EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Principal
- Productos
- Sobre Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctenos

1.1 Cambios en el estado físico causados por la interacción entre el láser y los materiales. El procesamiento láser de materiales metálicos es principalmente un procesamiento térmico basado en efectos fototérmicos. Cuando el láser irradia la superficie del material, v...
Contáctenos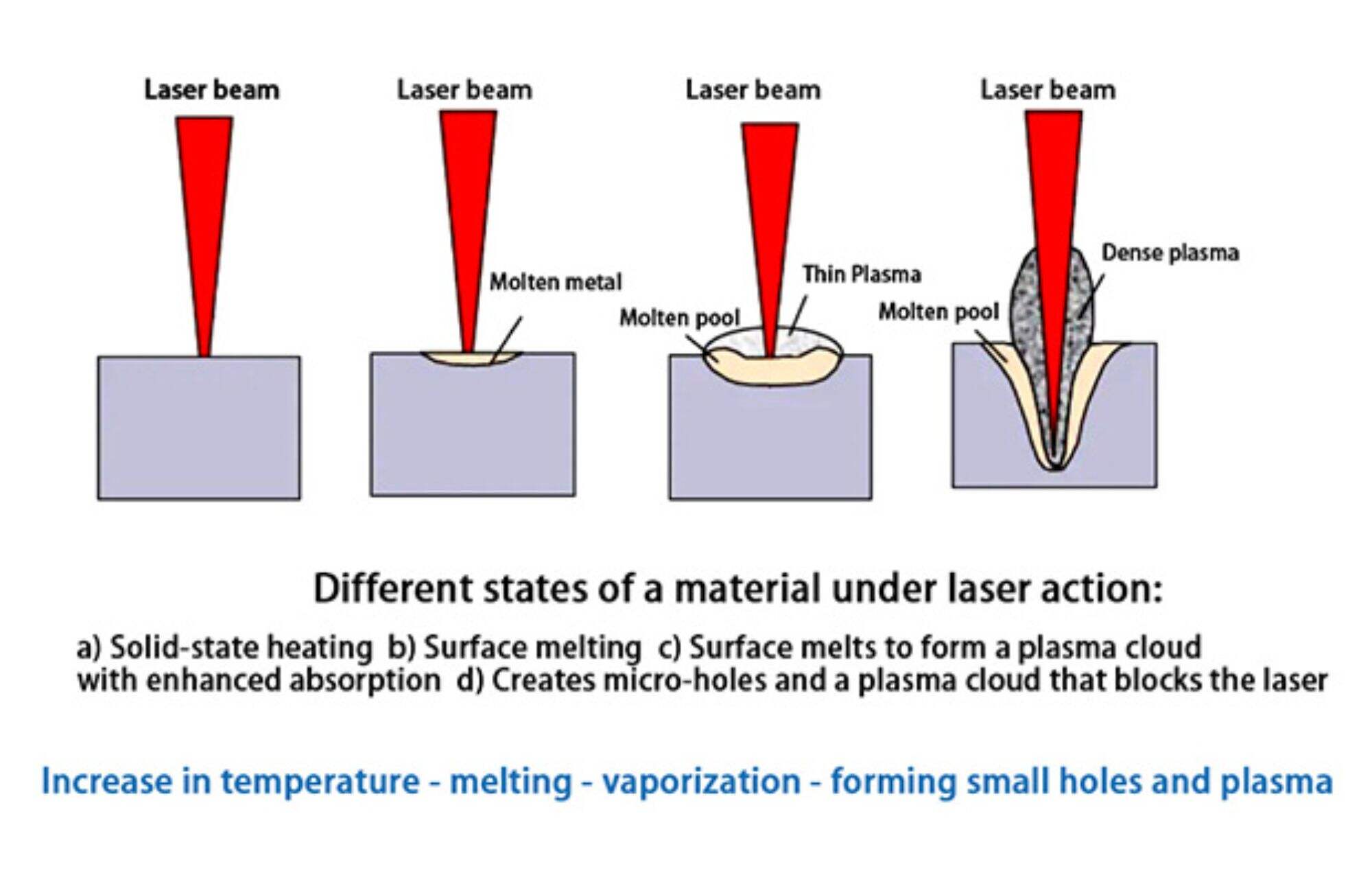
1.1 cambios en el estado físico causados por la interacción entre el láser y los materiales
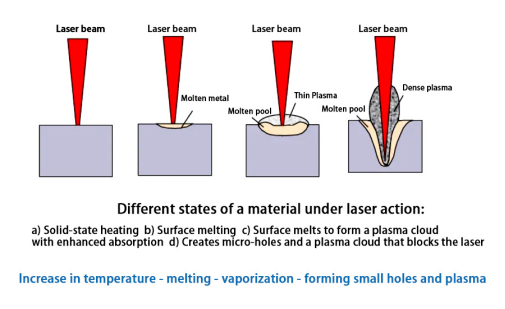
El procesamiento láser de materiales metálicos es principalmente un procesamiento térmico basado en efectos fototérmicos. cuando el láser irradia la superficie del material, se producen varios cambios diferentes en el área de la superficie bajo diferentes densidades de potencia.estos cambios incluyen:
Fusión: cuando un material absorbe energía láser, su temperatura aumenta, posiblemente alcanzando su punto de fusión, haciendo que el material pase de sólido a líquido. este proceso se utiliza ampliamente en tecnologías como sOLDADURA LASER , recubrimiento Láser , y prototipos rápidos con láser.
