
الملخص: تهدف هذه الدراسة إلى البحث عن أفضل خطة لعملية الحم الليزري لسبيكة الألومنيوم 6063 بهدف تحسين مقاومة نقطة اللحام الخاصة بسبيكة الألومنيوم 6063 التي تم حمها باستخدام ليزر النبض والتي تكون منخفضة وغير كافية لتحقيق...
اتصل بنا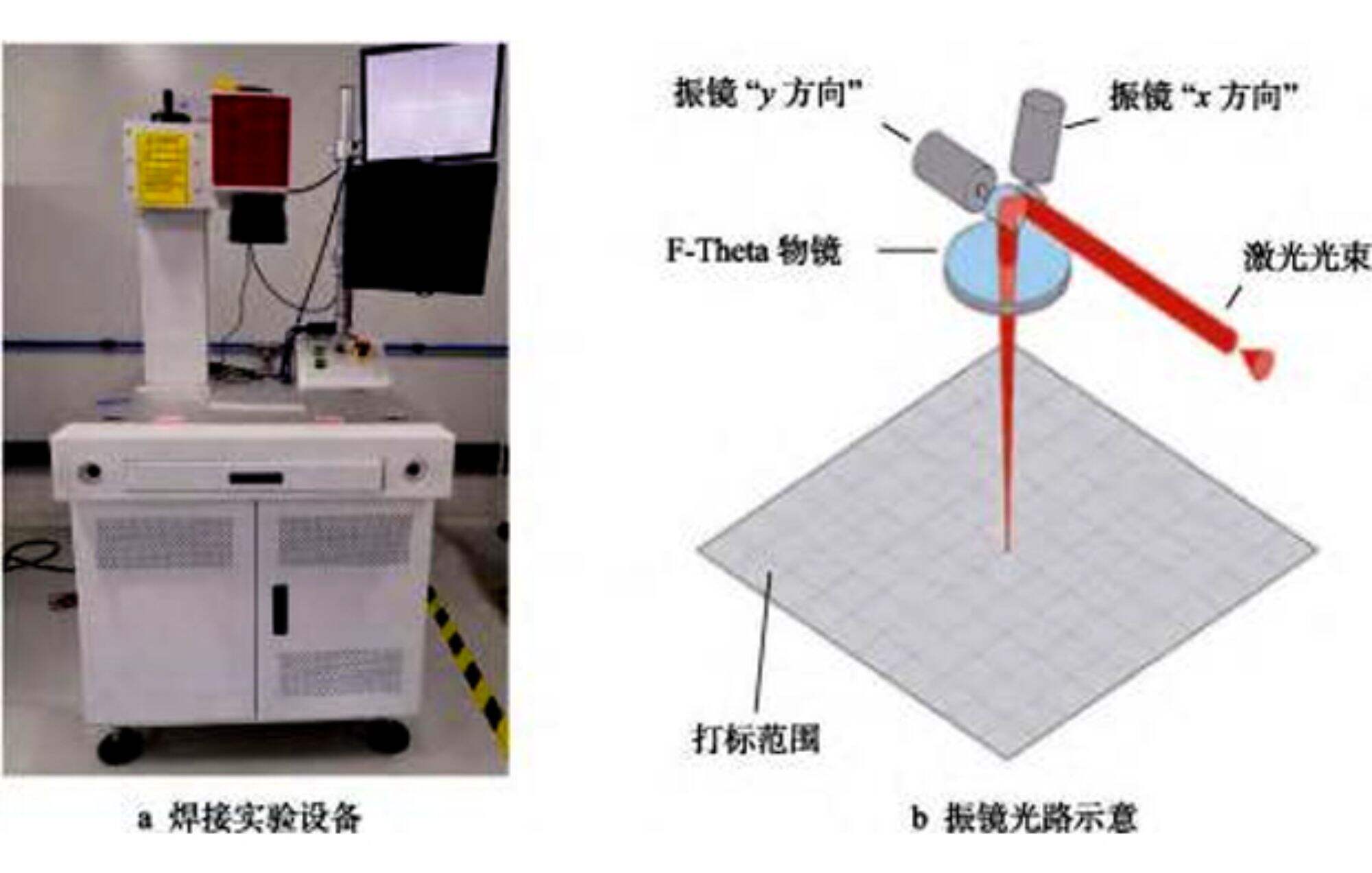
مجرد :الهدف من العمل هو دراسة الأفضل لحام بالليزر مخطط العملية للسبائك الألمنيوم 6063 لتحسين قوة الشد في نقطة اللحام، نظرًا لأن قوة الشد لنقاط اللحام للسبائك الألمنيوم 6063 باستخدام الليزر النبضي تكون منخفضة ولا تلبي الاحتياجات الفعلية. تم استخدام ليزر الألياف الواحد لحام سبيكة الألمنيوم 6063، وتم تشكيل نقاط حلزونية باستخدام خط رفيع جدًا لاستبدال النبضة الواحدة لحام النقطة بالليزر . تم إجراء التجربة المتعامدة على قوة الليزر، وسرعة اللحام، والانحراف البؤري للحصول على أفضل المعلمات. من خلال تحليل الشكل الخارجي والبنية الدقيقة للحام، تم تفسير السبب وراء زيادة مقاومة نقطة اللحام. عندما كانت قوة الليزر 70 واط، وسرعة اللحام 100 ملم/ثانية، والانحراف البؤري صفر، بلغت مقاومة النقاط الحد الأقصى عند 65 نيوتن وكانت معلمات العملية هي الأفضل. كانت مقاومة نقطة لحام الليزر ذات النمط الواحد ثلاثة أضعاف مقاومة نقطة لحام الليزر النبضي. في اللحام باستخدام ليزر الألياف ذات النمط الواحد الحلزوني، يتم توزيع طاقة الليزر بشكل متساوٍ في نطاق نقطة اللحام ولديه كثافة قوة كبيرة، مما يشكل شكل لحام يكون فيه عرض سطح اللحام تقريبًا نفس عرض قاع اللحام، مما يساهم في تحسين مقاومة نقطة اللحام ويوفر مرجعًا فنيًا للإنتاج الفعلي.
