 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Domovská stránka
- Produkty
- Informace o nás
- Videa
- Aplikace
- Aktuality
- Centrum Pomoci
- Kontaktujte nás

1. Definice a charakteristiky laserové tepelnovodné svařování Laserové tepelnovodné svařování je metoda laserového svařování. Tento režim svařování má malou průměrnou hloubku a malý poměr hloubky ku šířce. Když je hustota výkonu menší než ...
Kontaktujte nás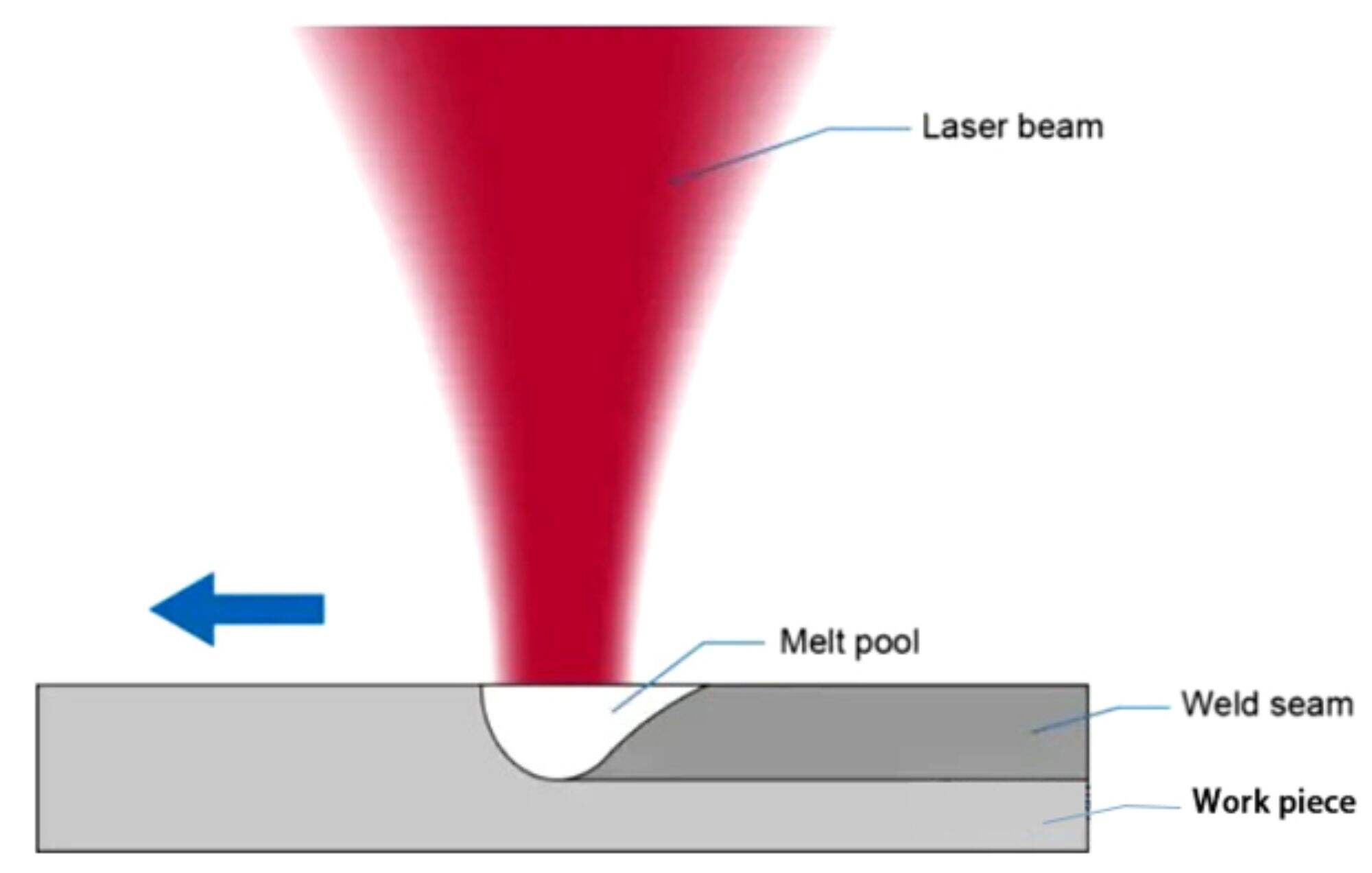
1. Definice a charakteristiky laserové tepelnovodné svařování
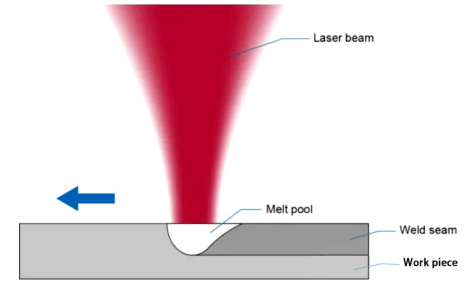
Laserové tepelnovodné svařování je metoda laserové svařování . Tento režim svařování má malou průměrnou hloubku a malý poměr hloubky ku šířce. Když je hustota výkonu menší než 10^4~10^5 W/cm2, je zařazeno jako svařování vedením, které je charakterizováno svou malou hloubkou slitiny a pomalejší rychlostí svařování.
