 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página De Inicio
- Productos
- Sobre Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctanos

1. Principio de seguimiento de juntas de soldadura láser El sensor de seguimiento de juntas láser funciona según el principio de triangulación láser. Es decir, el haz láser se amplifica para formar una línea láser proyectada sobre la superficie del objeto que se mide. La reflejada...
Contáctenos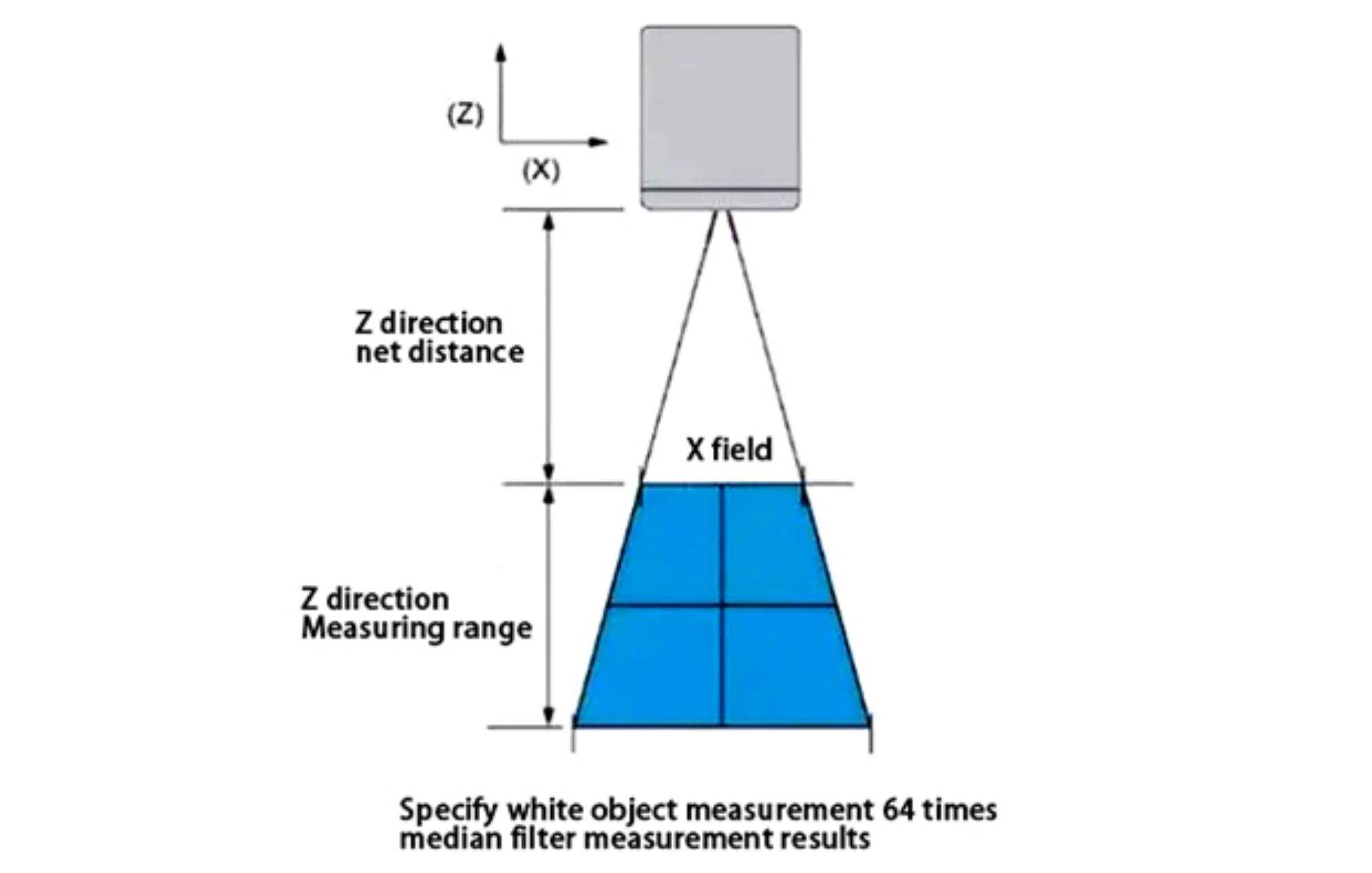
1.Seguimiento de costuras de soldadura por láser el artículo 2
El seguimiento de la costura por láser el sensor opera con el principio de triangulación láser. es decir, el haz láser se amplifica para formar una línea láser proyectada sobre la superficie del objeto que se mide. la luz reflejada pasa a través de un sistema óptico de alta calidad y se proyecta sobre una matriz de imagen. a través del cálculo, se obtiene
Modelo y parámetros del sensor
| modelo |
X en el sitio - ¿ Qué? |
Z distancia neta - ¿ Qué? |
Z Rango de medición (mm) |
X resolución (mm) |
Z resolución (mm) |
Z lineal Precisión (%) |
Repetir Precisión (%) |
| HD6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| Hd6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| Hd6-0032 (Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| Hd6-0050 (Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| Hd6-0090 (Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (luz roja y luz azul opcionales) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (luz roja y luz azul opcionales) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (luz roja y luz azul opcionales) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 (luz roja) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 (luz roja) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 (luz roja) | 800 | 600 | 500 | 1. el derecho de voto. 269 - - - - - - - - - - - - - | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 (luz roja) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w ((luz roja) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| Hd6-0020w (Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((luz roja) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
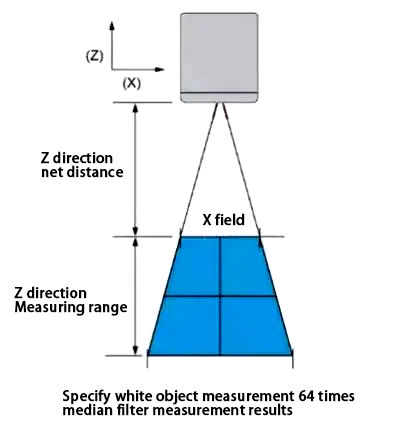
El objeto blanco se refiere a un bloque estándar de laboratorio y el resultado de la medición se refiere al valor medio del eje z medido 64 veces en repetición.
