
0 مقدمة سبيكة التيتانيوم TC4 هي سبيكة ثنائية الطور من نوع α+β نموذجية تتميز بكثافة منخفضة ومقاومة نوعية عالية ومقاومة ممتازة للتآكل. إن أداؤها العام المتفوق يجعلها تُستخدم على نطاق واسع في مختلف المجالات...
اتصل بنا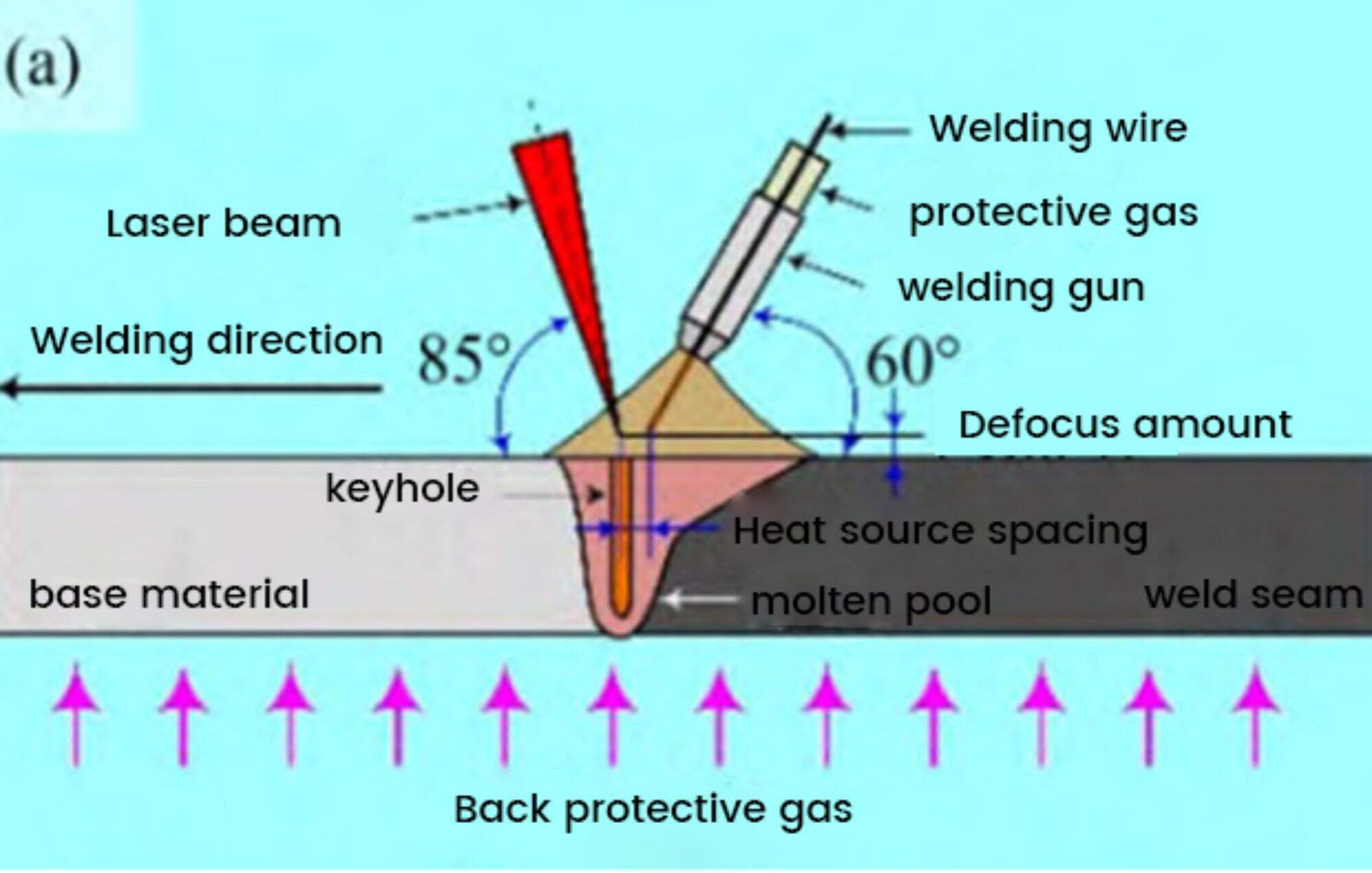
0 مقدمة
السبائك التيتانيوم TC4 هي سبيكة ثنائية الطور من نوع α+β تتميز بكثافة منخفضة، وقوة محددة عالية، ومقاومة للتآكل ممتازة. الأداء الشامل المتفوق يجعلها تُستخدم على نطاق واسع في مجالات مثل الفضاء الجوي، والهندسة البحرية، والصناعة النفطية الكيميائية، ومعدات الأسلحة. نقطة انصهار سبائك التيتانيوم مرتفعة، ونقل الحرارة منخفض، ونسبة المرونة منخفضة، والنشاط عند درجات الحرارة العالية قوي. يمكن أن يؤدي معالجة اللحام بسهولة إلى انخفاض في مرونة المفصل، وتصلب المفصل، وما إلى ذلك، مما يؤثر بشدة على الأداء التشغيلي لمفصل سبيكة التيتانيوم.