Během tepelného vodivostního svařování působí energie laserového záření na povrch materiálu a energie laserového záření se na povrchu převede v teplotu. Teplo na povrchu se šíří dovnitř prostřednictvím tepelné vodivosti, což způsobuje, že se materiál roztaví a vznikne tavenina v spojovací oblasti mezi dvěma materiály. Tavenina se pohybuje vpřed spolu s laserovým paprskem, ale roztavený kov v tavenině se nevyužívá ke kopu vpřed. Jak se laserový paprsek pohybuje vpřed, roztavený kov v tavenině tuhne a vytváří svar spojující dva kusy materiálu.
Energie laserového záření působí pouze na povrch materiálu, a tavení podložného materiálu probíhá pomocí tepelné vodivosti. Po tom, co je energie laseru absorbována tenkou vrstvou o tloušťce 10~100nm na povrchu a roztavena, se povrchová teplota stále zvyšuje, čímž dochází ke šíření izotermy teploty tání do hloubky materiálu. Maximální povrchová teplota může dosáhnout pouze teploty vaporizace. Proto je hloubka tavení, která může být touto metodou dosažena, omezena teplotou vaporizace a tepelnou vodivostí. Používá se především pro svařování tenkých (asi 1mm) a malých dílů.
Hustota výkonu paprsku použitého při svařování je nízká. Poté, co díl absorbuje laser, teplota musí dosáhnout pouze bodu povrchového tavení a pak se teplo přenáší dovnitř dílu, kde se tavená jáma tvoří tepelnou vodivostí, takže je to ekonomické. Navíc je šev hladký a nemá porů, lze jej proto použít pro svařovací zpracování vzhledových součástí.
Typické aplikace jsou svařování nerezových dřezů, metalických tlumičů, svařování kovových trubkových spojek atd.
2.Definice a charakteristiky laserového hlubinného svařování
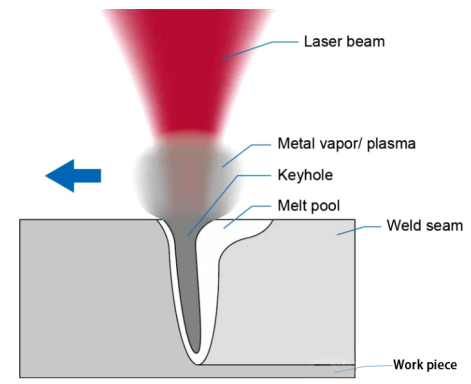
Když je hustota výkonu vyšší než 10^5~10^7 W/cm2, se kvůli teplu propadne povrch kovu do "děr", čímž vzniká hlubinné svařování, které má charakteristiky rychlého tempa svařování a velkého poměru strany.
Fyzikální proces laserového hlubinného svařování je velmi podobný elektronovkovému svařování, tedy mechanismus převodu energie probíhá prostřednictvím "malé díry". Při záření paprsku s dostatečně vysokou hustotou výkonu se materiál vypařuje a vytváří malé díry. Tato párová díra je jako černé těleso, které absorbuje téměř veškerou energii dopadajícího světla, a rovnovážná teplota uvnitř díry dosahuje přibližně 25 000 stupňů. Teplota se přenáší od vnější stěny této vysokoteplotní dutiny, což způsobuje, že kov okolo dutiny taje. Díra je naplněna párou vzniklou spojitým vypařováním stěnového materiálu za vlivem paprsku. Stěny díry jsou obklopeny tekutým kovem, který je opět obklopen pevným materiálem. Tekutý proud venku na stěně díry a povrchové napětí vrstvy stěny jsou v fázi s neustále vznikajícím párovým tlakem v dutině díry a udržují dynamickou rovnováhu. Světelný paprsek neustále vstupuje do díry a materiál kolem díry je neustále v pohybu. S pohybem světelného paprsku je díra vždy v stabilním toku. Jinými slovy, díra a tekutý kov okolo stěn díry se pohybují vpřed rychlostí vedoucího paprsku. Tekutý kov vyplní mezery po odebrání díry a kondenzuje, čímž vzniká svar. Všechno toto probíhá tak rychle, že rychlost svařování může snadno dosahovat několika metrů za minutu.