2.el concepto de seguimiento de costuras de soldadura por láser tECNOLOGÍA
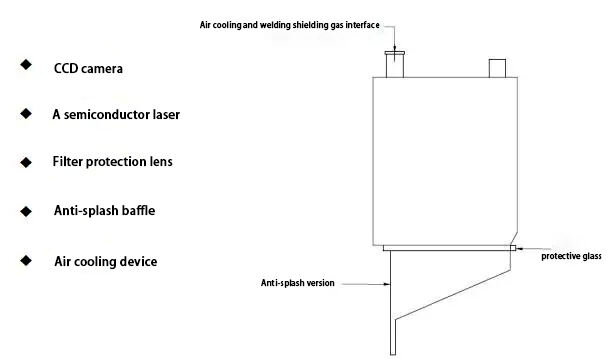
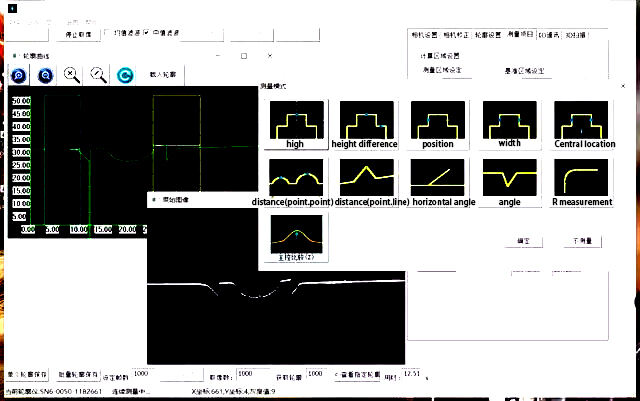
El seguimiento de costuras el sensor consiste principalmente en una cámara ccd, láser semiconductor, lente de protección láser, deflector anti-borraduras y dispositivo de enfriamiento por aire. utiliza los principios de propagación óptica e imágenes para obtener la información de posición de cada punto dentro del área de escaneo láser, y utiliza algoritmos de programa complejos
Para el rango de detección, las capacidades de detección y los problemas comunes durante el proceso de soldadura, hay configuraciones de función correspondientes. el sensor generalmente se instala frente a la pistola de soldadura a una distancia predeterminada (plomo), por lo que puede observar la distancia desde el cuerpo del sensor de costura hasta la pieza de trabajo,
El dispositivo calcula la desviación entre la costura de soldadura detectada y la pistola de soldadura, emite datos de desviación, y el ejecutor de movimiento corrige la desviación en tiempo real, guiando la pistola de soldadura para la soldadura automática. este proceso realiza comunicación en tiempo real con el sistema de control del robot para
Sin embargo, en muchos casos, la precisión y la consistencia de la pieza de trabajo y su ensamblaje no son fáciles de satisfacer los requisitos de piezas de trabajo a gran escala o producción de soldadura automática a gran escala. también existe la influencia de la tensión y deformación causada por el sobrecalentamiento.por lo
3.Componentes y funciones de los sensores de seguimiento de costuras de soldadura
Cámara de vídeo
La función principal de la cámara ccd en el sensor de seguimiento de costura de soldadura es leer imágenes. al disparar una escena con una cámara ccd, la luz reflejada del objeto se transmite a la ccd a través de la lente de la cámara ccd. Después de que la ccd se expone, el fotodiodo se excita
El chip de control ccd utiliza las líneas de señal de control en los elementos fotosensibles para controlar la corriente generada por los fotodiodos, que es emitida por el circuito de transmisión de corriente. la cámara ccd recoge las señales eléctricas generadas por un solo proceso de imagen y las emite colectivamente al ampli
Sin embargo, los datos de imagen obtenidos en el paso anterior no pueden generar directamente una imagen. debe ser enviado al procesador de señal digital (dsp). En el dsp, estos datos de imagen se someten a un postprocesamiento como corrección de color, tratamiento de balance de blancos (dependiendo de la configuración del usuario
Un láser semiconductor
El láser es generado por una fuente de luz a través de un generador lineal que produce energía con densidad uniforme, alta linealidad y buena estabilidad, y salidas en un patrón de línea recta. Hay láseres rojos y azules para elegir, y la longitud de onda, el ángulo y el ancho de línea también