الكلمات الرئيسية :سبائك الألمنيوم 6063؛ ليزر الألياف ذات النمط الواحد؛ لحام بالليزر ؛ المقاومة
تتميز مواد السبائك الألمنيومية بفوائدها مثل الوزن الخفيف، والقوة العالية، وسهولة المعالجة والتشكيل، ومقاومة التآكل الجيدة. وقد تم استخدامها على نطاق واسع في الصناعات مثل الفضاء، والأجهزة المعدنية، والسيارات. مع تقدم العلوم والتكنولوجيا، تم وضع متطلبات أعلى بشأن جودة اللحام وكفاءة الإنتاج لسبائك الألمنيوم. يتميز لحام الليزر بكثافة طاقة عالية، ومدخلات حرارية إجمالية منخفضة، وتشوه قليل بعد اللحام، وسهولة الأتمتة بسبب عدم وجود تلامس مع peace العمل. له تطبيقات واسعة في لحام سبائك الألمنيوم.
السبائك الألمنيوم لها انعكاسية عالية للليزر، مما يتطلب طاقة ليزر أعلى لتحقيق اللحام. بالإضافة إلى ذلك، العناصر ذات نقطة الانصهار المنخفض مثل المغنيسيوم (Mg) والزنك (Zn) الموجودة في سبائك الألمنيوم عرضة للاحتراق، مما يؤدي إلى تقليل قوة مفصل اللحام، مما يؤثر على الاستخدام العملي. السبيكة 6063 من الألمنيوم تتميز بقوة عالية ومقاومة جيدة للتآكل وهي مادة من سبائك الألمنيوم ذات التطبيقات الواسعة. المواد الرقيقة تستخدم عادة مصدر ليزر Nd: YAG للحام النقطي، مما يمكن أن يقلل من التشوه الحراري ويزيد من كفاءة الإنتاج. ومع ذلك، فإن القوة الشدّية لنقطة اللحام تكون أقل وقد لا تلبي متطلبات الإنتاج العملية. مع تطور تقنية الليزر بشكل أكبر، أصبحت تقنية الليزر أحادية الوضع أليافياً أكثر نضجاً، وتحسن جودة الحزمة بشكل مستمر، وهو ما يساعد بشكل كبير في تحسين القوة الشدّية لنقطة اللحام.
