EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Principal
- Productos
- Sobre Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctenos

Resumen: Para la soldadura del cobre en el conector de batería, se utilizaron láser pulsado y láser de fibra continuo para realizar pruebas de soldadura láser. Para el láser pulsado, los parámetros del proceso como potencia pico, ancho de pulso y distancia focal fueron sometidos a un diseño ortogonal...
Contáctenos
Resumen: Para la soldadura de cobre en el conector de batería, se utilizaron soldadura láser pulsada y láser de fibra continuo para realizar pruebas de soldadura. Para el láser pulsado, los parámetros de proceso de potencia pico, ancho de pulso y distancias focales se llevaron a experimentos ortogonales, obteniéndose una fuerza máxima de cizalla de 28N. Para el láser de fibra continuo, los parámetros de proceso de potencia, velocidad de soldadura y distancias focales se llevaron a experimentos ortogonales, obteniéndose una fuerza máxima de cizalla de 58N. La apariencia de los puntos mostró que las uniones soldadas por pulso presentaban porosidad interna. Por el contrario, las uniones soldadas por láser de fibra continuo no tenían porosidad, lo cual es útil para mejorar la fuerza de cizalla.
Palabras clave: cobre; sOLDADURA LASER experimentos ortogonales; parámetro de proceso
0 introducción
El cobre púrpura posee ventajas como una buena conducción de calor, excelente conductividad eléctrica y facilidad para el procesamiento y la conformación. Se utiliza ampliamente en cables y alambres eléctricos, hardware y fabricación electrónica. Cada unidad dentro de un teléfono móvil requiere energía eléctrica para funcionar, como el módulo de cámara, la pantalla, el altavoz, la memoria, la placa de circuito, etc. La batería generalmente está fija en un área específica y necesita un conector para vincularla con estos componentes, formando una ruta conductora para el suministro de energía. El cobre púrpura es el material más comúnmente utilizado para los conectores de baterías de teléfonos móviles. El modo actual de soldadura de placas de conectores de cobre púrpura es principalmente por soldadura por resistencia. Corrientes grandes de electrodos positivos y negativos derriten la placa del conector de cobre. Al separarse los electrodos, el material se enfría para formar una costura de soldadura. Aunque la estructura de este dispositivo de soldadura es simple y su operación práctica y conveniente, los electrodos positivos y negativos utilizados en la soldadura por resistencia tienden a desgastarse y romperse, lo que requiere detener la línea de producción para su reemplazo, reduciendo así la eficiencia de producción.
SOLDADURA LASER , que utiliza láseres como fuente de calor para el procesamiento, tiene las ventajas de un área afectada por el calor pequeña, alta resistencia a la soldadura, no contacto con la pieza de trabajo y alta eficiencia de producción. Se ha aplicado ampliamente en la soldadura de materiales como acero inoxidable, aleación de aluminio, aleación de
El artículo emplea el uso de láseres pulsados y láseres de fibra continua para realizar experimentos de optimización de procesos en piezas de postes de baterías de cobre púrpura, proporcionando una referencia para la producción real.
1 experimento de soldadura
1.1 Materiales experimentales
La capa superior del material experimental es de cobre púrpura, con un grosor de 0,2 mm. La capa inferior es de cobre púrpura niquelado, con un grosor de 0,2 mm. La composición química de las dos capas de material se muestra en la tabla 1.Los materiales se cortan en longitudes y anchos de 20 mm x 6
Tabla 1 Composición química de los materiales de prueba (fracción de masa/%)
|
Material |
Cu |
P |
Ni |
El |
El Zn |
S |
|
Cobre púrpura |
99.96 |
0.000 7 |
0.000 2 |
0.000 8 |
0.000 9 |
0.000 9 |
|
Cobre púrpura niquelado |
99.760 |
0.000 5 |
0.200 0 |
0.000 6 |
0.000 9 |
0.000 8 |
|
(A) |
el artículo 2 |
el artículo 2 |
|
a) Materiales de soldadura Fig.1 Método de soldadura y prueba de fuerza de cizalla |
||
1.2 Equipos y métodos de soldadura
La experimento de soldadura utiliza un láser de fibra pulsada cuasi continua de 150w y un láser de fibra continua de 1000w producido por la compañía wuhan raycus. la potencia promedio del láser de fibra pulsada cuasi continua es de 150w, la potencia máxima es de 1500w y el ancho de pulso es de 0,2 mm ~ 25 ms.