Lentes de protección de filtro
Debido al polvo y las salpicaduras producidas durante el proceso de soldadura, que pueden tener un efecto en la recopilación de datos, se debe instalar una lente de protección de filtro en cada sensor. la lente de protección de filtro sirve para proteger la cámara láser por un lado y para filtrar la luz por el otro.cuando el trabajo de limpieza de lentes no pueden ser ignorados:
1) debe usar guantes durante la instalación y no dejar ninguna huella digital;
2) no dejar que nada rasque la superficie de la lente;
3) al sacar la lente, sostenga el borde de la lente con los dedos y no toque la película;
4) utilizar papel de tejido limpio, papel de ensayo y disolvente óptico para limpiar la lente.
Con una altura de más de 20 mm
Se utiliza principalmente para bloquear las interferencias al láser, como salpicaduras de luz de arco, humo y polvo, para hacer que el sistema de sensores sea más preciso y estable en el uso.
Dispositivo de refrigeración por aire
Debido a las altas temperaturas durante la soldadura, la mayoría de los sistemas ahora utilizan un sistema de enfriamiento por aire. esto se hace por un lado para enfriar el sensor, y por otro para extender la vida útil del sensor. el nivel de protección de la carcasa del sensor es ip67, y la temperatura adecuada para el uso está
El sensor completa la detección en línea en tiempo real de costuras comunes de soldadura a través de algoritmos de programa complejos. hay ajustes de función apropiados para el rango de detección, las capacidades de detección y los problemas comunes encontrados durante el proceso de soldadura. el dispositivo calcula la desviación entre la costura de soldadura detectada
4.Tipo de soldadura
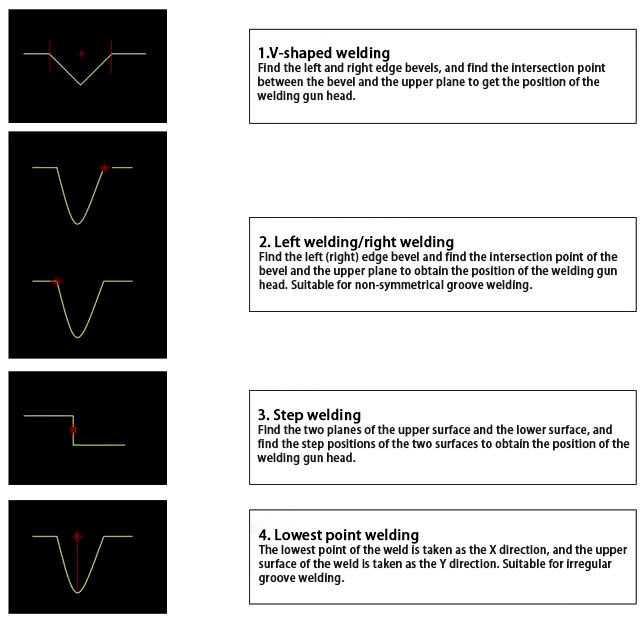
El proceso de soldadura se aplica a las siguientes operaciones: soldadura por arco de argón, soldadura por láser, soldadura híbrida por láser, soldadura por arco de plasma, soldadura con protección por gas de dióxido de carbono, soldadura por arco sumergido, etc.
Las aplicaciones de las máquinas de soldadura de contenedores son las siguientes:
5.Desarrollo y perspectivas
En el ámbito de las máquinas dedicadas, las demás máquinas de la partida 85 las marcas importadas destacan principalmente en el seguimiento de tuberías de pequeño diámetro, pero para líneas rectas y circulares largas, las diferencias tecnológicas entre los modelos nacionales e importados son menores. Sin embargo, el costo es solo de un tercio a la mitad del de las importaciones, lo que hace que las perspectivas de
Con el desarrollo de la tecnología de fabricación avanzada, la realización de la automatización y la inteligencia del seguimiento de soldadura se ha convertido en una tendencia inevitable. en los próximos años, el seguimiento de costura láser no solo necesitará actualizaciones tecnológicas, sino que también necesitará comprender profundamente las aplicaciones de los clientes para