تستخدم المقالة ليزر ألياف واحد بقوة 1000 واط لحام السلك الحلزوني، مما يشكل نقطة لحام. من خلال تحسين معلمات العملية، يتم تحقيق القوة المقاومة للشد الأقصى لنقطة اللحام. كما أنها تقارن مع قوة الشد لنقاط اللحام الناتجة عن لحام النقاط بالليزر النبضي، مما يقدم مراجع قيمة للتطبيقات الهندسية العملية.
1 تجربة اللحام
1.1 المواد
المواد هي سبيكة الألمنيوم، من الدرجة 6061، وسمكها 0.5 مم. يتكون التركيب الكيميائي للمادة كما هو موضح في الجدول 1. تم قص المادة إلى ألواح بأبعاد 200 مم × 100 مم، ثم تنظيفها باستخدام الكحول والماء، وتركها جانباً. طريقة اللحام هي اللحام التداخل (lap welding)، وتُثبَّت القطع المراد لحامها باستخدام أدوات صنعها الفريق بنفسه.
الجدول 1: التركيب الكيميائي لسبائك الألمنيوم 6061 (النسبة المئوية للكتلة)
|
AL |
Mg |
Si |
فاي |
نحاس |
كري |
Mn |
Zn |
|
هامش |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 المعدات
تستخدم المعدات التجريبية ليزر ألياف أحادي النمط من إنتاج IPG اللحام , بقطر ألياف يبلغ 0.14 ميكرومتر، وقوة متوسطة تبلغ 1000 واط. يتكون المنصة التجريبية بشكل أساسي من ليزر، كمبيوتر، نظام مسار بصري، ونظام تحكم، كما هو موضح في الشكل 1أ. يتم انعكاس الليزر بواسطة المرايا الدوارة ويُركّز على المستوى العامل من خلال العدسة F. تدور المرايا الدوارة بسرعة عالية بقيادة المحرك x/y، مما يشكل مسارات مختلفة على المستوى مثل الدوائر، المستطيلات، الخطوط المستقيمة، الخطوط الحلزونية وغيرها. بعد المرور عبر العدسة F، يصل حجم النقطة إلى حوالي 0.28 مليمتر. يُظهر الرسم التخطيطي لنظام المسار البصري في الشكل 1ب. اللحام بالنقاط باستخدام الليزر النبضي يستخدم ليزر Nd:YAG بقدرة 500 واط مصدر , مع قدرة ذروة تصل إلى 8000 واط. بعد تركيز شعاع الليزر بواسطة النظام البصري، يكون حجم النقطة حوالي 0.4 ~ 1.0 مليمتر. جهاز الاختبار الميكانيكي الذي تنتجه شركة جينان هواشينغ للمعدات التجريبية المحدودة (النوع: WDH-10) يستخدم لاختبار شد الخياطة. يتم اختبار مظهر الخياطة باستخدام مجهر معدني، والعلامة التجارية هي بيتشينغ نورث ستار والنوع XJB200.