في الوقت الحالي، يتم استخدام طرق مثل اللحام بالغاز الخامل باستخدام القصبة الوولفرامية، واللحام القوس الكهربائي بالغاز، واللحام بالشعاع الإلكتروني للقيام بلحام سبائك التيتانيوم، و لحام بالليزر اللحام بالغاز الخامل باستخدام التังستن واللحام بقوس الغاز بالتانغستن سهل التشغيل، منخفض التكلفة، ومرن. ومع ذلك، فإن كثافة مصدر الحرارة فيه منخفضة وسرعة اللحام بطيئة، مما يؤدي إلى مشاكل مثل إدخال حراري كبير، تشوه شديد، وكفاءة لحام منخفضة. على الرغم من أن لحام الشعاع الإلكتروني يمكنه تجنب مشكلة هشاشة المفاصل عن طريق تنفيذه في بيئة شاغرة، مما يوفر جودة أعلى للمفاصل المشدودة، إلا أن تطبيقه الواسع محدود بسبب القيود على حجم مكونات اللحام. يحتوي اللحام الليزري على طاقة مركزة ومنطقة تأثر حراري ضيقة، وليس محدودًا بحجم المكونات. ومع ذلك، فإن seems اللحام لديه تحمل ضعيف للمسافات والأشكال الفجوة، مما يؤدي إلى متطلبات دقة عالية للأدوات والقوالب.
لذلك، تدرس هذه الورقة بشكل منهجي البنية الدقيقة، وتوزيع الصلابة، وخواص الشد، وخواص التآكل الكهروكيميائي للمفاصل الملحومة باستخدام تقنية اللحام الهíbrida بالليزر-MIG لسبائك التيتانيوم TC4 بسمك 3 مم. وتوفر هذه الدراسة مرجعًا ودروسًا لتطبيق تقنية اللحام الهíbrida بالليزر-MIG في تصنيع اللحام لسبائك التيتانيوم.
1 المواد والطرق
1.1 المواد المستخدمة في الاختبار
استُخدمت ألواح سبيكة التيتانيوم TC4 بسمك 4 مم في التجربة، مع معالجة خطي I-groove دون ترك فجوة في الخياطة. تم استخدام سلك لحام سبيكة التيتانيوم TC4 بقطر 1.2 مم كمادة ملء. يُظهر الجدول 1 التركيب الكيميائي للمادة الأساسية والملء المستخدم في التجربة. قبل اللحام ، تم إزالة الغشاء الأكسيد الموجود على سطح مادة سبيكة التيتانيوم بواسطة الطحن الميكانيكي، ثم تم تنظيف البقع الزيتية على سطح سبيكة التيتانيوم باستخدام الأسيتون.
جدول 1 التركيب الكيميائي للمادة الأساسية وسلك الملء ( و .%)
|
المادة |
تي |
AL |
الخامس |
فاي |
ن |
ج |
أكسجين |
التسخين والطهي في البيئات الخاصة |
آخرون |
|
مادة أساسية |
مصفوفة |
6.09 |
4.05 |
0.115 |
0.002 |
0.001 |
0.102 |
0.002 |
<0.30 |
|
سلك اللحام |
مصفوفة |
6.24 |
4.07 |
0.048 |
0.011 |
0.006 |
0.085 |
0.0012 |
<0.40 |
1.2 طريقة اللحام
استخدمت التجربة ليزر قرص TRUMPF TruDisk 16003، بطول موجي يبلغ 1.06 μm؛ وقد استخدمت وحدة تغذية اللحام القوسية FRONIUS TPS 5000 آلة لحام .عملية اللحام استخدمت طريقة الترابط بين مصادر الحرارة مع الليزر في المقدمة والقوس في الخلف. كان الزاوية بين الليزر واللوحة الاختبارية 85°، وكانت الزاوية بين مسدس اللحام واللوحة الاختبارية 60°. كان المسافة بين مصادر الحرارة 3 مم. لمنع أكسدة سطح اللحام، تم حماية كلا الجانبين الأمامي والخلفي للحام باستخدام غاز الأرجون ذي النقاء العالي. معدل تدفق الغاز الحامي على الجانب الأمامي من اللحام هو 50 لتر/دقيقة، وعلى الجانب الخلفي من اللحام هو 20 لتر/دقيقة. يُظهر الشكل 1 مخطط جهاز اللحام المركب بالليزر والقوس ومصدر الغاز الحامي. تُظهر الجدول 2 المعلمات المحسنة لعملية اللحام.
