 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Domovská stránka
- Produkty
- Informace o nás
- Videa
- Aplikace
- Aktuality
- Centrum Pomoci
- Kontaktujte nás

Plazmový efekt v procesu laserové svařování V procesu laserového svařování je plazma běžným jevem, který má důležitý vliv na výsledek a kvalitu svařovacího procesu. Plazma se skládá z ionizovaného plynu, ve kterém atomy nebo molekuly...
Kontaktujte nás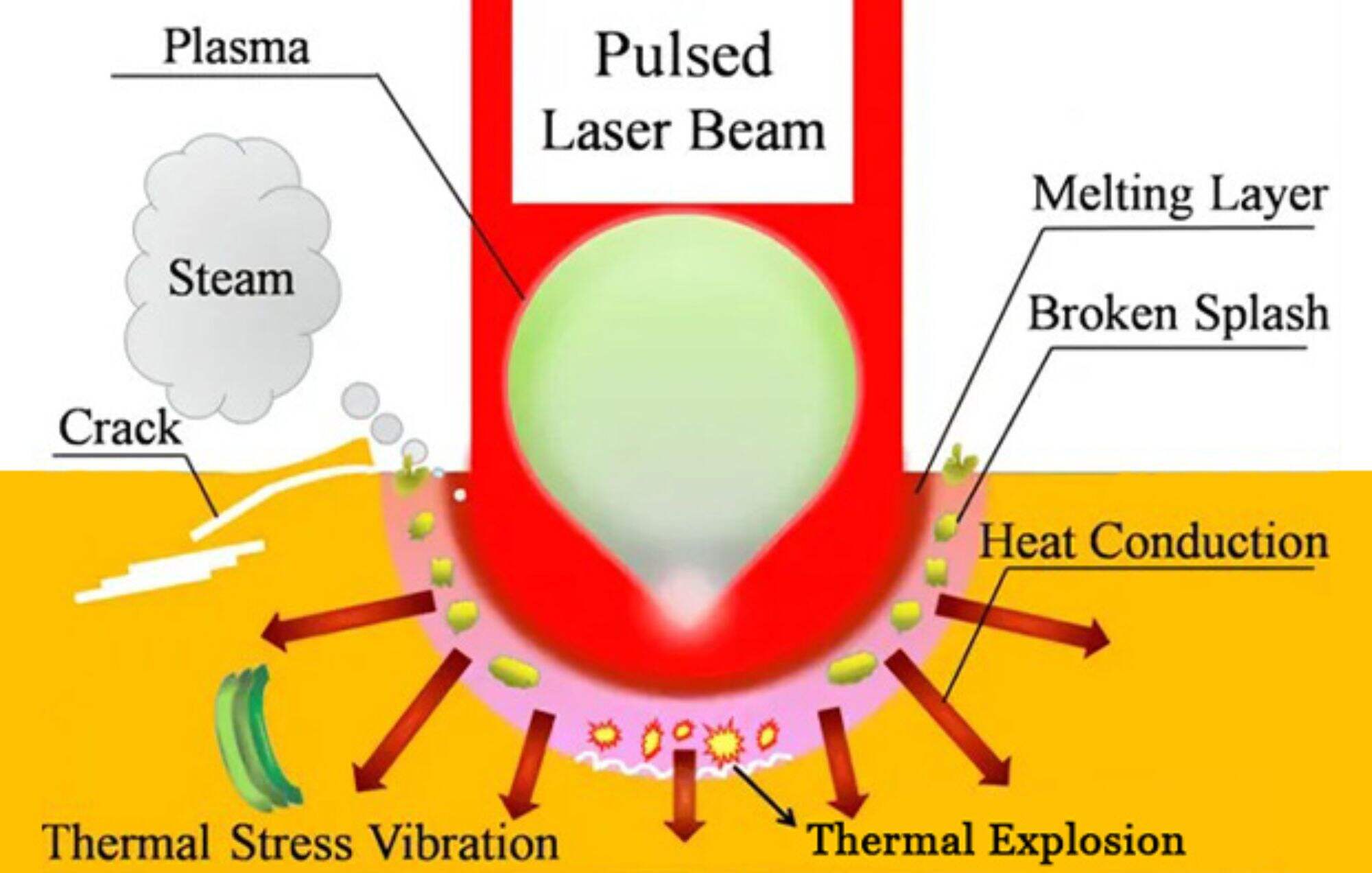
Plazmový efekt v procesu laserového svařování
V laserové svařování v procesu je plazma běžným jevem, který má důležitý vliv na výsledek a kvalitu svařovacího procesu. Plazma se skládá z ionizovaného plynu, ve kterém atomy nebo molekuly v plynu ztrácejí nebo získávají elektrony, čímž vznikají pozitivní ionty a volné elektrony. Tento stav hmoty se považuje za čtvrtý stav hmoty, odlišný od pevného, kapalného a plynného.
