EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Hlavní strana
- Produkty
- O nás
- Videa
- Aplikace
- Novinky
- Pomocné centrum
- Kontaktujte nás

1.1 Změny fyzického stavu způsobené interakcí mezi laserem a materiály. Zpracování kovových materiálů laserym je především tepelná zpracování založená na fototermálních efektech. Když laser osvětluje povrch materiálu, ...
Kontaktujte nás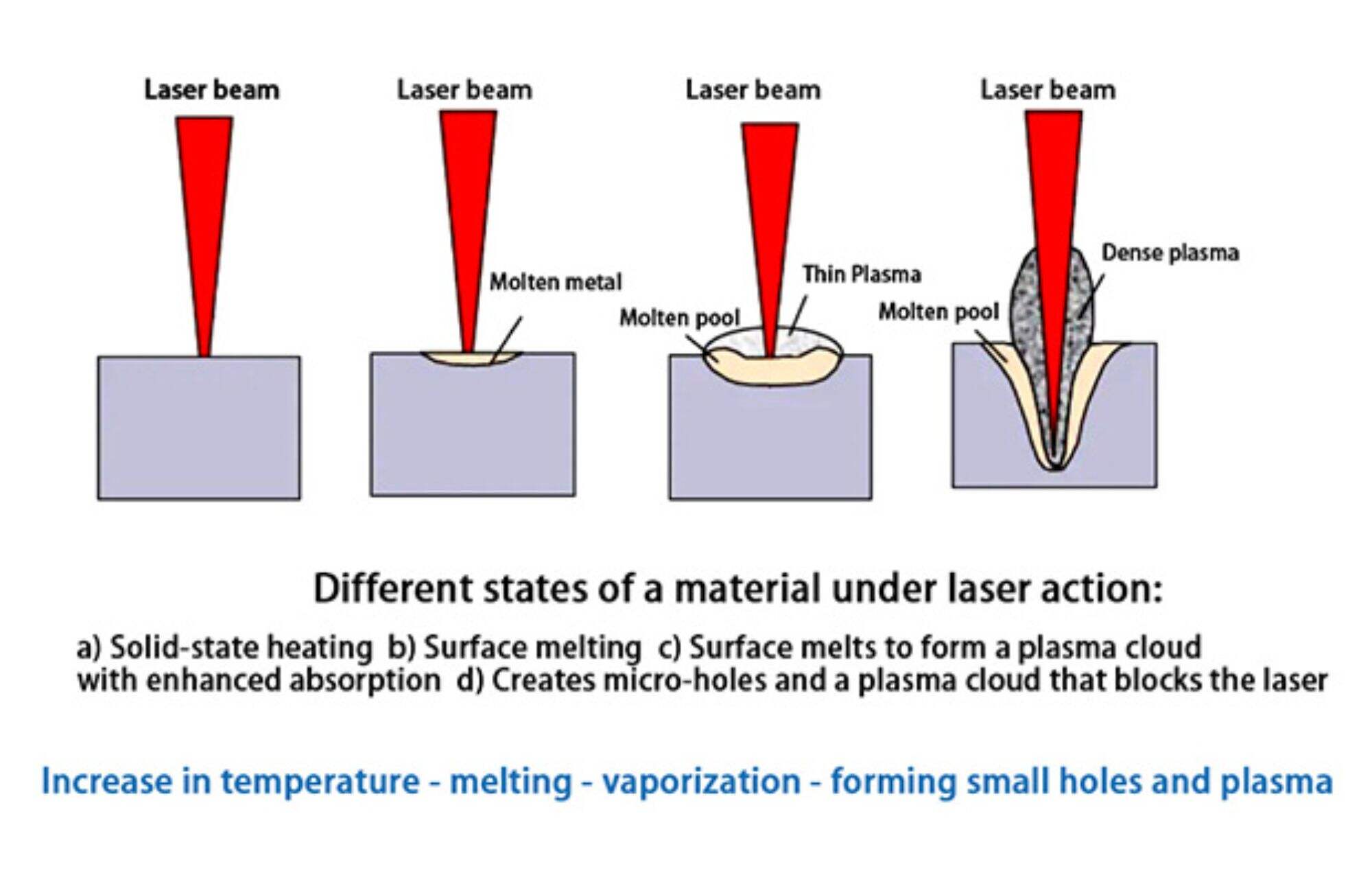
1.1 Změny fyzického stavu způsobené interakcí mezi laserem a materiály
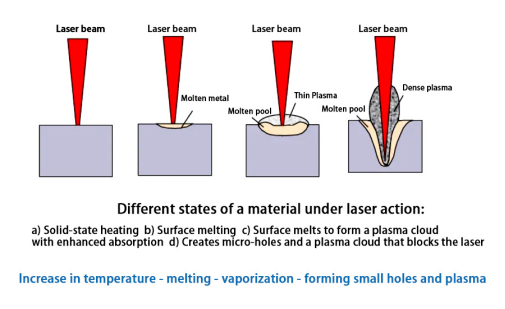
Zpracování kovových materiálů laserym je především tepelná zpracování založená na fototermálních efektech. Když laser osvětluje povrch materiálu, mohou se v povrchové oblasti pod různými hustotami výkonu odehrát různé změny. Tyto změny zahrnují:
Tavení: Když materiál absorbuje laserovou energii, jeho teplota stoupá a může dosáhnout bodu tavení, čímž dochází k přechodu materiálu z pevného do kapalného stavu. Tento proces je široce používán v technologiích jako laserové svařování , laserové Nalití , a rychlé laserové prototypování.
Vaporizace a sublimace: Pokud je intenzita laseru dostatečně vysoká na to, aby rychle zvýšila teplotu materiálu nad jeho bod varu, materiál přejde přímo z pevného nebo kapalného stavu do plynného stavu. Tento proces se používá v technologiích jako laserové řezání, laserové vrtání a laserová vaporizace.
Ztuhání: Proces, při kterém materiál po laserovém ohřevu přechází z kapalného stavu zpět do pevného stavu, se nazývá ztuhání. Tento proces je běžný v laserovém výrobním procesu, zejména v laserovém spojování a technologiích 3D tisku.
Náhrada: Při laserovém ohřevu lze znovu rozložit vnitřní napětí materiálu, čímž se dosáhne účelu snížení vnitřního napětí a zlepšení vlastností materiálu. Tento proces není spojen s fázovou změnou, ale způsobí přeuspořádání krystalové struktury a změny vlastností materiálu.
Ztvrdnutí fázovou transformací: Některé materiály (například ocel) zažívají fázové přechody během chlazení, přecházejí-li z krychlové struktury s tvářeovým uspořádáním (austenitu) na krychlovou strukturu s tělesovým uspořádáním (martensitu). Tato transformace významně zvyšuje tvrdost a pevnost materiálu. Laserové mrazení využívá tohoto principu řízením procesu laserového ohřevu a chlazení k dosažení ztvrdnutí povrchu materiálu nebo jeho lokalizovaných oblastí.
Fotokemická reakce: Laserové ozařování může také spouštět fotokemické reakce v materiálech. Tyto reakce zahrnují nejen fyzikální procesy (jako fotolýzu, foto polymerizaci), ale i chemické procesy, které mohou fundamentálně změnit vlastnosti materiálu. Tento princip se používá v oblastech jako je fotolitografie a úprava povrchu materiálů.
Fotochromismus: Některé materiály za laserového ozařování podstupují fotochromické reakce, tj. změnu barvy materiálu. Tato změna je způsobena změnou elektronové struktury materiálu po absorpci světelné energie. Tato technologie má potenciální využití v oblastech jako jsou úložiště dat a zobrazovací technologie.
Relevantní mechanismus působení je znázorněn na následujícím obrázku:
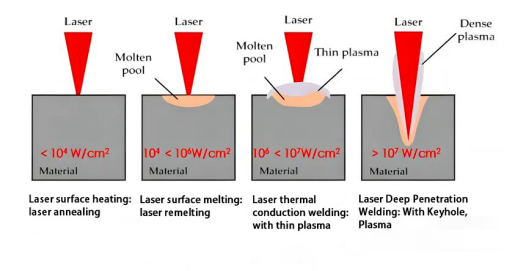
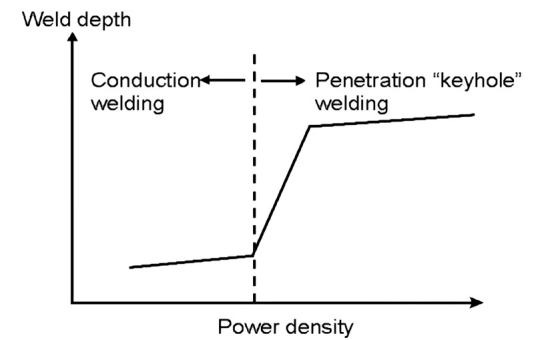
V různých podmínkách, když lasery s různými vlnovými délkami ozařují různé kovové materiály, dojde k určitým rozdílům v konkrétních hodnotách hustoty výkonu v jednotlivých fázích. Pokud jde o absorpci laseru materiálem, pak vaporizace materiálu je rozhraním. Když materiál nevaporizuje, ať už je v pevné nebo kapalné fázi, jeho absorpce laseru se mění pomalu s nárůstem povrchové teploty; jakmile však materiál začne vaporizovat a vznikne plazma a klínové otvor, absorpce materiálem laseru se náhle změní.
Níže uvedený obrázek ukazuje, jak se mění koeficient absorpce laseru na povrchu materiálu během laser svařování se mění s hustotou laserového výkonu a teplotou povrchu materiálu. Když materiál není roztaven, pomalu roste jeho absorpce laserového záření s nárůstem povrchové teploty materiálu. Pokud je hustota výkonu větší než (10^6W/cm2), vaporizuje se materiál násilně, vzniká klínová díra a laser pronikne dovnitř, kde se odrazí několikrát. Absorpce způsobí, že absorpce laserového záření materiálem prudce naroste a hloubka proniknutí se významně zvýší.
1.2 Absorpce laseru kovovými materiály – vlnová délka
Mechanismus absorpce laseru:
Absorpce laseru kovy probíhá především prostřednictvím pohybu volných elektronů. Když laser osvítí povrch kovu, jeho elektromagnetické pole bude vést volné электроny v kovu k vibraci. Tato vibrační energie je pak přenesena ve formě tepla do krystalové mřížky kovu, čímž se materiál zahřeje. Tato absorpční vlastnost kovů je důvodem, proč jsou výbornými materiály pro laserovou obrábění.
Vliv vlnové délky
Krátce vlnová (UV až viditelné spektrum) kovy obvykle lépe absorbují krátkovlnné lasery v krátkovlnném rozsahu. To je proto, že volné elektrony v kovu mohou účinně interagovat s elektromagnetickým polem krátkovlnného světla, což způsobuje přenos energie z vlny světla do kovu, vytvářejíc tak tepelný účinek. Krátkovlnné lasery mohou dosáhnout vyšší přesnosti umístění a menších ohniskových průměrů, čímž jsou vhodné pro jemné zpracování.
Středně vlnová (blízká infradobová oblast) laserové systémy v blízké infračervené oblasti, jako jsou vláknové lasery (vlnová délka přibližně 1064 nanometrů), mají vysoké koeficienty absorpce v kovech a jsou nejčastěji používanou délkou vlny v kovové obráběnce. Laser této vlnové délky může proniknout hluboko do kovu a má relativně vysoký stupeň absorpce, což jej činí vhodným pro hlubokou zpracování a účinnou výrobu.