Evaporación y sublimación: si la intensidad del láser es lo suficientemente alta como para elevar rápidamente la temperatura del material por encima de su punto de ebullición, el material pasará directamente de un estado sólido o líquido a un estado gaseoso. este proceso se utiliza en tecnologías como el corte láser, la perforación láser
Solidificación: el proceso de regreso de un material de estado líquido a estado sólido después del calentamiento con láser se llama solidificación. Este proceso es común en el proceso de fabricación con láser, especialmente en las tecnologías de soldadura por láser e impresión 3D.
Recocido: mediante calentamiento láser, la tensión interna del material puede redistribuirse, logrando así el propósito de reducir la tensión interna y mejorar el rendimiento del material. este proceso no acompaña el cambio de fase, pero causará la reorganización de la estructura cristalina y cambios en las propiedades del material.
Endurecimiento por transformación de fase: ciertos materiales (como el acero) sufrirán transiciones de fase durante el proceso de enfriamiento, pasando de una estructura cúbica centrada en la cara (austenita) a una estructura cúbica centrada en el cuerpo (martensita). esta transformación mejora significativamente la dureza y la resistencia del
Reacción fotoquímica: la irradiación láser también puede desencadenar reacciones fotoquímicas en materiales. Estas reacciones incluyen no solo procesos físicos (como la fotoálisis, la foto polimerización) sino también procesos químicos, que pueden cambiar fundamentalmente las propiedades del material. Este principio se utiliza en áreas como la fotolitografía y
Fotocromismo: algunos materiales experimentan reacciones fotocromáticas bajo irradiación láser, es decir, un cambio en el color del material. este cambio es causado por cambios en la estructura electrónica del material después de absorber energía luminosa. esta tecnología tiene un valor de aplicación potencial en campos como el almacenamiento de datos y la tecnología de vis
El mecanismo de acción correspondiente se muestra en la figura siguiente:
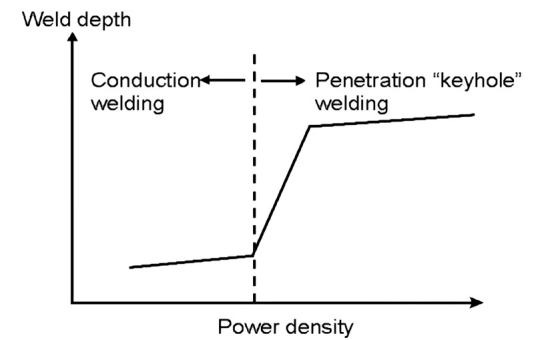
Bajo diferentes condiciones, cuando los láseres con diferentes longitudes de onda irradia diferentes materiales metálicos, habrá ciertas diferencias en los valores específicos de la densidad de potencia en cada etapa. en términos de absorción de material de láser, la vaporización del material es una línea divisoria. cuando el material no se vaporiza, ya sea en la fase
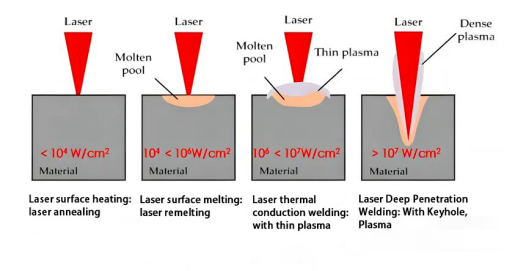
La figura siguiente muestra cómo la tasa de absorción láser de la superficie del material durante el proceso de láser la soldadura cuando el material no se derrite, la tasa de absorción del láser del material aumenta lentamente a medida que aumenta la temperatura de la superficie del material. cuando la densidad de energía es mayor que (10 ^ 6w / cm2), el material se vaporiza violentamente, formando un orificio de la llave, y el láser entra en el orificio de
1.2 Absorción del láser por materiales metálicos—longitud de onda
Mecanismo de absorción láser:
La absorción del láser por los metales se logra principalmente a través del movimiento de electrones libres. cuando un láser brilla sobre la superficie del metal, su campo electromagnético impulsará a los electrones libres en el metal a vibrar. Esta energía vibratoria se transfiere entonces en forma de calor a la estructura de red metálica,
Efecto de la longitud de onda
Longitud de onda corta (de la región de luz UV a la visible) :los metales generalmente absorben láser de longitud de onda corta más fácilmente en el rango de longitud de onda corta. Esto se debe a que los electrones libres en el metal pueden interactuar eficazmente con el campo electromagnético de la luz de longitud de onda corta, haciendo que la energía se transfiera de la onda de luz al
Longitud de onda media (región del infrarrojo cercano) :los láseres en la región del infrarrojo cercano, como los láseres de fibra (longitud de onda de aproximadamente 1064 nanómetros), tienen altas tasas de absorción en metales y son el rango de longitud de onda más comúnmente utilizado en el procesamiento de metales.