الشكل 1 منصة التجربة
2 تجارب عملية اللحام بالليزر والنتائج
2.1 تصميم رسومات اللحام ومقارنة المظهر
نبضي لحام النقطة بالليزر يستخدم ليزر Nd: YAG بقوة 500 واط للحام، مع نطاق لحام يتطلب 0.6 ~ 0.8 ملم. حجم الشعاع المحemer الذي يصدره ال نبض يلبي المتطلبات تمامًا. يطلق الليزر نبضة تؤثر على المادة، مما يكوّن نقطة لحام. الرسم التخطيطي لنقطة اللحام موضح في الشكل 2a. لحام النقطة بالليزر يلبي فقط المتطلب. يصدر الليزر نبضة تؤثر على المادة، مما يشكل نقطة اللحام. الرسم التخطيطي لنقطة اللحام موضح في الشكل 2a. بسبب أن نقطة التركيز للليزر الأحادي النمط تبلغ فقط 0.28 ملم، فإن شعاع الليزر يشكل نقطة لحام عن طريق تشغيل حلزوني، قطر الحلزون 0.8 ملم، يُشكل الشعاع نقطة لحام عن طريق تشغيل حلزوني، قطر الحلزوني هو 0.8 مم، وspirال يحتوي على 4 لفات. يوجد درجة معينة من تداخل الليزر بين كل لفة، مما يشكل نقطة لحام بالليزر قطرها 0.8 مم. مخطط نقطة اللحام موضح في الشكل 2ب. مظهر اللحام بنقطة الليزر النبضية موثق في الشكل 2ج، ومظهر نقطة اللحام الناتجة عن الـ spirال موضح في الشكل 2د. حجم نقطتي اللحامين شبه متطابق، ولا يمكن ملاحظة أي فرق كبير بصريًا. لا يمكن ملاحظة أي فرق كبير بصريًا.

الشكل 2: مخطط ومظهر نقاط اللحام
2.2 تجربة متعامدة لمعلمات العملية
المعلمات الرئيسية للعملية بالنسبة للنبضات لحام النقطة بالليزر تشمل ذروة الليزر الطاقة، عرض النبضة، ومقدار التشتت. يتم إجراء اختبار أولي لعملية اللحام بالليزر على سبيكة الألمنيوم 6061 بسمك 0.5 مم. عندما تكون قوة الليزر الذروة 2400 واط، تكون القوة الذروة صغيرة نسبيًا، مما يؤدي إلى نقطة لحام أصغر. قوة الشد هي 3 نيوتن. قوة الشد هي 3 نيوتن. عندما تكون قوة الليزر الذروة 3600 واط، يوجد ت贱ّب على سطح خياطة اللحام، وأن قوة الشد لنقطة اللحام منخفضة أيضًا، عند 4 نيوتن. عندما يكون عرض النبضة 3 ميلي ثانية، يكون قطر نقطة اللحام أصغر، وقوة الشد أقل، عند 3 نيوتن. عندما يكون عرض النبضة 9 ميلي ثانية، يكون قطر نقطة اللحام 0.9 مم، والذي يتجاوز نطاق اللحام 0.6~0.8 مم. عندما يكون الانحراف البؤري عند 0، بسبب الكثافة العالية للطاقة، يحدث تطاير على seems اللحام، والمظهر لا يلبي المعيار. ومع ذلك، عندما يكون الانحراف البؤري عند 6 مم، بسبب الانخفاض المفاجئ في كثافة الطاقة، تكون قوة الشد عند النقطة لللحام أقل، وهي 4 نيوتن. المستويات الثلاثة لهذه العوامل كما هو موضح في الجدول 2. اللحام بالليزر النبضي هذه العوامل هي كما هو موضح في الجدول 2.
الجدول 2: عوامل ومستويات اللحام بالليزر النبضي
|
رقم |
عامل |
||
|
أ القوة الذروية / واط |
ب عرض النبضة / ملي ثانية |
C كمية عدم التركيز/ملم |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
معايير العملية الرئيسية لحام الليزر الحلزوني بالألياف أحادي الوضع هي متوسط قوة الليزر، سرعة اللحام، ومقدار عدم التركيز، عندما يكون متوسط الليزر القوة هي 500 واط، قوة الشد في نقطة اللحام أقل، عند 4 ن. عندما يكون متوسط طاقة الليزر 900 واط، بعض الرذاذ المواد، وقوة الشد في نقطة اللحام هي أيضا أقل، عند 3 ن؛ عندما سرعة لحام هو 90 مم/ث، وتراكم الحرارة هو أيضا مرتفعة، مما يسبب حرق المواد، وقوة السحب في نقطة اللحام أقل، عند 5 ن ;عندما تكون سرعة اللحام 170 مم / ثانية، يكون تراكم الحرارة أقل، كل من عرض اللحام والعمق أصغر، وقوة الشد في نقطة اللحام أقل، عند 4 نيوتن؛ عندما يكون مقدار التشتت صفرًا، تكون كثافة الطاقة أعلى، مما يؤدي إلى تطاير المواد على خط اللحام، مما لا يلبي متطلبات المظهر؛ عندما يكون مقدار التشتت 6 مم، بسبب الانخفاض الحاد في كثافة الطاقة، تكون قوة الشد عند نقطة اللحام أقل، عند 4 نيوتن. الثلاثة العوامل والمستويات الثلاثة موضحة في الجدول 3.