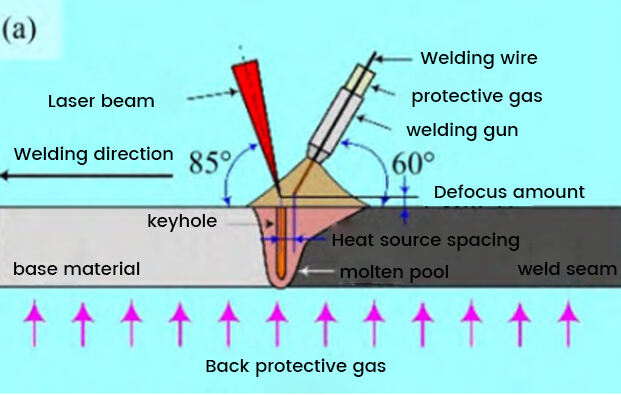
(أ) أجهزة وأساليب اللحام

(ب) جهاز الغاز الحامي
الشكل 1: جهاز الغاز الحامي والمخطط التخطيطي للحام الهجين الليزر-MIG
|
سرعة اللحام/(م·دقيقة-1) |
قوة الليزر/كيلوواط |
تيار اللحام / أ |
قطر النقطة / مم |
الانحراف البؤري / مم |
|
2.5 |
4.0 |
127 |
0.6 |
+2 |
جدول 2 المعلمات المحسنة للحام الهجين بالليزر-MIG
1.3 طرق الاختبار
استخدام الميكروسكوب الفيديو ثلاثي الأبعاد KEYENCE VHX-1000E لرصد الشكل الكلي والهيكل الدقيق للوصلة الملحومة؛ يتم قياس توزيع الصلابة للوصلة الملحومة باستخدام جهاز اختبار الصلادة الدقيقة FM-700 بحمل تحميل يبلغ 200 غرام ووقت احتفاظ يستمر 15 ثانية. تم اختبار خصائص الشد للوصلة الملحومة باستخدام آلة الاختبار العالمية الإلكترونية WDW-300E، وكانت سرعة تحميل الشد 2 مم/دقيقة. باستخدام محطة كهروكيميائية، تم اختبار منحنيات التحلل الكهربائي للمادة الأساسية والوصلات الملحومة باستخدامlectrode الكلوريد الزئبقي والقطب البلاتيني كأقطاب مرجعية ومساعدة؛ باستخدام مجهر زيس SUPRA55 الإلكتروني المسحّي، تم ملاحظة الشكل الدقيق للكسر في عينة الشد. تُظهر الشكل 2 الرسوم المعدنية وموقع القطع وأبعاد عينة الشد.