1.1 Plazmový efekt - Definice plazmy
Vznik plazmy
V laserové svařování , vytváření plazmatu obvykle probíhá podle následujících kroků:
Laserové záření: Když vysokoenérgetický laserový paprsek narazí na povrch součástky, nejprve zahřeje povrch, což způsobí rychlé vyparování materiálu.
Laserové svařování obvykle je doprovázeno plamenovým vírem, který zahrnuje plamenné proudy, žluté světlo, modré světlo a fialové světlo. Tento plamen se často označuje jako plasma.
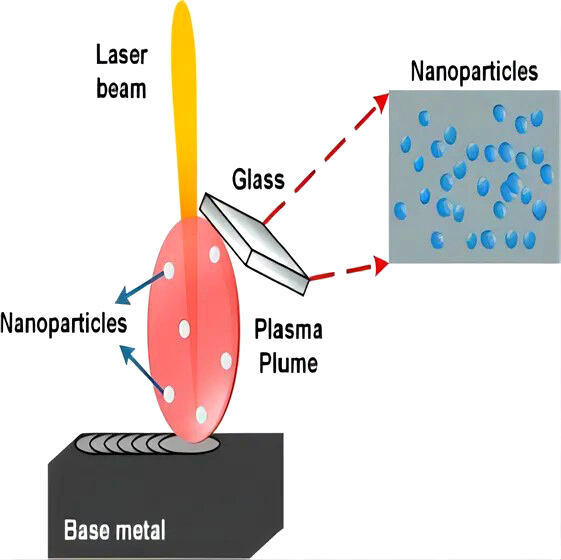
Definice plazmatu: Plasma vyvolané vyparováním kovových materiálů kvůli laserovému záření během procesu laserového svařování se nazývá fotoindukované plasma. Hlavními složkami fotoindukovaného plazmatu jsou kovové páry, volné elektrony, ionty a elektricky neutrální částice.
Plazma, také známé jako ionizovaný plyn, se skládá z iontů vzniklých po ionizaci atomů nebo atomových skupin s některými odstraněnými elektrony. Je to makroskopicky elektricky neutrální ionizovaný plyn na škále větší než délka Debyeho. Jeho pohyb je převážně řízen elektromagnetickými silami a projevuje významné kolektivní chování.
1.2 Plasma Effect - Vznik plasmy
Vaporizace a ionizace materiálu: V důsledku vysoké energie laseru bude vaporovaný materiál (obvykle kovová pára) dále absorbovat laserovou energii. Když je energie dostatečně vysoká, atomy a molekuly v páře budou ionizovány a tvořit plasma. Během tohoto procesu jsou elektrony vyženuty z atomů nebo molekul, což vytváří velké množství volných elektronů a pozitivně nabitých iontů.
Vznik plasmového mraku: Tvořené plasma se uspořádá do mrakovité struktury, která se nachází mezi paprskem laseru a povrchem práce. Díky svým vysokotemperatuřním a hustotním vlastnostem může plasmový mrak absorbovat a rozptylovat více laserové energie, čímž ovlivňuje přenos laserového paprsku.