Fig.2 Plataforma experimental de soldadura
Cada pulso del láser de fibra de pulso cuasi continuo forma un punto de soldadura, adecuado para la soldadura por pulso. el diagrama esquemático del punto de soldadura se muestra en la figura 3 ((a) anterior. la potencia media del láser de fibra continua de 1000 w es de 1000 w, sin potencia máxima, lo que
 |
 |
|
- un conjunto de soldadura por pulso formado por láser de fibra de pulso cuasi continuo Fig.3 Diagrama esquemático de puntos de soldadura |
|
2 resultados y análisis experimentales
2.1 optimización del proceso de soldadura por láser de pulso
Los principales parámetros del proceso de soldadura para la soldadura con láser de pulso cuasi continuo son la potencia láser pico, el ancho de pulso y la cantidad de desfocación. Se realiza un experimento ortogonal de tres niveles de tres factores sobre estos tres parámetros del proceso, y los resultados del experimento ortogonal
Tab.2 Experimento ortogonal y resultado del láser de pulso
|
Número |
Potencia máxima/w |
Ancho de pulso/ms |
Cantidad de desfoque/mm |
Fuerza de cizallamiento/n |
| 1 | 100 | 4 |
0
|
13
|
| 2 | 100 | 6 |
1
|
15
|
| 3 | 100 | 8 | 2 |
16
|
| 4 | 1200 | 4 | 2 |
25
|
| 5 | 1200 | 6 |
0
|
23 |
| 6 | 1200 | 8 |
1
|
28 |
| 7 | 1400 | 4 | 2 | 22 |
| 8 | 1400 | 6 | 1 | 21 |
| 9 | 1400 | 8 | 0 | 20 |
2.2 optimización del proceso de soldadura por láser de fibra continua
Los principales parámetros de proceso de la producción continua soldadura con láser de fibra las tres características principales del láser son la potencia media del láser, la velocidad de soldadura (la velocidad del láser que corre la línea espiral) y la cantidad de desfoque (como con la soldadura con láser de pulso cuasi continuo, se utiliza un desfoque positivo para el experimento). Los experimentos ortogonales y los resultados
Tab.3 Experimento ortogonal y resultado del láser de fibra
|
Número |
Potencia media/w |
Velocidad de soldadura/(mm/s) |
Cantidad de desfoque/mm |
Fuerza de cizallamiento/n |
| 1 | 500 | 100 | 0 | 33 |
| 2 | 500 | 150 | 1 | 35 |
| 3 | 500 | 200 | 2 | 32 |
| 4 | 600 | 100 | 2 | 49 |
| 5 | 600 | 150 | 0 | 58 |
| 6 | 600 | 200 | 1 | 53 |
| 7 | 700 | 100 | 2 | 44 |
| 8 | 700 | 150 | 1 | 43 |
| 9 | 700 | 200 | 0 | 40 |
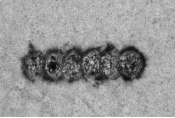
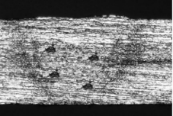
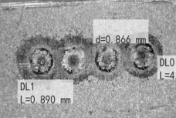
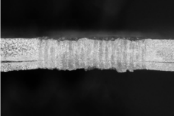
2.3 Análisis comparativo de la apariencia
Para analizar la diferencia de tracción en la fuerza de cizallamiento entre el láser pulsado y el láser continuo soldadura con láser de fibra de cobre, se analiza la apariencia del punto de soldadura. después de cortar el punto de soldadura, pulirlo, abrirlo y corroerlo, se utiliza un vidrio de aumento para probar la sección transversal del láser pulsado, cuando la potencia máxima del láser pulsado es de 1200 w, el ancho del láser sOLDADURA LASER .
|
(A) |
el artículo 2 |
el artículo 2 |
|
el artículo 2 |
(e) El |
(f) El |
|
a) Superficie de soldadura por láser de pulso Fig.4 Apariencia de los puntos |
||
El láser de pulso y el láser de fibra continua se utilizan por separado para soldar los conectores de la batería del teléfono, y se realiza una prueba de resistencia.Después de la soldadura por láser de pulso, la resistividad probada es de 0,120Ω·mm2/m, superior a la resistiv
3 concluye
Un láser de fibra de pulso cuasi continuo de 150 w y un láser de fibra continua de 1000 w se utilizan por separado para experimentos de soldadura en cobre, con el fin de llevar a cabo experimentos de optimización del proceso. cuando la potencia máxima del láser de pulso es de 1200 w, la anchura del pulso es de
Un análisis de la apariencia del punto de soldadura y la sección transversal muestra que el punto de soldadura con láser de pulso tiene salpicaduras en la superficie y la costura de soldadura tiene poros en el interior. el punto de soldadura con láser de fibra continua tiene una superficie consistente y uniforme sin poros dentro del punto,