 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Domovská stránka
- Produkty
- Informace o nás
- Videa
- Aplikace
- Aktuality
- Centrum Pomoci
- Kontaktujte nás

1. Princip laserového sledování spojů. Senzor pro laserové sledování spojů funguje na principu laserové triangulace. To znamená, že laserový paprsek je rozšířen do tvaru laserové čáry projekované na povrch měřeného objektu. Odrážející se světlo...
Kontaktujte nás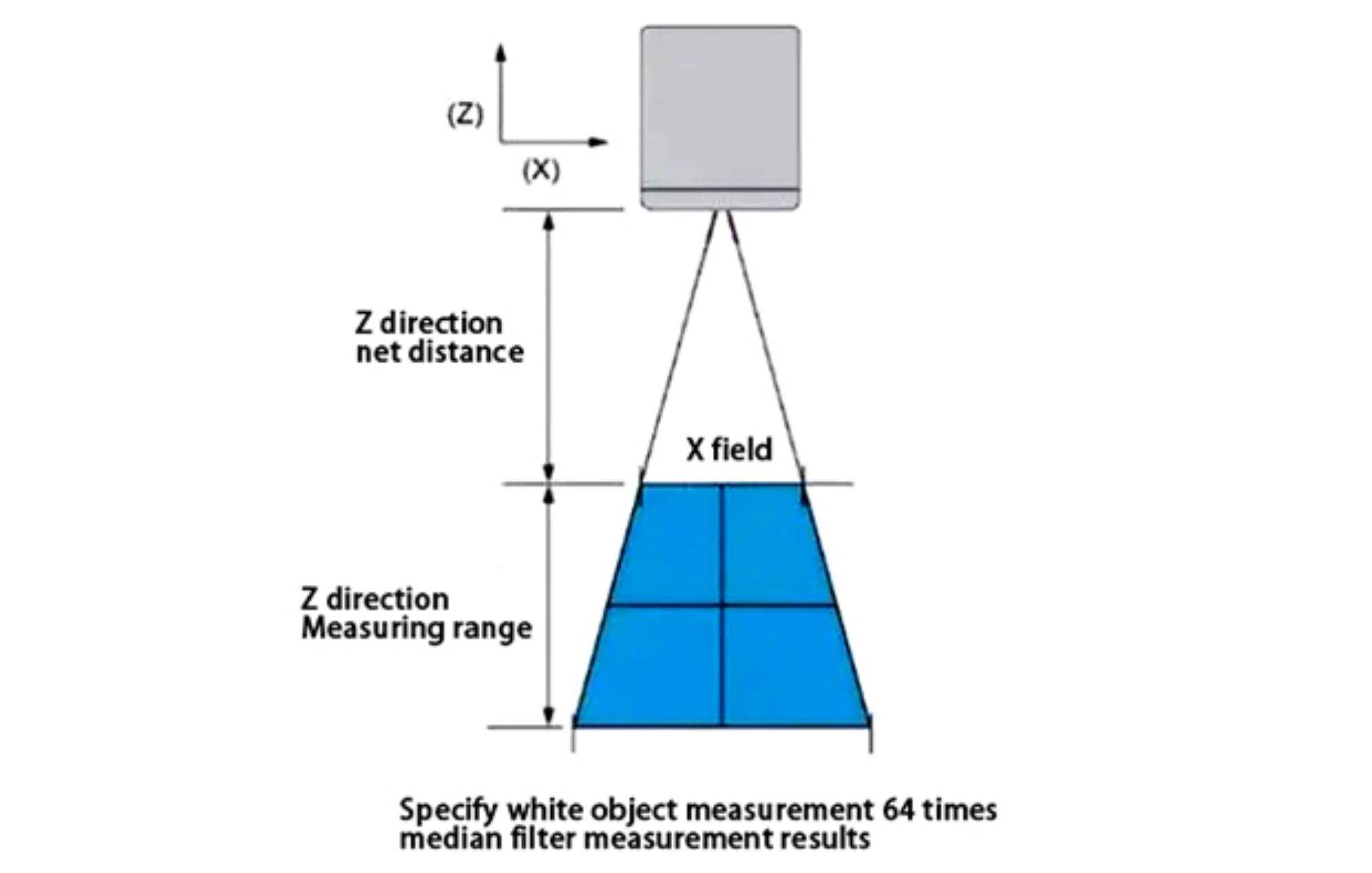
1.Sledování laserového spoje princip
The laser-seam tracking senzor funguje na principu laserové triangulace. To znamená, že laserový paprsek je zesílen tak, aby vytvořil laserovou čáru promítanou na povrch měřeného objektu. Odrazivé světlo prochází kvalitním optickým systémem a je promítáno na imaginační matici. Pomocí výpočtu se získává vzdálenost od senzoru k měřenému povrchu (osa Z) a informace o pozici podél laserové čáry (osa X). Pohybem měřeného objektu nebo sondy profilometru lze získat sadu třírozměrných měření. Získané informace lze použít pro vyhledávání a pozicionování spojovacích jahod, sledování jahod, řízení adaptivních parametrů svařování a kontrolu tvorbě jahod. Tato informace je přenášena v reálném čase do robota pro dokončení různých komplexních svařovacích úkolů, zabránění odchylkám ve kvalitě svařování a dosažení nezastupovaného svařování.
Model senzoru a parametry
| model |
X na místě (mm ) |
Z čistá vzdálenost (mm ) |
Z Rozsah měření (mm) |
X rozlišení (mm) |
Z rozlišení (mm) |
Z lineární Přesnost (%) |
Z opakovatelnost Přesnost (%) |
| HD6-0007(Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020(Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032(Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050(Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090(Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| HD6-0150 (červené světlo a modré světlo volitelné) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| HD6-0200 (červené světlo a modré světlo volitelné) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| HD6-0300 (červené světlo a modré světlo volitelné) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| HD6-0500(červené světlo) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| HD6-0600(červené světlo) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| HD6-0800(červené světlo) | 800 | 600 | 500 | 1. 269 | 0.408 | ±0.4 | 0.010 |
| HD6-1100(červené světlo) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| HD6-0050W(červené světlo) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020W(Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| HD6-0022W(červené světlo) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
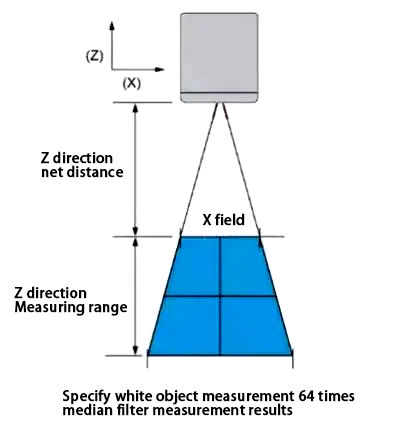
Bílý objekt odkazuje na laboratorní standardní blok a výsledek měření se týká průměrné hodnoty osy Z změřené 64krát opakovaně.
2.Koncepce sledování laserového spoje tECHNOLOGIE
The sledování spoje senzor převážně skládá z CCD kamery, polovodičového laseru, ochranné čočky pro laser, odrazové desky proti spršce a zařízení na vzduchové chlazení. Používá principy šíření a obrazování světla k získání informací o poloze jednotlivých bodů v rámci oblasti laserového skenování a pomocí složitých programových algoritmů dokončuje reálnou online detekci běžných spojů.
Pro rozsah detekce, schopnosti detekce a běžné problémy během procesu svařování existují odpovídající nastavení funkcí. Senzor je obvykle montován před svářecím pistolí v předem stanovené vzdálenosti (vodič), takže může sledovat vzdálenost od těla ševového senzoru k dílu, tj. výška instalace závisí na modelu nainstalovaného senzoru. Pouze tehdy, když je svářecí pistol placená správně nad ševem, může kamera vidět šev.
Přístroj vypočítává odchylku mezi detekovaným svařovacím švem a svařovací pistolí, vypisuje data o odchylce a část odpovědná za pohyb opraví tuto odchylku v reálném čase, což vede svařovací zbraň pro automatické svařování. Tento proces umožňuje reálnou komunikaci s řídícím systémem robota pro sledování svařovacího švu při svařování, což je ekvivalentní tomu, že dáme robotu oči. Ruční nebo poloa automatizované svařování spoléhá na pozorování operátorem nahlas a manuální úpravy pro sledování svařovacího švu. Pro plně automatizované aplikace svařování, jako jsou roboti nebo automatické svařovací stroje, primárně spoléhají na programování stroje a jeho schopnosti si pamatovat, stejně jako na přesnost a konzistenci dílu a jeho montáže, aby se zajistilo, že svařovací zbraň může mířit na svařovací šev v rámci přesnosti povolené procesem. Obvykle je opakovatelná přesnost umístění stroje, programování a paměťové schopnosti dostatečné k splnění požadavků svařování.
V mnoha případech však není snadné dosáhnout požadované přesnosti a konzistence součásti a její sestavy pro velké součásti nebo masovou automatickou svářečskou výrobu. Existuje také vliv stresu a deformací způsobených přehřátím. Proto je v těchto situacích potřeba automatické sledovací zařízení, které bude vykonávat funkce podobné koordinovanému sledování a úpravám očí a rukou při ruční sváření.
3.Složky a funkce senzorů pro sledování svářecích jahod
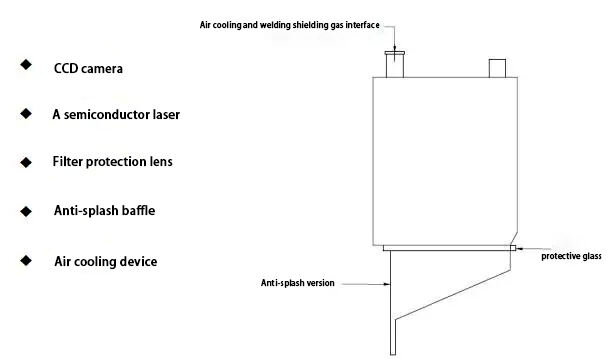
CCD kamera
Hlavní funkcí CCD kamery ve svářecím senzoru pro sledování jahody je čtení obrazu. Při natáčení scény CCD kamerou je světlo odrazem od objektu přeneseno na CCD prostřednictvím optického systému kamery. Po exponování CCD jsou fotodiody vzrušeny světlem a uvolňují náboj, z tohoto procesu vzniká elektrický signál fotočidel.
Kontrolní čip CCD používá řídící signální linky v citlivých prvcích k ovládání proudu generovaného fotodiody, který je vystupňován proudovým přenosovým obvodem. Kamera CCD shromažďuje elektrické signály vygenerované během jednoho procesu obrazového zachycení a společně je vystupňuje na zvětšovač. Po zvětšení a filtrování je signál odeslán do převodníku A/D, který převede elektrický signál (v tomto okamžiku analogový signál) na digitální signál, jehož hodnota je přímo úměrná intenzitě elektrického signálu, tj. úrovni napětí. Tyto hodnoty jsou v podstatě daty obrazu.
Avšak samotná obrazová data získaná v předchozím kroku nemohou přímo generovat obrázek. Musí být vyvedena do digitálního signálového procesoru (DSP). V DSP tyto obrazové data procházejí dalším zpracováním, jako je barevná korekce, úprava bílého bodu (v závislosti na nastavení uživatele v CCD kamery), a jsou zakódována do formátů dat podporovaných kamerou, jako jsou formáty obrázků, rozlišení atd., než jsou uložena jako soubory obrázků. Nakonec jsou soubory obrázků zapsány na úložiště CCD kamery, buď vestavěné, nebo externí.
Polovodičový laser
Laser je generován pomocí lineárního generátoru světelného zdroje, který vytváří výkon s rovnoměrnou hustotou, vysokou linearity a dobrou stabilitou a vystupuje v lineárním vzoru. Jsou k dispozici červené a modré lasery, a vlnová délka, úhel a šířka linie se také dají vybírat podle konkrétních požadavků zákazníka.
Filtr ochranných čoček
Z důvodu prachu a stříkání vznikajících během procesu svařování, které mohou ovlivnit sběr dat, je nutné na každý senzor nainstalovat filtrující ochranné sklo. Ochranné sklo slouží k ochraně laserové kamery na jedné straně a ke filtrování světla na druhé. Když je jeho povrch špinavý, mělo by být nahrazeno ihned. Během instalace a výměny ochranného skla jakákoli stopa lepidla, dokonce i otisk prstu nebo kapka oleje, zvýší absorpční schopnost skla a zkrátí jeho životnost. Proto, úklid čoček nemůže být přehlížen:
1) Během instalace musíte nosit rukavice a nenechávat žádné otisky prstů;
2) Nedejte nic, aby poškrábalo povrch čočky;
3) Při vyjímání čočky ji držte za okraj prsty a nemáte se dotýkat folie;
4) Použijte čisté papírové utěrky, testovací papíry a optické rozpouštědlo pro čištění čoček.
Ochranná přepážka proti stříkání
Používá se především k blokování rušivých vlivů na laser, jako jsou blesky, spršky, kouř a prach, aby bylo možné dosáhnout přesnějšího a stabilnějšího fungování senzorového systému.
Zařízení na výduch
V důsledku vysokých teplot při svařování používají většina systémů nyní systém na výduch vzduchem. Toto je prováděno jednak pro ochlazení senzoru, jednak pro prodloužení životnosti senzoru. Ochranné úroveň obalu senzoru je IP67 a vhodná teplota pro použití je mezi 5°C a 45°C. Překročení tohoto rozsahu teplot ovlivní životnost senzoru. Pokud je to nutné, lze použít dodatečnou vodou chlazenou montážní desku pro ochlazení hlavy senzoru.
Senzor dokončuje reálnou časovou online detekci běžných svářecích jehel prostřednictvím komplexních algoritmů programu. Existují vhodné nastavení funkcí pro rozsah detekce, schopnosti detekce a běžné problémy, které vznikají během procesu svařování. Zařízení vypočítá odchylku mezi detekovaným svářecím švem a svářecím pistolí, vygeneruje data o odchylce a mechanismus provádění pohybu opraví tuto odchylku v reálném čase, přesně řídí automatické svařování svářecí pistole, čímž dosahuje inteligentního sledování svářecího švu v průběhu procesu svařování.
4.Typ svařování
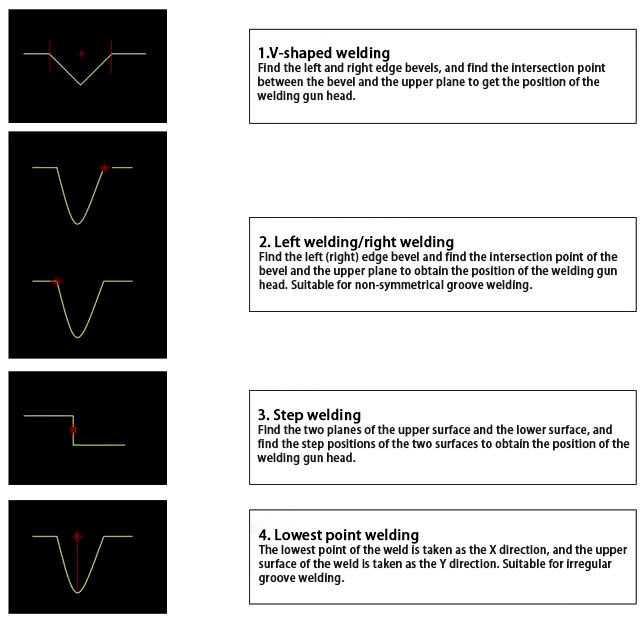
Použitá technologie svařování: argonové obloukové svařování, laserové svařování, hybridní laserové svařování, plazmové obloukové svařování, CO2 laserové plynné štítové svařování, podplošinové svařování atd.
Oblasti aplikace: tlakové nádoby, automobilový průmysl, lodestavba, železniční doprava, konstrukční ocel, kontejnerové svařování.
5.Vývoj a předpovědi
V oblasti specializovaných strojů, sledovače švů může vyhovět různým environmentálním požadavkům, jako je svařování vnitřního potahování vodních horkáren, svařování nádrží na kompresory a sledování čar na ocelových válcích atd. Importované značky se především vyznačují při sledování malorozměrných trubek, ale co se týče dlouhých rovných čar a kruhových čar, technologické rozdíly mezi domácími a importovanými modely jsou menší. Nicméně náklady jsou pouze jedna třetina až polovina ceny importu, což dělá tržní perspektivy atraktivními.
S rozvojem pokročilých výrobních technologií se automatizace a inteligence sledování svárů staly nevyhnutelnou tendencí. V příštích letech nebude laserové sledování švů vyžadovat pouze technologické vylepšení, ale bude také nutné hluboce chápat aplikace zákazníků, aby bylo možné splnit uživatelské požadavky a vylepšit produkty v oblasti rozšíření aplikací.