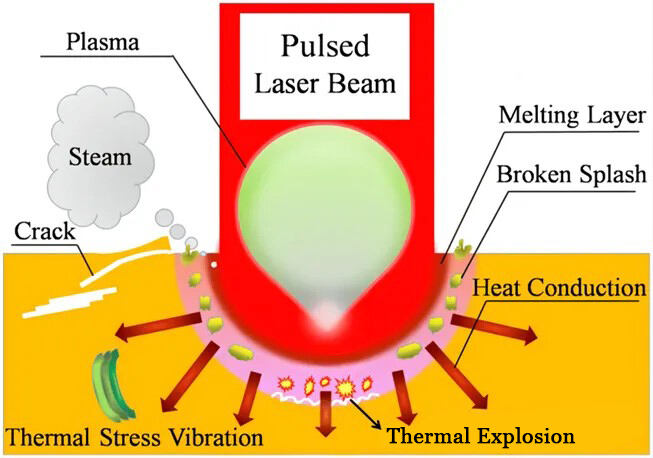
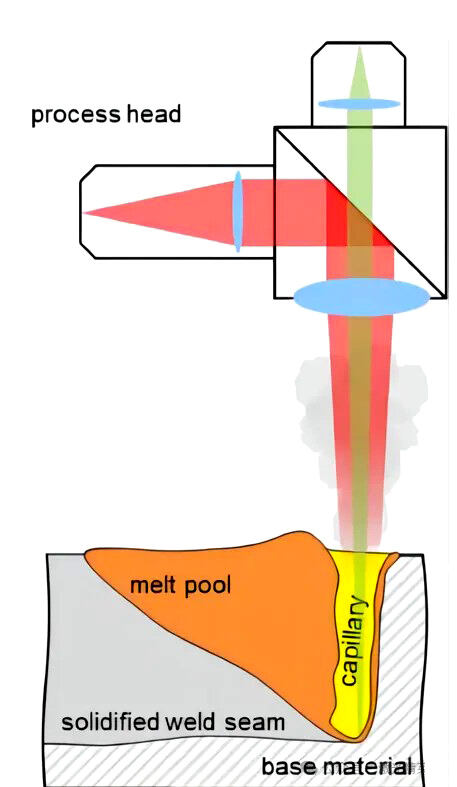
Během procesu laserového hlubinného svařování, pokud je hustota energie dopadajícího laseru dostatečně velká, může to metál vaporizovat a vznikne klíčová díra v taveništi. Zároveň se volné elektrony ve spršce kovového páru, který uniká z povrchu kovu a klíčové díry, a také část elektronů v ochranném plynu akcelerují při absorpci laserové energie. To zvyšuje jejich kinetickou energii, což je vedie k srážkám s párovými částicemi a ochranným plynem, čímž vyvolávají řetězovou reakci. Tento proces způsobuje významnou ionizaci, která vytváří hustou plazmovou vrstvu nad klíčovou dírou. Tato hustá plazmová vrstva může mít významný vliv na proces laserového svařování.
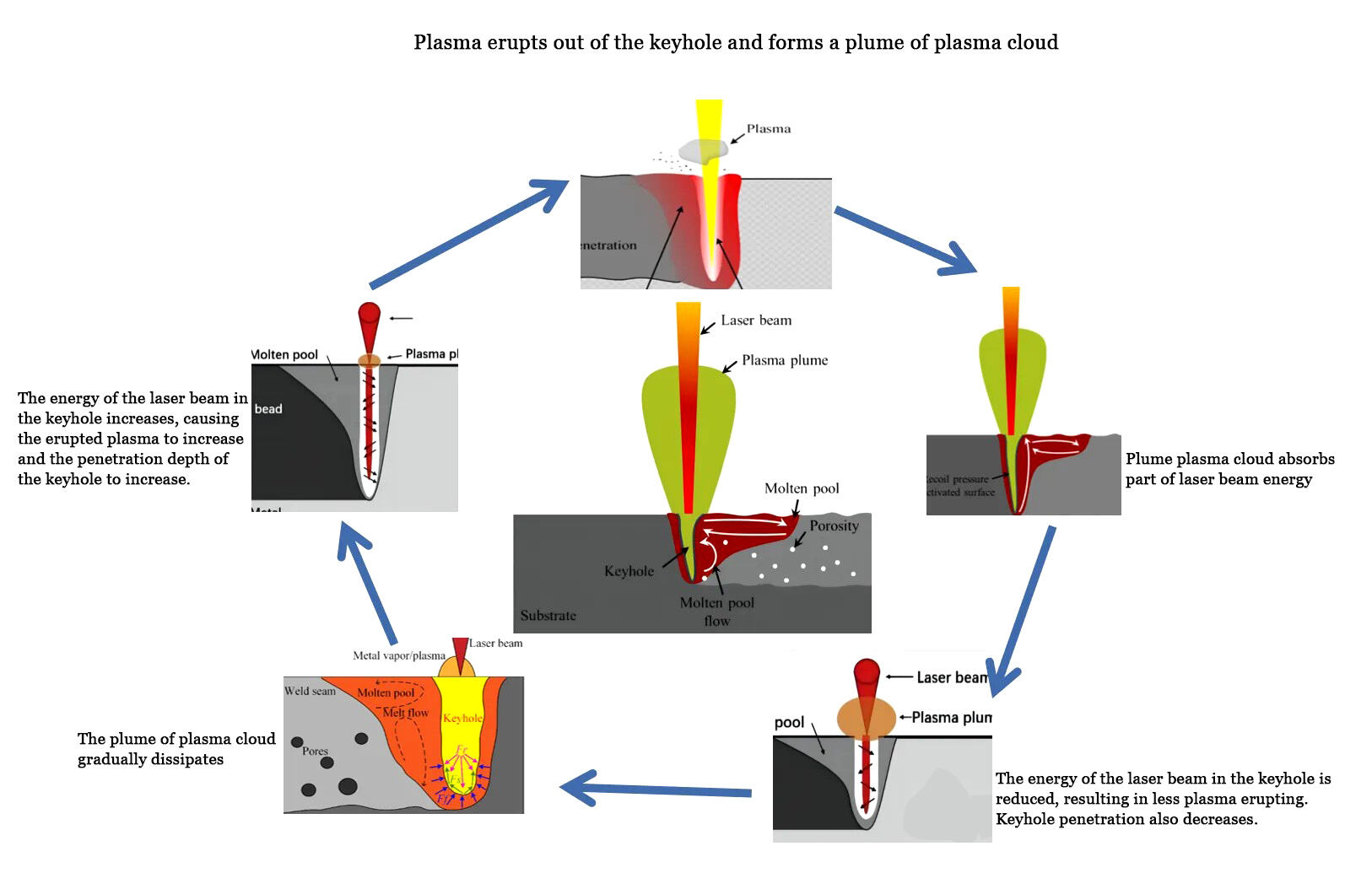
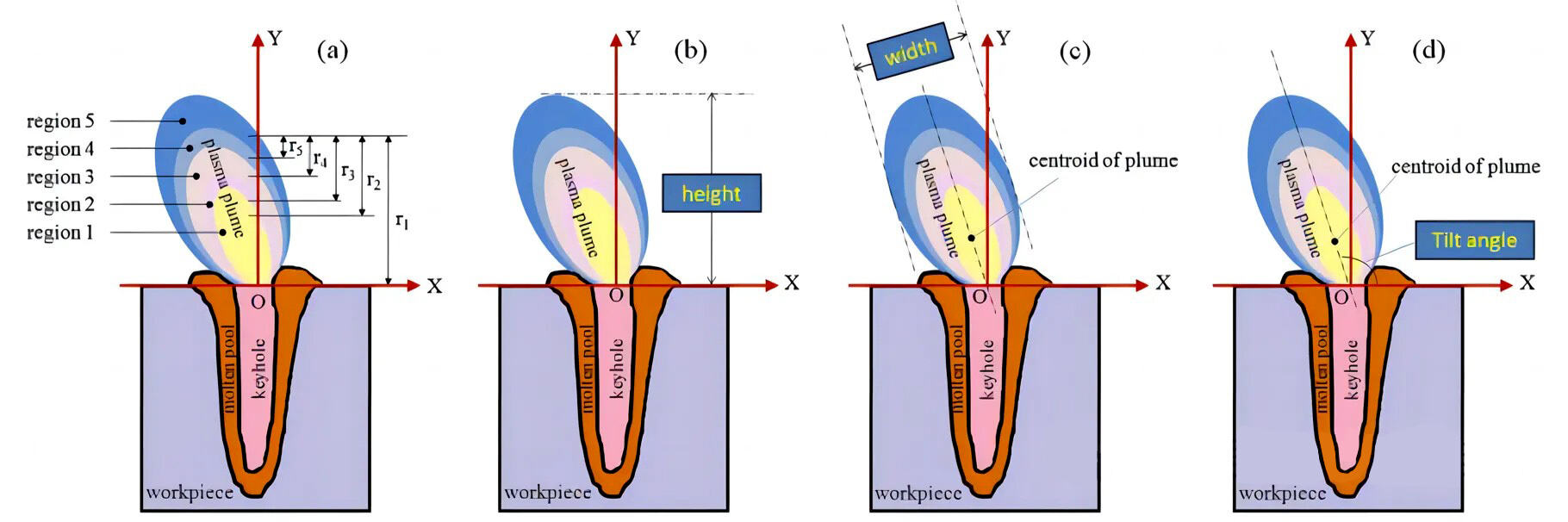
1.3 Plazmový efekt - Periodičnost plasmy
1.4 Role plasmy v přenosu energie
Během procesu laserového svařování vysokého výkonu, při neustálém vypouštění laserového paprsku s vysokou hustotou energie, je energie přenášena na povrch součástky, kde neustále taje a evaporuje kovové