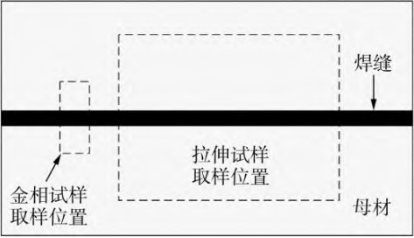
(أ) مواقع أخذ العينات للعينات المعدنية وعينات الشد
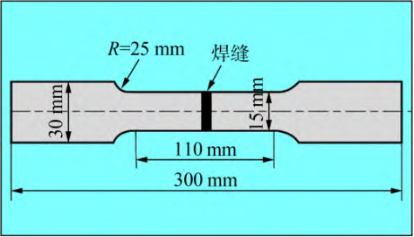
(ب) أبعاد عينة الشد
الشكل 2 الرسوم التخطيطية لمواقع العينات وأبعاد عينة الشد
2 نتائج الاختبار وتحليلها
2.1 الشكل الكلي والبنية الدقيقة للوصلات اللحام
تُظهر الشكل 3 الخصائص الشكلية الكبيرة والبنية الدقيقة لوصلة اللحام الهجينة بالليزر وميج للسبائك التيتانيوم TC4. تشير نتائج الاختبار إلى أن الجهة الأمامية والخلفية من اللحام تشكلت بجودة جيدة، دون وجود عيوب واضحة في اللحام. يظهر سطح اللحام بلون فضي أبيض كما هو موضح في الشكل 3أ و3ب؛ لا تحتوي قسم اللحام العرضي على عيوب واضحة مثل الفقاعات، عدم الانصهار، أو التآكل كما هو موضح في الشكل 3ج. تتكون البنية الدقيقة للمادة الأساسية لسبائك التيتانيوم TC4 من الطور α المتساوي الحجم + الطور β؛ حيث يتوزع الطور β بشكل متساوٍ حول حدود حبيبات الطور α كما هو موضح في الشكل 3د. تتكون البنية الدقيقة في مركز اللحام بشكل أساسي من بلورات عمودية كبيرة من الطور β. تكون حدود البلورات العمودية سليمة وواضحة، وتتضمن داخل الحدود شبكة دقيقة مشابهة للسلة من α' المارتنسيتي كما هو موضح في الشكل 3ه. 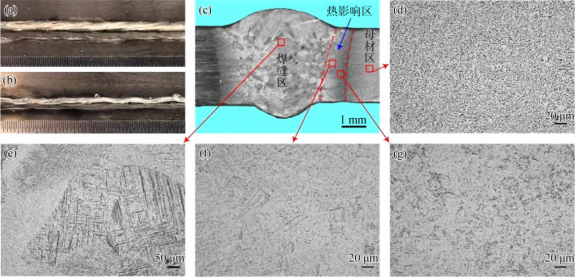
(أ) تشكيل الجانب الأمامي للحام؛ (ب) تشكيل الجانب الخلفي للحام؛ (ج) تشكيل المقطع العرضي للحام؛ (د) بنية المعدن الأساسي;
(هـ) بنية مركز اللحام؛ (و) بنية منطقة التبلور الخشنة في المنطقة المتضررة بالحرارة؛ (ز) البنية الدقيقة لمنطقة التبلور الدقيقة في المنطقة المتضررة بالحرارة
الشكل 3 مظهر اللحام وميزات البنية الدقيقة للوصل الهجين بالليزر-MIG لسبائك التيتانيوم TC4
وهذا يعود بشكل أساسي إلى أنه أثناء عملية اللحام، عندما يتم تسخين المعدن المحامى عليه فوق درجة نقطة انتقال الطور، فإنه يبرد بسرعة. لا يكون للعناصر السبائكية وقت كافٍ للانتشار، مما يؤدي إلى تحول الطور β العالي الحرارة إلى الطور α دون وقت كافٍ للانتشار، وبالتالي يؤدي إلى التحول غير المنتشر، أي المارتنزيت α' الناتج عن القص. تشمل منطقة التأثر بالحرارة منطقتين: المنطقة ذات الحبوب الخشنة والمنطقة ذات الحبوب الدقيقة. تقع المنطقة ذات الحبوب الخشنة بالقرب من خط الانصهار، بينما تقع المنطقة ذات الحبوب الدقيقة بالقرب من المادة الأساسية. يتكون المicrostructure لمنطقة التأثر بالحرارة بشكل أساسي من الطور α المتكافئ + الطور β + α' المارتنزيت. لا يكون توزيع هذه الطورات موحدًا، حيث تكون الحبوب أكبر في المنطقة ذات الحبوب الخشنة القريبة من خط الانصهار، ويكون المارتنزيت الإبري α' أكثر كثافة وانتشارًا نسبيًا، بينما تكون الحبوب أصغر في المنطقة ذات الحبوب الدقيقة القريبة من المادة الأساسية، ويكون المارتنزيت الإبري α' أقل نسبيًا، كما هو موضح في الشكل 3f والشكل 3g. وهذا يعود أساسًا إلى أن منطقة التأثر بالحرارة البعيدة عن خط الانصهار تتأثر بشكل أقل بال مصدر الحرارة، ولديها سرعة تبريد أبطأ نسبيًا، وتحول أقل للطور β إلى المارتنزيت. بالإضافة إلى ذلك، يكون وقت البقاء عند درجات الحرارة العالية أقصر نسبيًا، مما يقلل من احتمالية وسرعة نمو الحبوب.