الجدول 3: العوامل والمستويات للحام الحلزوني باستخدام الليزر الأحادي النمطي
|
رقم |
عامل |
||
|
D القوة المتوسطة / واط |
سرعة اللحام الكهربائية (مم·ث-1) |
C كمية عدم التركيز/ملم |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
التجربة المتعامدة الثلاثية المستويات للنبضة لحام النقطة بالليزر تشمل تسعة مجموعات ,عندما تكون قوة الذروة 3000 واط، عرض النبضة 8 ميلي ثانية، ومقدار عدم التركيز 1 مم، تصل قوة الشد للنقطة الملتحمة إلى ذروتها عند 17 نيوتن ,هي هذه تُعتبر كأفضل معلمات عملية. بالنسبة لعامل قوة الليزر في الذروة أجريت ثلاثة تجارب مع المستوى 1 (A = 2500 واط)، اجمع قوة الشد للنقاط الملتحمة من هذه الـ 3 التجارب للحصول على المجموع الإحصائي K1=35, عند اختيار المستوى 2، مجموع قوة الشد للنقاط اللحامية هو المجموع الإحصائي K2=46, عند اختيار المستوى 3 هو المجموع الإحصائي K3=33, كلما كان القيمة الإحصائية K أكبر، كانت قوة الشد أعلى عند هذا المستوى قوة الشد عند ذلك المستوى ,أعلى قيمة هي K2 ,هذا يشير إلى أن عندما يكون العامل A عند المستوى 2 (A = 3000 واط)، تكون قوة الشد للنقطة اللحامية هي الأكبر؛ وبالمثل، يمكن الحصول على القيمة الإحصائية K لقوة الشد لنقطة اللحام للعوامل الأخرى العوامل (عرض النبضة، التركيز غير الدقيق) كما هو موضح في الجدول 4. يتم تمثيل النطاق بالرمز R, كلما كانت قيمة R أصغر، كان تأثير هذا العامل على قوة الشد لنقطة اللحام أقل للنقطة اللحامية ;وعلى العكس، كلما كانت قيمة R أكبر، كان تأثير هذا العامل أكبر على قوة الشد للنقطة اللحامية. ومن الجدول 4، يتضح أنه يمكن رؤية أن العوامل التي تؤثر على قوة الشد للنقطة اللحامية هي، حسب أهميتها: القوة الذروة، عرض النبضة، والانحراف البؤري.
جدول 4 نتائج التجربة المتعامدة لللحام بالنبض الليزري لنقطة واحدة
|
رقم |
أ القوة الذروية / واط |
ب عرض النبضة/ملليثانية |
ج انحراف بؤري المقدار/ملليمتر |
قوة رابطة اللحام/ن |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
ك 1 |
35 |
33 |
40 | |
|
ك 2 |
46 |
36 |
31 |
|
|
ك 3 |
33 |
45 |
38 |
|
|
ر |
13 |
12 |
9 |
تشمل تجربة التصميم المتعامد ثلاثي العوامل وثلاثي المستويات لللحام الحلزوني باستخدام ليزر الألياف أحادي الوضع إجمالي 9 مجموعات. عند أن القوة المتوسطة هي 3000 واط، يتم اللحام عندما تكون القوة المتوسطة 3000 واط، يشمل اللحام السرعة هي 160 مم/ث، ومقدار الانحراف هو 1 مم، تصل قوة الشد للحام إلى أعلى قيمة وهي 47 نيوتن، وهي المعلمة العملية المثلى. تصل نقطة اللحام إلى أعلى قيمة وهي 47 نيوتن، وهي المعلمة العملية المثلى.