materiály. Parová oblačnost rychle stříká nahoru z klínovité díry a okamžitě se ionizuje, jakmile splní podmínky pro ionizaci, čímž vzniká plazma. Vytvořená plazma hlavně skládá z metalické parové plazmy.
Po vytvoření plazmy odráží a absorbuje dopadající světelný paprsek, což způsobuje odraz, rozptyl a absorpci a může tak štítit laserový paprsek. To následně ovlivňuje spojování laserové energie se součástkou, což má vliv na faktory jako je hloubka tavení, vznik por, a složení svařovacího jihu. Nakonec to přímo ovlivňuje kvalitu laserového svařování a spolehlivost procesu.
1.5 Refrakce laseru plazmou
Čím více se akumuluje plazma, tím více ovlivňuje laserové svařování. Čím více se laser rozptyluje, tím nižší je hustota energie, což vede ke ostřeji klesající hloubce tavení. Proto se běžně mohou vyskytovat problémy jako nedokonalé svařování kvůli absence ochranného plynu.
Negativní čočkový efekt plazmy
Vzduch je opticky husté prostředí, zatímco plazma je opticky řidší prostředí. Jejich lom laseru způsobuje rozptyl laserového paprsku, což horší schopnost laseru soustředit se a způsobuje jeho rozptyl, snižuje tak hustotu energie. Když prochází incidující laserový paprsek plazmou, způsobí to také změnu směru šíření laserového paprsku. Úhel odchylky je spojen s gradientem elektronové hustoty a délkou plazmy. To může způsobit, že hustota energie dosahující povrchu materiálu nebude rovnoměrná a energetické fluktuace se budou měnit spolu s fluktuacemi plazmy.
Jak je znázorněno na obrázku výše: plazma působí jako čočka, nacházející se mezi materiálem a laserem. Různé metody foukání vedou k různým svářecím účinkům: boční foukání nemusí plazmu odstranit, zatímco přímé foukání je efektivnější.
1.6 Absorpce laserového světla plazmou
Absorpce laserové energie plazmou způsobuje, že její teplota a stupň stionizace neustále narůstají. Absorpční proces lze rozdělit na obyčejnou absorpci a anormální absorpci.
Obyčejná absorce, také známá jako inverzní bremsstrahlung absorce, popisuje situaci, kdy jsou elektrony vzrušeny laserovým elektrickým polem a podstupují vysokofrekvenční oscilace. Narážejí na okolní částice (hlavně ionty), přičemž si navzájem přenášejí energii, čímž zvyšují teplotu a stupeň ionizace plazmy.