توزيع الصلابة 2.2
يُظهر الشكل 4 توزيع الصلادة الدقيقة لملحومة التitanium alloy TC4 المركبة بالليزر-MIG. تشير نتائج الاختبار إلى أن قيمة الصلابة في منطقة اللحام هي الأعلى، تليها المنطقة المتضررة حراريًا، بينما تكون صلابة منطقة المادة الأساسية هي الأدنى. كما تم العثور على أن صلادة منطقة الحبوب الخشنة في المنطقة المتضررة حراريًا أعلى من تلك الموجودة في منطقة الحبوب الدقيقة. السبب في ذلك هو حدوث تحول فاز مارتنسيتي في منطقة اللحام، مما يؤدي إلى تكوين كميات كبيرة من الهياكل المارتنسية. تعمل الانزلاقات العديدة داخل المارتنسيت على تعزيز القوة. وفي الوقت نفسه، يحدث تحول جزئي إلى المارتنسيت في المنطقة المتضررة حراريًا، وكمية المارتنسيت الأقرب إلى جانب خط الذوبان أكبر من الجانب الخاص بالمادة الأساسية. 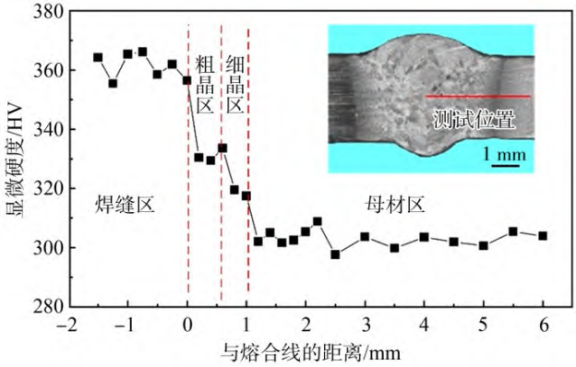
الشكل 4: توزيع الصلادة الدقيقة للملحومة الهجينة بالليزر-MIG للمفاصل المصنوعة من سبيكة التيتانيوم TC4
2.3 خواص الشد
تُظهر نتائج اختبار الشد للوصلة المركبة التي تم لحامها باستخدام الليزر وميج (MIG) من سبيكة التيتانيوم TC4 في الجدول 3. تشير النتائج إلى أن متوسط قوة الشد للوصلة الهجينة الملحومة بالليزر وميج (MIG) من سبيكة التيتانيوم TC4 هو 1069 ميجا باسكال، ومتوسط التمدد بعد الكسر هو 5.3٪، وكافة العينات كست في منطقة المادة الأم القريبة من المنطقة المتضررة حراريًا. عند مقارنة المادة الأساسية، فإن قوة الشد للوصلة الملحومة أعلى من المادة الأساسية، لكن التمدد بعد الكسر أقل بكثير من المادة الأساسية. يُظهر الشكل 5 السمة الدقيقة للكسر في عينة الشد. كست عينة الشد في موقع المادة الأساسية، وهو مرتبط بأقل قيمة صلابة في هذه المنطقة. مسار الكسر يميل حوالي 45 درجة بالنسبة لاتجاه الشد. يتكون شكل الكسر بشكل رئيسي من الحفر، ولكن حجم وعمق الحفر أصغر نسبيًا، مما يشير إلى أن الكسر يظهر خصائص كسر بلاستيكية بشكل أساسي.