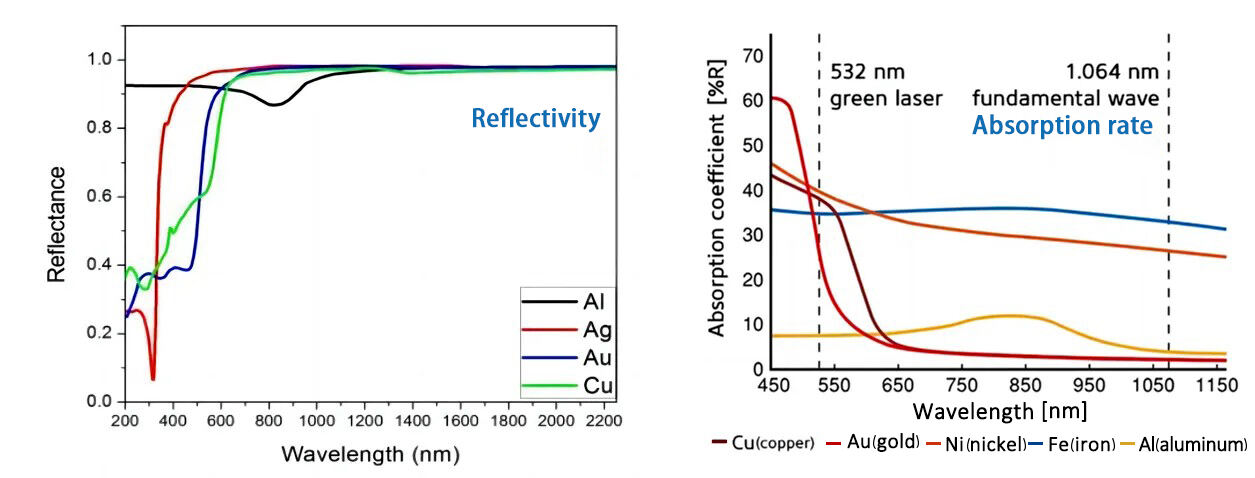
Longitud de onda larga (región infrarroja lejana) :para láseres de larga longitud de onda, como los Lasers de CO2 (longitud de onda es de aproximadamente 10,6 micras), a medida que aumenta la longitud de onda, la eficiencia de absorción de la energía láser por los metales generalmente disminuye, lo que significa que la reflexión de los láseres de longitud de onda larga (como la luz infrarroja lejana) en la superficie del metal la tasa es mayor y
La figura siguiente muestra la relación entre la reflectividad, la absorción y la longitud de onda de los metales comúnmente utilizados a temperatura ambiente. en la región infrarroja, la absorción disminuye y la reflectividad aumenta a medida que aumenta la longitud de onda. la mayoría de los metales reflejan fuertemente la luz infrarroja de 10,6um luz de luz y luz verde .