Anomální absorpce odkazuje na proces, kde je energie laseru převedena na energii plazmové vlny řadou nekolidních mechanismů a následně převedena na tepelnou energii plasmatu prostřednictvím různých disipativních mechanismů, která je pak vedená do vzduchu a odpařena.
Z důvodu absorpčního účinku plasmatu na laser může proniknout pouze část incidující laserové energie skrz plazmu a dosáhnout povrchu součástky. To zvyšuje ztrátu přenosu energie ve vnější optické cestě (od laserového QBH ke povrchu materiálu), snižuje hustotu laserové energie a zmenšuje celkový koeficient absorpce. Pokud je okno na horní hranici, může to snadno vést ke špatnému svařování, zejména u materiálů s vysokou reflexností (jako je hliník a měď).
1.7 Tlumení plazmového efektu
Hlavní faktory ovlivňující refrakční index plasmatu a negativní čočkový efekt jsou:
Hustota laserové výkonovosti:
Čím vyšší hustota výkonu, tím vyšší teplota plazmatu, což znamená vyšší hustotu elektronů v plazmatu. Čím vyšší je hustota elektronů, tím menší je index lomu, čímž se zvyšuje negativní čočkový efekt.
Vlnová délka laseru: Vztah mezi vlnovou délkou a úhlovou frekvencí je ω = 2πc/λ (kde c je rychlost světla a λ je vlnová délka). Čím delší je vlnová délka laseru, tím menší je úhlová frekvence a index lomu, takže negativní čočkový efekt je více patrný. Sváření krátké vlnové délky (modré světlo, zelené světlo) má výhody a je relativně stabilnější.
Typ ochranného plynu: Ve stejné teplotě je stupeň ionizace u argonu vyšší, což způsobuje vyšší hustotu elektronů a menší index lomu, čímž se negativní čočkový efekt projevuje více. Naopak, ochranný efekt heliového plynu je lepší.
Proud ochranného plynu: Zvýšení rychlosti proudu plynu v určitém rozsahu může odstranit plazmovou mračna nad taveným bazénem, čímž se sníží negativní čočkový efekt plazmy.
Materiály k svařování: Obvykle není možnost volby. Pokud je teplota tavení materiálu nízká a je snadno ionizovatelná, zvyšuje se elektronová hustota v plazmě, což má za následek významné zvýšení negativního čočkového efektu. Pokud tato možnost má laser větší dopad, by měly být zváženy jiné formy zpracování vysokými energetickými paprsky, jako jsou elektronové paprsky.
Existuje mnoho faktorů, které ovlivňují plazmu během procesu svařování, které lze shrnout následovně:
Vlnová délka lasera: Zapalovací hodnota a údržbový práh plazmy je úměrný druhé mocnině vlnové délky. Lasery krátké vlnové délky (modré světlo, zelené světlo) mají kratší dobu udržování plazmy a proces bude stabilnější;