عندما يتم ضبط عامل الطاقة المتوسطة للليزر G عند المستوى 1 (A=600 واط)، يتم تشكيل 3 مجموعات تجريبية، يتم جمع قوى الشد لهذه المجموعات الثلاث من نقاط اللحام للحصول على الإحصائية F1=98؛ وبالمثل، يمكن الحصول على الإحصائيات لقيم قوة الشد للعوامل الأخرى كما هو موضح في الجدول 5. من بينها، Y هي القيمة النطاقية. ومن خلال القيمة النطاقية، يمكن ملاحظة أن العوامل التي تؤثر على حجم رابطة اللحام، من الأهم إلى الأقل أهمية، هي: الانحراف، القوة المتوسطة، وسرعة اللحام.
2.3 تحليل مظهر اللحام والبنية الدقيقة
تُظهر الشكل 3أ قسم عرضي للحام النقطة تحت المعلمات العملية المثلى لحام النقطة بالليزر النبضي، حيث يكون عرض سطح خياطة الحام كبيرًا، ولكن مع زيادة عمق الانصهار يتناقص عرض خياطة الحام. يكون عرض خياطة الحام بين الطبقتين العلويتين والسفلية حوالي ثلث عرض سطح نقطة الحام، وذلك لأن طاقة الليزر النبضي توزع بشكل أساسي في مركز نقطة الضوء التي قطرها 0.8 ملم. تكون الطاقة على حافة نقطة الضوء أقل، مما يمكنها فقط من إذابة سطح المادة ولا يمكنها الاستمرار في الاختراق نحو الأسفل، مما يؤدي إلى تكوين خياطة واسعة من الأعلى وضيقة من الأسفل. أما الشكل 3ب فيظهر قسمًا عرضيًا لنقطة الحام تحت الظروف العملية المثلى لحام الحلزوني باستخدام ليزر الألياف المنفرد، حيث يكون عرض سطح خياطة الحام مشابهًا تقريبًا لعرض حام النقطة بالليزر النبضي، ومع زيادة عمق الانصهار لا يوجد انخفاض ملحوظ في عرض خياطة الحام. يكون عرض خياطة الحام بين الطبقتين العلويتين والسفلية تقريبًا نفس عرض سطح نقطة الحام، وذلك لأن عند استخدام حام الحلزوني بليزر الألياف المنفرد، يكون قطر نقطة التركيز لليزر الأحادي 0.28 ملم، وتوزع طاقة الليزر بشكل متساوٍ داخل نطاق النقطة ولديها كثافة قوة عالية. في الدائرة الخارجية الأكثر للخط الحلزوني، تكون طاقة الليزر كافية لإذابة المادة بالكامل، مما يؤدي إلى تشكيل خياطة ذات عرض سطحي يكاد يكون متطابقًا مع عرض قاع خياطة الحام. أثناء اختبار الشد، يكون الموقع الرئيسي للإجهاد هو عرض خياطة الحام بين الطبقتين العلويتين والسفلية. كلما كان العرض أكبر، كان قوة الشد لنقطة الحام أكبر. يكون عرض خياطة الحام بين الطبقتين العلويتين والسفلية في حام الحلزوني بليزر الألياف المنفرد ثلاثة أضعاف عرض حام النقطة بالليزر النبضي، لذلك تكون قوة الشد لنقطة الحام في حام الحلزوني بليزر الألياف المنفرد أيضًا ثلاثة أضعاف قوة الشد في حام النقطة بالليزر النبضي.