Pro hluboké prosvětlení materiálů je vyžadována velmi vysoká laserová výkon. Na rozdíl od tepelného svařování, při hlubokém prosvětlovacím svařování se kov nejenom roztaví, ale také vaporizuje. Roztavený kov je vyvržen pod tlakem kovové páry a vytvoří se malá díra. Laserový paprsek dále osvětluje spodní část díry, což způsobí její prodloužení, dokud se vnitřní párový tlak vyrovná povrchovému napětí a gravitaci tekutého kovu. Po hlubokém prosvětlovacím svařování vznikne úzké a rovnoměrné spojnice, jejíž hloubka bude obecně větší než šířka spojnice. Tento proces má charakteristiky rychlé zpracování a malé teplotně ovlivněné zóny, takže je deformace materiálu malá.
Typické aplikace jsou svařování silných ocelových desek (10-25mm) a svařování aluminiových truhel akumulátorů elektrické energie.
3. Vlastnosti laserového hlubokého prosvětlovacího svařování
Vysoký poměr strany. Protože se rozpouštěná kovová látka tvoří kolem válcové komory vysokoteplotního páry a natahuje k pracnímu materiálu, je svar hluboký a úzký.
Minimální tepelný vstup. Protože teplota uvnitř malé díry je velmi vysoká, probíhá proces tavení extrémně rychle, tepelný vstup do pracního materiálu je velmi nízký a tepelná deformace a zóna ovlivněná teplem jsou malé.
Vysoká hustota. Protože malé díry naplněné vysokoteplotním párem usnadňují míchání svařovací lázně a unikání plynu, vznikne propojený svár bez por.
Silné svary. Díky horkému teplotnímu zdroji a úplnému vstřebání nekovových složek se snižuje obsah nepůvodin, změní se velikost inkluzí a jejich rozložení v taveném bazénu. Proces svařování nepotřebuje elektrody ani náplňové drátky, oblast tavení je méně kontaminovaná, což umožňuje dosáhnout pevnosti a výdržnosti svazu, která je minimálně rovna nebo dokonce převyšuje tu mateřského kovu.
Přesná kontrola. Protože je zaměřený světelný bod malý, lze polohu svazku švu nastavit s vysokou přesností. Laserový výstup nemá "inercii" a může být zastaven či opět spuštěn vysokými rychlostmi. Komplexní díly lze svařovat pomocí technologie CNC pohybu paprsku.
Nekontaktní atmosférické svařování. Protože energie pochází z fotonového paprsku a není mezi ním a pracovním kusem žádný fyzický kontakt, na pracovní kus není uplatňována žádná vnější síla. Navíc magnetismus a vzduch nemají vliv na laserové světlo.
Výhody laserového hlubinného svařování:
1) Protože fokuseovaný laser má mnohem vyšší hustotu výkonu než konvenční metody, vede k rychlému spájení, malé zóně tepelného ovlivnění a malé deformaci a dokáže také spojovat těžko spojité materiály, jako je titan.
2) Protože paprsek je snadno přenositelný a ovladatelný, není třeba často měnit spalovací pistole a trysky a není potřeba vakuum pro elektronově paprskové spájení, což významně snižuje čas zastavení a vedlejší čas, takže je vysoký koeficient vytížení a produkční účinnost.
3) Díky účinkům čištění a vysoké rychlosti chlazení má šev vysokou pevnost, výdrž a celkové vlastnosti.
4) Díky nízké průměrné tepelné vstupní energii a vysoké přesnosti zpracování lze snížit náklady na přepracování; navíc jsou i provozní náklady laserového spájení nízké, což může snížit náklady na zpracování dílu.
5) Lze efektivně řídit intenzitu paprsku a přesné pozice a snadno realizovat automatickou operaci.
Nevýhody laserového hlubinného svařování:
1) Omezená hloubka svařování.
2) Montáž dílu vyžaduje vysoké požadavky.
3) Jeden investiční vklad do laserového systému je relativně vysoký.