1.3 absorción láser por materiales metálicos
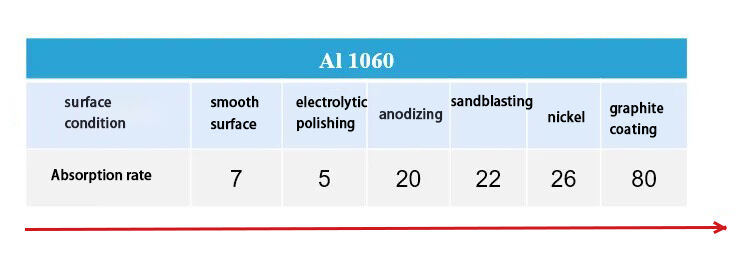
1.3.1 Tasas de absorción de las diferentes formas de aleaciones de aluminio :
Cuando el material es sólido, la tasa de absorción del láser es de aproximadamente 5-7%;
Tasa de absorción líquida de entre el 25 y el 35%;
Puede alcanzar más del 90% en el estado de la cerradura.
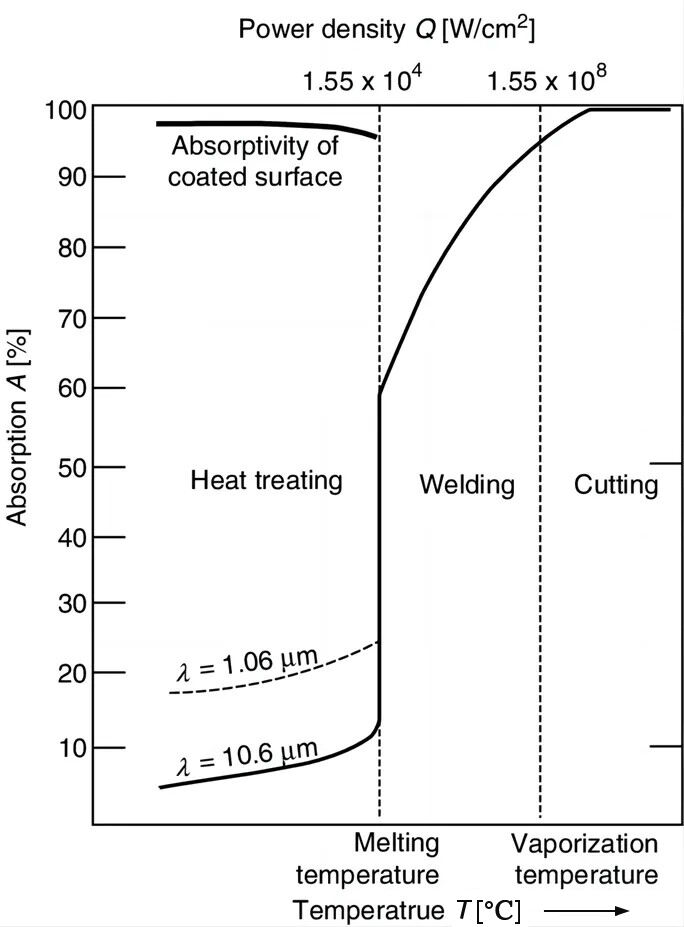
1.3.2 la absorción láser de los materiales aumenta con la temperatura:
Las tasas de absorción de los materiales metálicos a temperatura ambiente son muy bajas;
Cuando la temperatura se eleva cerca del punto de fusión, su tasa de absorción puede alcanzar el 40%~60%;
Si la temperatura está cerca del punto de ebullición, la tasa de absorción es tan alta como el 90%.
1.4 absorción láser por materiales metálicoscondiciones de superficie
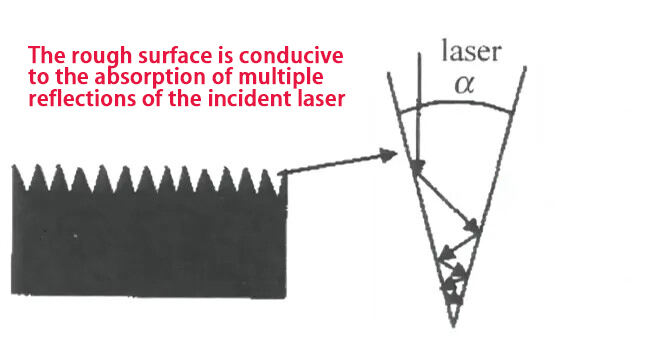
La absorción convencional se mide utilizando una superficie metálica lisa. En las aplicaciones prácticas del calentamiento láser, generalmente es necesario aumentar la absorción láser de ciertos materiales altamente reflectantes (aluminio, cobre) para evitar una alta reflexión que conduzca a una falsa soldadura;
Se pueden utilizar los siguientes métodos: se adoptan procesos de pretratamiento de la superficie adecuados para mejorar la reflectividad del láser. láser limpieza el uso de la tecnología de la luz, la capa de níquel, el revestimiento de estaño, el recubrimiento de grafito, etc. pueden mejorar la tasa de absorción láser del material.