Hustota laserové výkonnosti: Teplota a hustota elektronů v plazmě rostou s nárostem hustoty laserové výkonnosti, příliš vysoká hustota výkonu je hlavní příčinou nestabilitы plazmy (kompozitní teplotný zdroj (kruhová skvrna, vlákno-polovediconová kompozice, laserová kovová kompozice) může dosáhnout kontroly distribuce energie teplotného zdroje. Ve srovnání s jednoduchým vláknovým laserovým svařováním má plazmatický efekt menší vliv na proces svařování, který je stabilnější);
Velikost skvrny: Čím menší je průměr skvrny, tím vyšší jsou hodnoty zapalování a udržování plazmy (lze vyhnout chvějnému svařování);
Vlastnosti materiálu: Hustota a ionizační energie materiálu mají velký vliv na plazmu. Nižší ionizační energie a vyšší odrazivost kovů zvyšují citlivost na plazmatický efekt ovlivňující stabilitu hlubinného svařování;
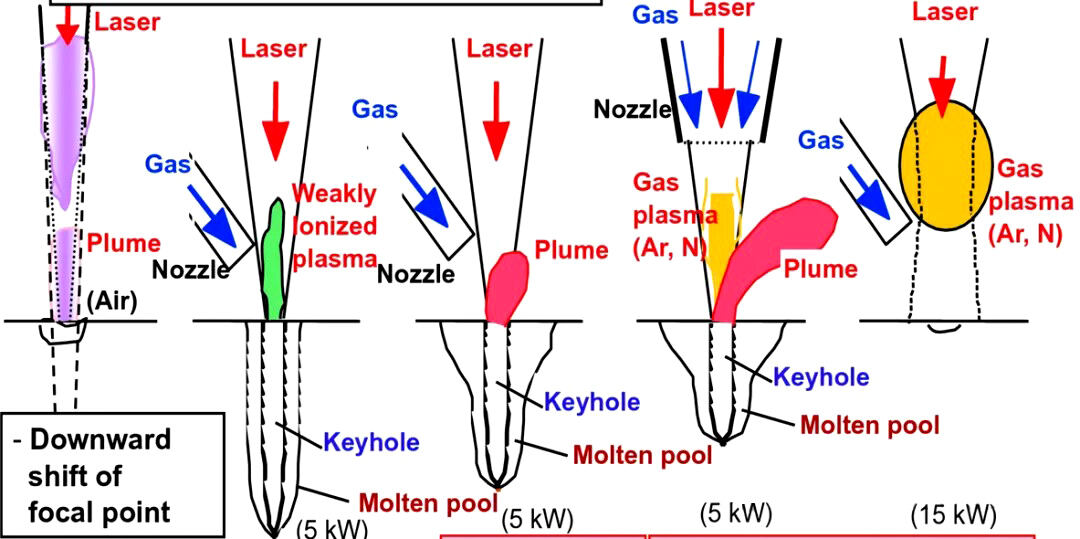
Okolní plyn a tlak: Obecně se předpokládá, že plyny s dobrou tepelnou vodivostí a vysokou ionizační energií mají vysokou hodnotu zapalování plazmy a udržovací práh. Čím nižší je okolní atmosférický tlak, tím nižší je elektronová teplota, elektronová hustota a výška středu plazmy. V vakuumu a pod normálním tlakem je laserová hlubinná svařování stabilnější než za normálních tlakových podmínek.
Plynový proud: S rostoucí rychlostí průtoku okolního plynu se zmenšuje objem plazmy, čímž se snižuje absorpce laseru, což také účinně snižuje vliv plazmy na proces hlubinného svařování. Nicméně, příliš velký vzduchový proud způsobí povrchové vlny ve svarovém bazénu a rozprskávání tekutého kovu, stejně jako trhliny a defekty hrubosti povrchu způsobené příliš vysokým odtoky tepla.
Rychlost svařování: Jádro teploty plazmatu roste s úbytkem rychlosti svařování. Čím nižší je rychlost svařování, tím snadnější je vytvoření plazmatu a tím méně stabilní je. Do určité míry zvýšení rychlosti může také zlepšit stabilitu procesu svařování.
Ovládejte plazma změnou některých z uvedených faktorů, aby se minimalizovalo nebo odstranilo jeho rušivý vliv na laser.
Metody ovládání zahrnují následující:
Kmitavé svařování: Laserová zpracovací hlava se pohybuje sem a tam podél směru svařování. Jakmile se objeví klínové otvor a předtím, než se vytvoří plazma, je bod světla okamžitě přesunut na zadní hranici svařovacího bazénu nebo na jiné místo, aby se vyhnul vlivu plazmatu na světelnou cestu.
Pulzní laserová svařování: Nastavení pulsu a frekvence lasery tak, aby byl čas výstřelu laseru kratší než doba vytvoření plazmy. Toto zajišťuje, že laser vždy narazí během fáze rozptýlení cyklu vzniku a zmizení plazmy, čímž se vyhnete rušení přenosu světla plazmou.
Nízkotlaké svařování: Použití svařování za sníženého tlaku, kdy je hustota kovové páry na povrchu materiálu a uvnitř klínové díry malá a plazma zmizí.