|
رقم |
قوة الشد / ميجا باسكال |
التمدد بعد الكسر / % |
موقع الكسر |
||
|
قيمة واحدة |
القيمة المتوسطة |
قيمة واحدة |
القيمة المتوسطة | ||
|
مادة أساسية |
950 |
12.5 |
—— | ||
|
T-41# |
1 043 |
1 069 |
5.1 |
5.3 |
منطقة المادة الأساسية |
|
T-42# |
1 095 |
5.4 |
منطقة المادة الأساسية |
||
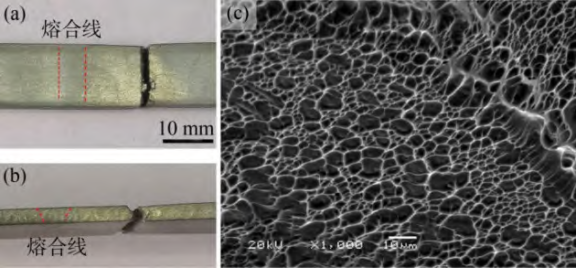
(أ) موقع الكسر؛ (ب) مسار الكسر؛ (ج) شكل الكسر
2.4 مقاومة التآكل
تُظهر الشكل 6 منحنيات الاستقطاب لمادة السبيكة الأساسية لتيتانيوم TC4 ووصلاتها الملحومة في وسط تآكلي يحتوي على محلول 3.5% NaCl، ويُظهر الجدول 4 معاملات منحنى الاستقطاب. ومن خلال الشكل 6 والجدول 4، يمكن ملاحظة أن كلًا من المادة الأساسية لسبيكة التيتانيوم TC4 ووصلاتها الملحومة تظهر عليهما ظاهرة التبلور السلبي. وسمة منطقة التبلور السلبي هي أنه مع زيادة الجهد، يؤدي تكوين غشاء التبلور السلبي إلى كبح كثافة التيار. وكلما انخفض جهد التآكل، كان من الأسهل حدوث التبلور السلبي. 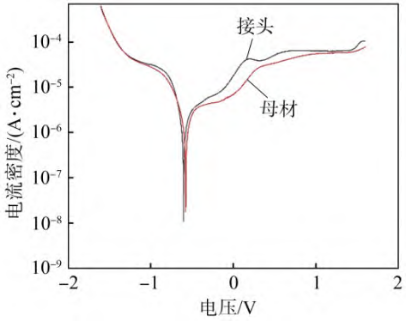
الشكل 6 منحنيات الاستقطاب لسبيكة التيتانيوم TC4 ووصلتها الملحومة الهجينة بالليزر-MIG
|
موقع |
جهد التآكل/فولت |
كثافة التيار التآكلية/(أ·سم-2) |
جهد الدائرة المفتوحة/فولت |
|
مادة أساسية |
-0.591 |
0.108 |
-0.386 |
|
الوصل الملحوم |
-0.585 |
0.342 |
-0.229 |
جدول 4 إمكانات التآكل وكثافة تيار التآكل لسبائك التيتانيوم TC4 والوصل الهجين الملحوم بالليزر-MIG
مقارنة بإمكانية التآكل للمادة الأساسية لسبائك التيتانيوم TC4، تم العثور على أنها أعلى من تلك الخاصة بالوصل الملحوم. هذا يشير إلى أن الوصل الملحوم أكثر عرضة للخضوع للتبلور السلبي. وهذا يدل أيضًا على أن مقاومة التآكل للوصل الملحوم أعلى من المادة الأساسية. السبب الرئيسي لهذا هو وجود مارتنزيت α' الإبرية في هيكل اللحام وتكوين فيلم أكسيد على سطح خياطة اللحام.
3 الاستنتاج
(1)شكل اللحام الناتج عن لحام الليزر-MIG المركب من سبيكة التيتانيوم TC4 يتمتع بجودة عالية، ولا يوجد عيوب واضحة في اللحام؛ يتألف مركز اللحام بشكل أساسي من بلورات عمودية خشنة من الطور β ومارتنزيت α′ داخل الحبوب، بينما يتكون منطقة التأثير الحراري بشكل رئيسي من الطور α المتساوي الأبعاد + الطور β + مارتنزيت α′. بالمقارنة مع منطقة الحبوب الدقيقة القريبة من المادة الأساسية، تحتوي منطقة الحبوب الخشنة القريبة من خط الذوبان على حبوب أكبر، ويوجد مارتنزيت α′ الإبرية بشكل نسبي أكثر وفرة وكثافة.
(2)الصلادة تكون أعلى في منطقة اللحام في المفصل اللحمي، تليها منطقة التأثير الحراري، وأقل في منطقة المادة الأساسية. بالإضافة إلى ذلك، فإن الصلادة في منطقة الحبوب الخشنة في منطقة التأثير الحراري أعلى من تلك الموجودة في منطقة الحبوب الدقيقة.
(3) متوسط قوة الشد للوصل الملحوم هو 1069 ميجا باسكال، ومتوسط التمدد بعد الكسر هو 5.3%. كُسِرت جميع العينات في منطقة المادة الأساسية القريبة من المنطقة المتضررة بالحرارة، وظهرت على الكسر خصائص الكسر اللدن.
(4) مقاومة التآكل للوصل الملحوم أعلى قليلاً من مقاومة المادة الأساسية، وذلك بشكل رئيسي بسبب تكوّن المارتنزيت α′ الإبرية في الوeld والتكوين السطحي لغشاء أكسيد على سطح الوصل.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR