6 absorción de la luz láser por el plasma
La absorción de energía láser por el plasma hace que su temperatura y grado de ionización sigan aumentando. el proceso de absorción se puede dividir en absorción normal y absorción anormal.
La absorción normal, también conocida como absorción de freno inverso, se refiere a la situación en la que los electrones son excitados por el campo eléctrico láser y experimentan oscilaciones de alta frecuencia. chocan con las partículas circundantes (principalmente iones), transfiriendo energía entre sí, aumentando así la temperatura y la
La absorción anómala se refiere a un proceso en el que la energía láser se convierte en energía de onda de plasma a través de una serie de mecanismos sin colisión, y luego se convierte en energía térmica de plasma a través de diferentes mecanismos de disipación, que luego se conduce al aire y se disipa.
Debido al efecto absorbente del plasma en el láser, solo una parte de la energía láser incidente puede penetrar el plasma y llegar a la superficie de la pieza de trabajo. Esto aumenta la pérdida de transmisión de energía en la vía óptica externa (desde el láser qbh a la superficie del material), reduce la densidad de energía del láser
1.7 supresión del efecto plasmático
Los principales factores que afectan al índice de refracción plasmática y al efecto de lente negativa son:
Densidad de potencia del láser:
Cuanto mayor sea la densidad de potencia, mayor será la temperatura del plasma, lo que significa que cuanto mayor sea la densidad de electrones en el plasma. Cuanto mayor sea la densidad de electrones, menor será el índice de refracción, mejorando así el efecto de lente negativa.
Longitud de onda del láser:la relación entre la longitud de onda y la frecuencia angular es ω = 2πc/λ (donde c es la velocidad de la luz y λ es la longitud de onda). cuanto mayor sea la longitud de onda del láser, menor será la frecuencia angular y el índice de refracción, por lo que el efecto de
Tipo de gas protector: bajo la misma temperatura, el grado de ionización del argón es mayor, lo que resulta en una mayor densidad de electrones y un menor índice de refracción, lo que hace que el efecto de lente negativa sea más pronunciado. en comparación, el efecto protector del gas helio es mejor.
Flujo de gas protector:aumentar el caudal de gas dentro de un cierto rango puede hacer que la nube de plasma sobre el estanque fundido se desvanezca, reduciendo así el efecto de lente negativa del plasma.
Materiales a soldar: Generalmente, no hay opción. Cuando el punto de fusión del material a soldar es bajo y se ioniza fácilmente, la densidad numérica de electrones en el plasma aumenta, lo que provoca un aumento significativo del efecto de lente negativa. Si este hecho impacta más al láser, se deben considerar otros procesos de alta energía como los haces de electrones.
Hay muchos factores que afectan al plasma durante el proceso de soldadura, que se pueden resumir de la siguiente manera:
Longitud de onda del láser: el valor de ignición y el umbral de mantenimiento del plasma son proporcionales al cuadrado de la longitud de onda. Los láseres de onda corta (luz azul, luz verde) tienen tiempos de mantenimiento del plasma cortos y el proceso será más estable;
Densidad de potencia del láser:la temperatura de los electrones y la densidad del plasma aumentan con el aumento de la densidad de potencia del láser,la densidad de potencia excesiva es la principal causa de la inestabilidad del plasma (la fuente de calor compuesta (punto anular, compuesto de fibra semiconductor, com
Tamaño del punto: cuanto menor sea el diámetro del punto, mayor será el valor de ignición y el valor de mantenimiento del plasma (se puede evitar la soldadura oscilante);
Las propiedades del material: la densidad y la energía de ionización del material tienen una gran influencia en el plasma. Cuanto menor sea la energía de ionización y mayor la reflectividad del metal, más susceptible será al efecto plasma que afecta la estabilidad de la soldadura por penetración profunda;
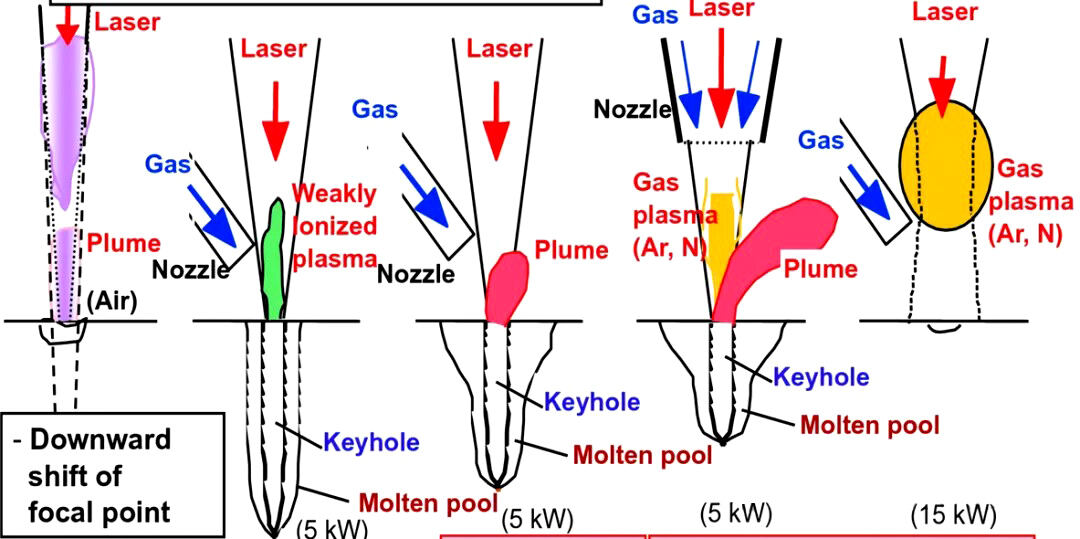
Gas y presión ambiente: se cree generalmente que los gases con buena conductividad térmica y alta energía de ionización tienen un alto valor de ignición y umbral de mantenimiento del plasma. cuanto más baja sea la presión del aire ambiente, menor será la temperatura de los electrones, la densidad de electrones y la altura del centro del plasma. bajo va
Flujo de gas:a medida que aumenta el caudal del gas ambiente, el volumen del plasma disminuye, reduciendo así la tasa de absorción del láser, lo que también puede reducir eficazmente el impacto del plasma en el proceso de soldadura por penetración profunda.Sin embargo, el flujo de aire excesivo causará fluctuaciones superficiales
Velocidad de soldadura: la temperatura del núcleo del plasma aumenta con la disminución de la velocidad de soldadura. Cuanto menor sea la velocidad de soldadura, más fácil es generar plasma y más inestable es. hasta cierto punto, aumentar la velocidad también puede mejorar la estabilidad del proceso de soldadura.
Controlar el plasma cambiando algunos de los factores anteriores para reducir o eliminar su interferencia con el láser
Los métodos de control incluyen los siguientes:
Soldadura por oscilación: la cabeza de procesamiento láser oscila hacia adelante y hacia atrás a lo largo de la dirección de soldadura. Después de que el orificio de la llave aparece y antes de que se forme el plasma, el punto de luz se mueve instantáneamente al borde posterior del charco de soldadura u otro lugar para evitar que el plasma
Soldadura por láser por pulso: ajuste del pulso y la frecuencia del láser para que el tiempo de irradiación del láser sea menor que el tiempo de formación del plasma. Esto asegura que el láser golpee siempre durante la fase de dispersión del ciclo de formación y disipación del plasma, evitando la interferencia del plasma en la
Soldadura a baja presión: mediante soldadura a baja presión, cuando la presión está por debajo de un cierto nivel, la densidad de vapor de metal en la superficie del material y en el interior del orificio de la cerradura es pequeña y el plasma desaparece.
Gas de protección contra soplas:
Uno es usar gas auxiliar para soplar el plasma;
Otro método es suprimir la ionización de los gases ambientales y comprimir el vapor de iones metálicos utilizando un gas con buena conductividad térmica y alta energía de ionización. se puede utilizar una boquilla coaxial de doble capa con el golpe principal. la boquilla exterior forma un cierto ángulo con la dirección horizontal. el componente radial
El láser sale, irradia la superficie del material y genera un plasma. cuando la densidad del plasma fotoradiado es demasiado alta, aumentará significativamente la pérdida de energía del láser, debilitando el incidente de densidad de energía en la superficie de la pieza de trabajo. la cantidad de vapor de metal producido disminuye y el plasma desapare