Foukání ochranného plynu:
Jedním ze způsobů je použití pomocného plynu k odstranění plazmy;
Další metoda spočívá v potlačování ionizace environmentálních plynů a kompresi páry kovových iontů pomocí plynu s dobrou tepelnou vodivostí a vysokou ionizační energií. Může být použit dvojvrstvý tryska soustředná s hlavním proudem. vnější tryska tvoří určitý úhel s vodorovnou osou. Radiální složka vzduchového proudu z vnější vrstvy je použita k foukání plazmy kolem. Může být také použita přímá trubková tryska namířená na plazmu a foukající vzduch stranou ve směru svařování. Tato metoda má přísné požadavky na přesnost pozice trysky bočního foukání a kontrolu vzduchového proudu. Mezi mnoho řídících metod je ovládání plazmy prostřednictvím vzduchového proudu relativně flexibilní a jednoduché. Proto je boční foukání ochranným plynem široce používanou metodou v laserovém svařování hlubinného pronikání.
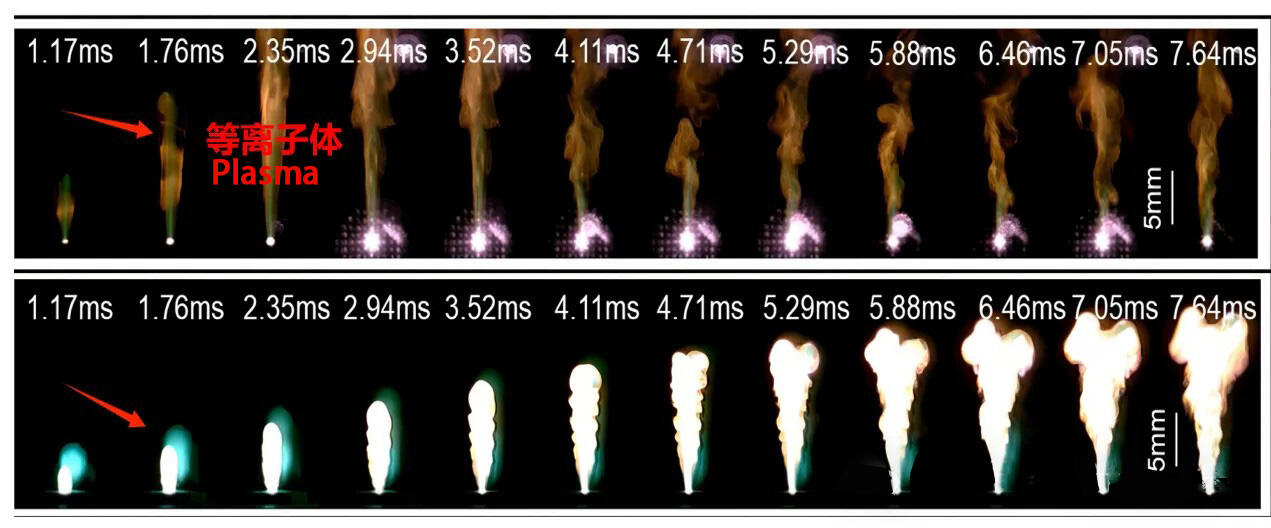
Laserový výstup osvětluje povrch materiálu a vyvolává plazmu. Pokud je hustota fotoindukované plazmy příliš vysoká, značně se zvýší ztráta laserové energie, což oslabuje energetickou hustotu dopadající na povrch dílu. Množství vzniklého kovového páru klesá a plazma postupně zmizí. V tomto okamžiku může být laser opět přímo osvětlen na povrch dílu, znovu vytvářejíc velké množství kovového páru, přičemž intenzita plazmy postupně narůstá a opět blokuje dopadající laser. Intenzita plazmy zůstává v procesu periodických změn. Pomocí spektrální analýzy a vysokorychlostní videonahrávky je pozorována frekvence oscilací intenzity plazmy, která činí přibližně několik set Hertzů. To může také vést ke periodickým pilačitým fluktuacím při laserovém svařování, zejména při svařování tenkých desek (laserová modulace CW modulovaná je jedním z řešení těchto problémů).