Dlouhá vlnová délka (daleká infračervená oblast) pro laser s dlouhou vlnovou délkou, jako jsou CO2 lasery (vlnová délka je asi 10,6 mikron), při zvyšování vlnové délky obvykle klesá účinnost absorpce laserové energie kovy, což znamená, že odraz dlouhovlnných laserů (jako dalekoinfráčerveného světla) na povrchu kovu je vyšší a koeficient absorpce nižší. Absorpce v kovech je relativně nízká. Nicméně, protože její vlnová délka je mnohem delší než volná dráha elektronů v kovech, její účinnost absorpce v některých specifických kovových materiálech je stále akceptovatelná. Dlouhovlnné lasery se používají hlavně pro zpracování nekovových materiálů, ale mají i uplatnění v některých speciálních aplikacích kovového zpracování.
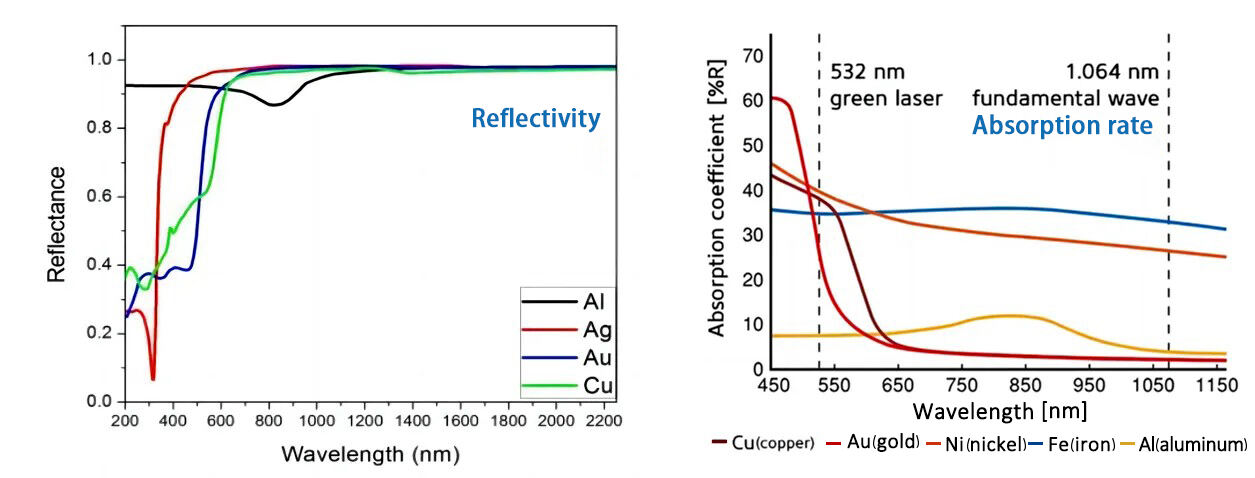
Níže uvedená obrázek ukazuje vztah mezi odrazností, absorpční schopností a délkou vln běžně používaných kovů při místnosti teplotě. V infradušném oboru klesá absorpce a zvýšuje se odrazivost s rostoucí délkou vlny. Většina kovů silně odráží infradušné světlo s délkou vlny 10,6 μm (CO2), ale má slabé odrazy na vlnové délce 1,06 μm (1060 nm) infradušného světla. Kovové materiály mají vyšší koeficienty absorpce pro krátkovlnné lasery, jako jsou modré a zelené světlo .
1.3 Absorpce laseru kovovými materiály - teplota
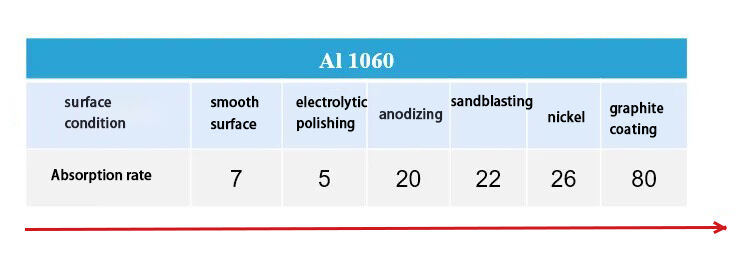
1.3.1 Koeficienty absorpce různých forem hliníkových slitin :
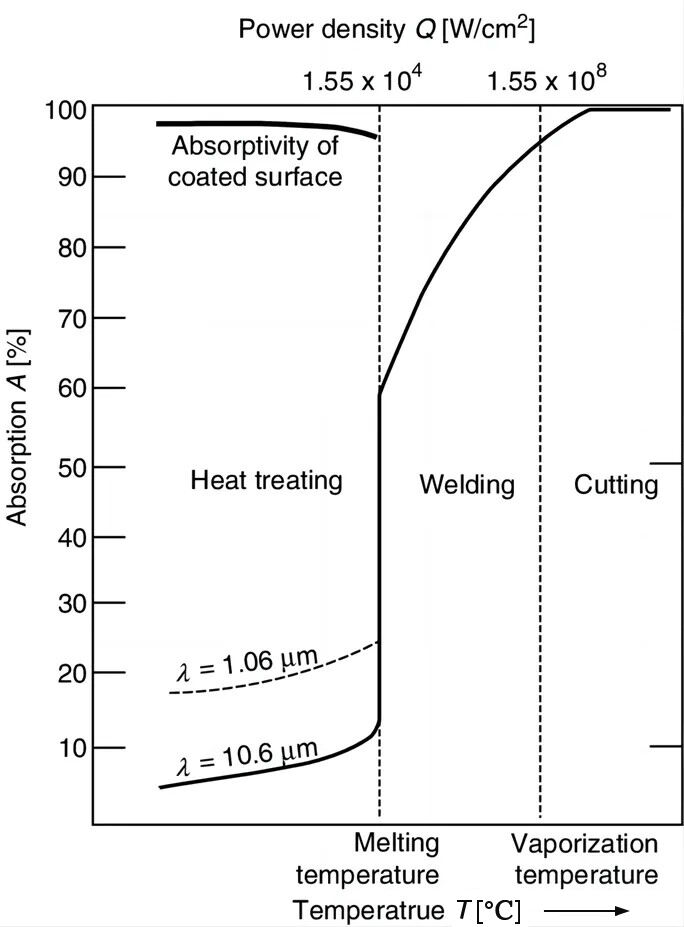
Když je materiál pevný, je koeficient absorpce laseru asi 5-7%;
Absorpce v kapalné fázi dosahuje 25-35%;
V stavu otvoru může dosáhnout více než 90%.
1.3.2 Absorpce laseru materiálem roste s teplotou:
Absorpční koeficienty kovových materiálů při místnosti teplotě jsou velmi malé;
Když teplota stoupne blízko k bodu tavení, jejich koeficient absorpce může dosáhnout 40%~60%;
Pokud je teplota blízko bodu varu, je koeficient absorpce až 90 %.
1.4 Absorpce laserového záření kovy—podmínky povrchu
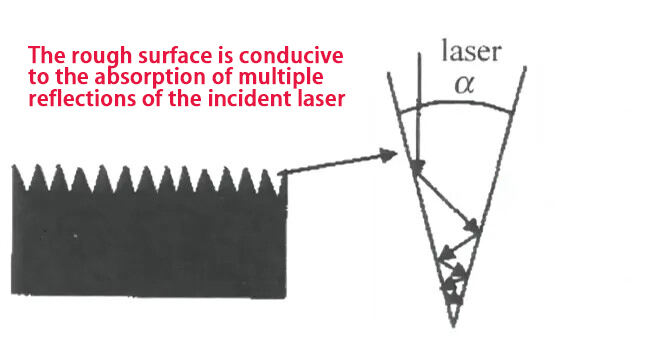
Běžná absorpce se měří na hladké kovové ploše. V praktickém využití laserového ohřevání je obvykle nutné zvýšit laserovou absorpci určitých vysoce odrazivých materiálů (hliník, měď) pro zabránění vysokému odrazu, který může vést ke špatnému svařování.
Je možné použít následující metody: Použití vhodných předzpracovacích procesů k zlepšení odrazivosti laseru. Prototypové oxidace, drtitelné částice, laser čistění niklování, tinování, nanesení grafitu atd. všechny mohou zvýšit absorpci materiálu laserovým zářením.