جدول 5 نتائج التجربة المتعامدة للحام الحلزوني أحادي النمط
|
رقم |
D القوة المتوسطة / واط |
E سرعة اللحام/(مم·ث-1) |
F انحراف التركيز المقدار/ملليمتر |
قوة رابطة اللحام/ن |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G 1 |
98 |
104 |
123 |
|
|
G 2 |
119 |
102 |
95 |
|
|
G 3 |
104 |
115 |
98 |
|
|
نعم |
21 |
13 |
25 |
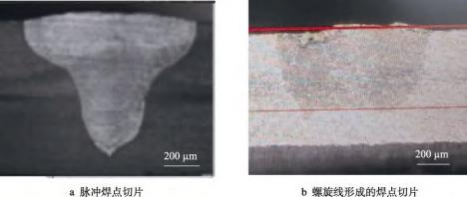
الشكل 3 قسم عرضي لنقطة اللحام
يمثل الشكل 4أ البنية المعدنية للمادة الأم لسبائك الألمنيوم 6061. حجم الحبوب غير متجانس، الشكل غير منتظم، والحبوب أكبر نسبيًا، وهو ما يُعتبر هيكل '-Al النموذجي .تُظهر الشكل 4ب البنية الدقيقة لمركز خياطة اللحام تحت المعلمات العملية المثلى للحام النبض الليزري. وهي تتميز ببنية شجرية من سبيكة الألمنيوم. حجم الحبوب قد تم تحسينه بشكل كبير مقارنة بالمادة الأم لسبيكة الألمنيوم 6061. هذا نتيجة تسخين سريع وتبريد سريع لمواد سبيكة الألمنيوم بواسطة اللحام النبض الليزري، مما يؤدي إلى تحسين حبوب خياطة اللحام. يعرض الشكل 4ج البنية الدقيقة لمركز خياطة اللحام تحت المعلمات العملية المثلى للحام الحلزوني الليزري أحادي الوضع. وهو ممثل ببنية شجرية من سبيكة الألمنيوم. لا يوجد فرق واضح في حجم الحبوب عند مقارنتها بالهيكل المعدني للحام النبض الليزري
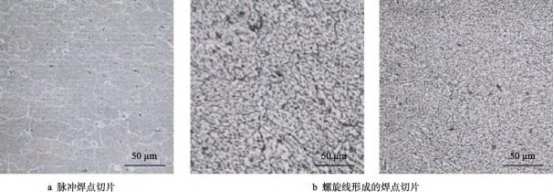
الشكل 4: البنية الدقيقة لنقطة اللحام
3 الاستنتاج
تم لحام سبيكة الألمنيوم 6063 بشكل منفصل باستخدام طرق اللحام بالنقاط باستخدام ليزر نبضي واللحام الحلزوني بليزر الألياف البصرية أحادي الوضع، وتم إجراء تجربة تصميم متعامد. بلغت القوة العظمى للسحب للنقاط الملحومة التي تم تحقيقها باستخدام اللحام بالنقاط باستخدام الليزر النبضي 17 نيوتن، وكانت أفضل المعلمات العملية كالتالي: قوة الذروة هي 3000 واط، عرض النبضة هو 8 ميلي ثانية، ومقدار عدم التركيز هو 1 مليمتر للحام النقاط باستخدام الليزر النبضي. بلغت القوة العظمى للسحب للنقاط الملحومة التي تم تحقيقها باستخدام اللحام الحلزوني بليزر الألياف البصرية أحادي الوضع 47 نيوتن. وأفضل المعلمات العملية لهذه الطريقة كانت كالتالي: القوة المتوسطة هي 3000 واط، سرعة اللحام هي 160 مليمتر/ثانية، ومقدار عدم التركيز هو 1 مليمتر.
المظهر الخارجي للنتائج الناتجة عن الليزر النبضي لحام النقطة بالليزر وتشابه اللحام الحلزوني بالألياف البصرية أحادية الوضع تحت معلمات عملية مثلى، حيث لا يوجد اختلاف كبير؛ كما لا توجد فروقات ملحوظة في البنية المعدنية وحجم الحبوب. عرض خياطة اللحام بين الطبقات العلوية والسفلية في اللحام الحلزوني بالألياف البصرية أحادية الوضع هو ثلاثة أضعاف عرض خياطة اللحام من اللحام النقطي بالليزر النبضي. لذلك، فإن قوة الشد للنقاط الملتحمة من اللحام الحلزوني بالألياف البصرية أحادية الوضع هي أيضًا ثلاثة أضعاف قوة اللحام النقطي بالليزر النبضي.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR