0 مقدمة النحاس الأحمر يتميز بالمرونة الجيدة، والconductivity الحرارية والكهربائية العالية، ويُستخدم على نطاق واسع في الصناعات الفضائية، والهندسة البحرية، وكابلات الكهرباء والإلكترونيات. طرق اللحام التقليدية للنحاس الأحمر مثل التังستن...
اتصل بنا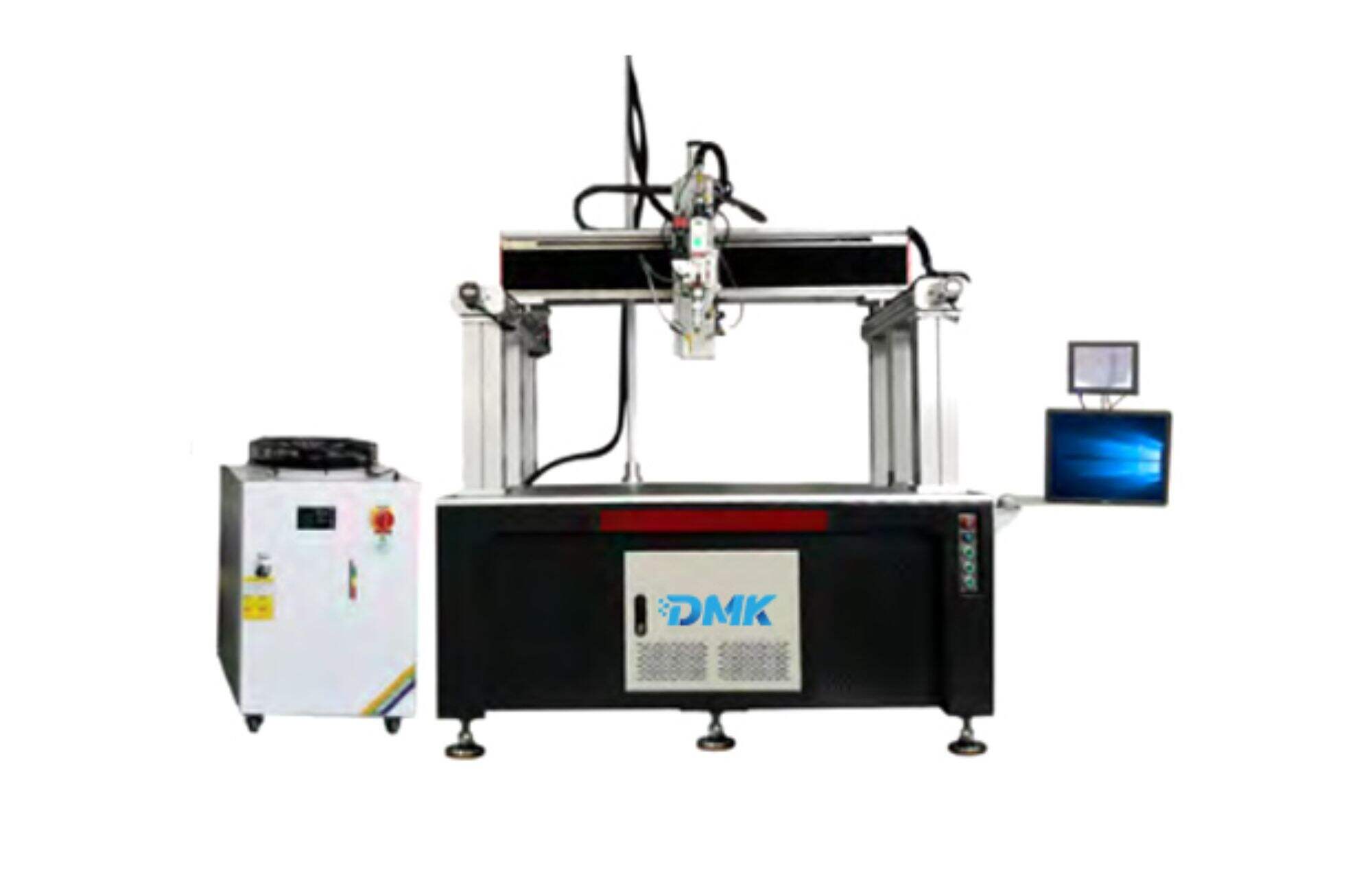
0 مقدمة
النحاس الأحمر يتميز بالمرونة الجيدة، والconductivity الحرارية والكهربائية العالية، ويُستخدم على نطاق واسع في الصناعات الفضائية، والهندسة البحرية، وكابلات الكهرباء والإلكترونيات. طرق اللحام التقليدية للنحاس الأحمر مثل لحام الغاز الخامل باستخدام الولفرام لها إدخال حراري عالٍ، والتشوه بعد اللحام كبير، وخطوط اللحام غير جذابة، مما لم يعد يلبي متطلبات الإنتاج الحديث.
اللحام بالليزر له دخول حراري أقل بشكل عام، مما يمكن أن يحسن بشكل كبير مشكلة التشوه الكبير بعد اللحام والشكل غير الجيد. تطورت تقنية اللحام بالليزر بسرعة في السنوات الأخيرة. بسبب معدل الامتصاص المنخفض للليزر ذي الطول الموجي تحت الأحمر القريب على سطح النحاس، عادةً ما يكون حوالي 4٪ فقط، يتم انعكاس معظم طاقة الليزر بعيدًا. يتطلب لحام النحاس إدخال طاقة عالية، مما قد يؤدي إلى استقرار سيء في اللحام؛ أثناء عملية انصهار النحاس الأحمر، من السهل تكوين فقاعات في مكان اللحام، مما يؤثر على الخصائص الميكانيكية للمفصل المشدود؛ عند لحام النحاس الأحمر، يؤدي الإدخال الحراري العالي إلى زيادة حادة في حجم الحبوب، مما يؤثر أيضًا سلبًا على أداء المفصل المشدود.
تُستخدم تقنية اللحام المركب الجديدة التي تجمع بين شبه الموصلات والليزر الضوئي في التجربة للقيام بلحام النحاس الأحمر. يتم تحليل تأثير معلمات العملية على تشكيل接joint اللحام لتوفير مراجع تقنية للإنتاج الفعلي.
1 تجربة اللحام
1.1 المواد المراد لحامها ومعدات اللحام
المادة التجريبية هي النحاس الأحمر، بسمك 1.0 مم، الطول × العرض 100 مم × 50 مم. طريقة اللحام هي الالتحام. يتم تثبيت المادة المراد لحامها باستخدام أداة صنعها الفريق بنفسه لتقليل التشوه أثناء اللحام .
يُستخدم ليزر مركب يتكون من ليزر شبه موصل وليزر ألياف لحام النحاس الأحمر. طول موجة ليزر شبه الموصل هو 976 نانومتر، القوة القصوى هي 1000 واط، وقطر النواة للألياف هو 400 ميكرون. أما ليزر الألياف فيمتلك طول موجة قدره 1070 نانومتر، قوة ليزرية قصوى تبلغ 1000 واط، وقطر نواة الألياف يبلغ 50 ميكرون. يتم دمج النوعين من الليزر عبر رأس اللحام، حيث يكون للعدسة المجمعة في رأس اللحام طول بؤري قدره 100 مليمتر، والعدسة البؤرية لديها طول بؤري قدره 200 مليمتر، ويظهر المسار البصري في الشكل 1(a). قطر نقطة الليزر الناتجة عن ليزر شبه الموصل بعد مرورها عبر رأس اللحام عند نقطة التركيز حوالي 0.8 مليمتر. بسبب حجم النقطة الكبير، يمكنها توفير تسخين مساعد حول خياطة الوeld. قطر نقطة ليزر الألياف عند نقطة التركيز حوالي 0.1 مليمتر، وكثافة الطاقة صغيرة (كثافة الطاقة = قوة الليزر / مساحة النقطة؛ كلما كان قطر النقطة أصغر، كانت كثافة الطاقة أكبر). يمكن لهذا أن يولد درجات حرارة أعلى، مما يؤدي إلى لحام المواد النحاسية. جميع التجارب المذكورة في النص تم إجراؤها عند نقاط التركز لكل من ليزر شبه الموصل وليزر الألياف للحام. منصة تجارب اللحام المركب بالليزر موضحة في الشكل 1(b). تتكون بشكل أساسي من ليزر شبه موصل، ليزر ألياف، رأس لحام، جهاز كمبيوتر صناعي، ووحدة X/Y. في هذا النظام، يقوم رأس اللحام، الذي يُدار بواسطة وحدة X/Y، بتنفيذ اللحام على المسارات لتكوين خياطة اللحام. يمكن ضبط قوة ليزر شبه الموصل وليزر الألياف بشكل منفصل.
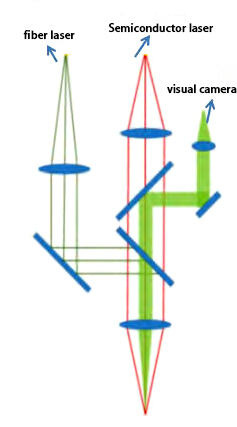 (أ) رسم تخطيطي لمسار اللحام الهجين |
 (ب) المعدات التجريبية |
|
الشكل 1 معدات لحام الليزر |
|
1.2 معدات فحص اللحام
تم اختبار وتحليل بنية الخياطة المعدنية باستخدام ميكروسكوب معدني، النموذج WYJ-4XBD. تم ذلك لتحليل تأثيرات معاملات العملية المختلفة على بنية الخياطة المعدنية. تم اختبار قوة الشد للخياطة باستخدام آلة شد إلكترونية، النموذج FR-103C. يتم عرض المعدات في الشكل 2(b). تحصل قوة الشد P للخياطة بقسمة قوة الشد F على مساحة S للخياطة. يتم اختبار قوة الشد ثلاث مرات تحت كل معامل عملية، والمتوسط الذي يُحصل عليه هو قوة الشد للخياطة المقابلة لهذا المعامل. يتم ضبط سرعة التمدد لآلة الشد إلى 1 ملم/ثانية. يتم اختبار الصلابة الدقيقة لجزء خياطة العينة باستخدام جهاز قياس الصلابة الدقيقة، النموذج HV-1000. الحمل التجريبي هو 50g، ووقت الحمل هو 10 ثوانٍ.
|
(a) أداة اختبار قوة شد الخياطة |
(b) معدات اختبار بنية الخياطة الدقيقة |
(c) جهاز اختبار الصلابة الدقيقة للخياطة |
|
الشكل 2 معدات اختبار اللحام |
||
2 عملية تجريبية وتحليل النتائج
2.1 تأثير ليزر شبه الموصل على المظهر والقوة لخياطات اللحام
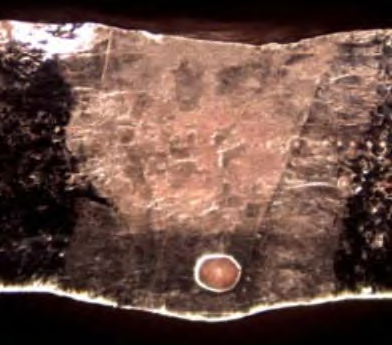
بعد العديد من التجارب الأولية، عند استخدام ليزر الألياف فقط لللحام (مع ضبط قوة ليزر شبه الموصل على 0W)، إذا كانت قوة ليزر الألياف 900W وسرعة اللحام 30mm/s، فإن خياطة اللحام ستنفذ بشكل كامل، لكنها عرضة لتكوين فقاعات داخل خياطة اللحام. كما هو موضح في الشكل 3(a)، في محاولات مستمرة لتحسين معلمات العملية مثل سرعة اللحام وقوة الليزر ل لحام الليزر بالألياف , لا تزال هناك ثقوب داخل خياطة اللحام. السبب في ذلك هو أن أثناء عملية ذوبان النحاس الأرجواني، يكون للليزر الليفي مدخل حراري كبير على النحاس ودرجة حرارة عالية، مما يزيد بشكل كبير من قابلية الذوبان للهيدروجين الموجود في الهواء داخل البركة المنصهرة. وفي الوقت نفسه، بسبب الموصلية الحرارية الجيدة للنحاس الأرجواني، فإن سرعة تبريد البركة المنصهرة تكون جدًا سريعة. التصلب السريع للبركة المنصهرة يؤدي إلى عدم تبخر الهيدروجين المذاب في البركة المنصهرة في الوقت المناسب من خياطة اللحام، مما يؤدي إلى وجود هيدروجين متبقٍ داخل خياطة اللحام وتكوين ثقوب في الخياطة. هذه الثقوب الداخلية في خياطة اللحام ستؤثر سلبًا على الخصائص الميكانيكية لوصلة اللحام.
تستخدم المقالة طريقة لحام مركبة باستخدام ليزر شبه موصل وليزر ألياف. يتم الحفاظ على قوة ليزر الألياف عند 900W وسرعة اللحام عند 30mm/s. تُضبط قوة ليزر شبه الموصل على 600W، 800W، و1000W على التوالي لتحليل تأثيرها على خياطة اللحام. عندما تكون قوة ليزر شبه الموصل 600W، كما هو موضح في الشكل 3(b)، توجد فقاعات داخل خياطة اللحام. عندما تكون قوة ليزر شبه الموصل 800W، كما هو موضح في الشكل 3(c)، لا توجد فقاعات داخل خياطة اللحام. هذا لأن ليزر شبه الموصل يمتلك قطر نقطة بؤرية يبلغ 0.8mm، مما يغطي نطاق تسخين أوسع. يوفر ليزر شبه الموصل تسخينًا مساعدًا حول خياطة اللحام، مما يقلل من معدل تبريد البركة المنصهرة. هذا يمنح الهيدروجين الذائب في البركة المنصهرة وقتًا كافيًا للتبخر من خياطة اللحام، دون ترك فقاعات متبقية. عندما تزيد قوة ليزر شبه الموصل إلى 1000W، يكون مظهر خياطة اللحام كما هو موضح في الشكل 3(d)، مع وجود فقاعات أكبر داخلها. قد يكون ذلك بسبب القوة العالية جدًا لليزر شبه الموصل، مما يؤدي إلى زيادة إجمالية في الإدخال الحراري. هذا يسبب تبخر العناصر ذائبة المنخفضة النقطة داخل النحاس ويترك تجاويف داخل خياطة اللحام.
|
(أ) قوة ليزر شبه الموصل هي 0W |
(ب) قوة ليزر شبه الموصل هي 600W |
|
(ج) قوة ليزر شبه الموصل هي 800W |
(د) قوة ليزر شبه الموصل هي 1000W |
|
الشكل 3 عرض مقطع لحام |
|
يتم اختبار قوة الشد للخياطة اللحام باستخدام جهاز اختبار الشد، عندما تكون معلمات قوة الليزر الألياف محددة عند 900W، وسرعة اللحام عند 30مم/ثانية، ومقدار الانحراف البؤري عند 0مم ثابتة، يتم إجراء تحليل لتأثير قوة الليزر شبه الموصل على قوة الشد للخياطة اللحام، مع تقديم النتائج في الشكل 4. عندما تكون قوة الليزر شبه الموصل محددة عند 0W و600W، لا يوجد تغيير كبير في قوة الشد للخياطة اللحام. وهذا لأن قوة 600W لا تؤثر بشكل كبير على شكل الخياطة اللحام. مشابه لما يحدث عندما تكون القوة عند 0W، تتشكل المسام داخل الخياطة اللحام، مما يؤدي إلى قوة شد تتراوح بين 160-161MPa. عندما تكون قوة الليزر شبه الموصل محددة عند 800W، تصل قوة الشد للخياطة اللحام إلى أعلى مستوى لها عند 238MPa، مما يمثل 80% من قوة الشد للمادة الأساسية النحاسية (والتي هي 292MPa). هذا يمثل زيادة بنسبة حوالي 50% في قوة الشد مقارنةً عندما تكون قوة الليزر شبه الموصل محددة عند 0W و600W. عندما تكون قوة الليزر شبه الموصل محددة عند 1000W، تنخفض قوة الشد للخياطة اللحام بشكل كبير. يحدث ذلك لأن قوة الليزر شبه الموصل مرتفعة جدًا، مما يؤدي إلى تبخر العناصر ذائبة المنخفضة، مما يقلل بشكل كبير من قوة الشد للخياطة اللحام.
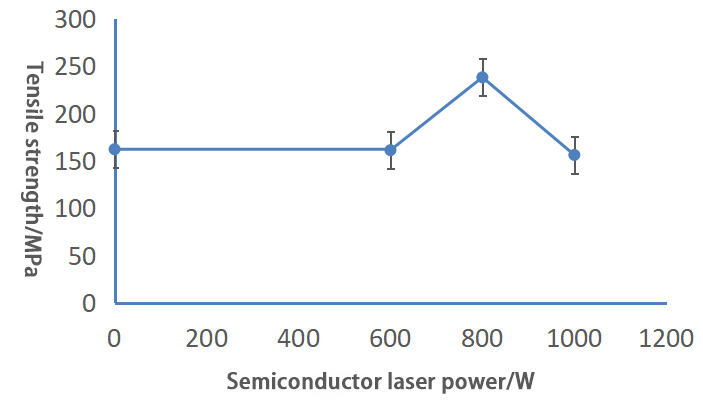
الشكل 4: مقاومة الشد للوصلات الملحومة تحت قوى مختلفة للليزرiconductor شبه الموصل
2.2 تأثير الليزر شبه الموصل على بنية الوصلة الدقيقة
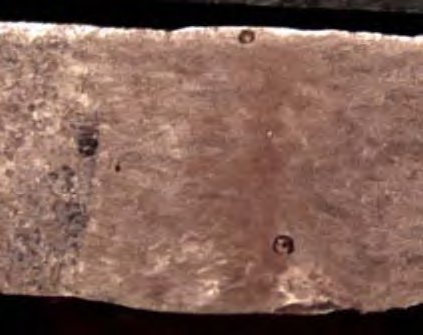
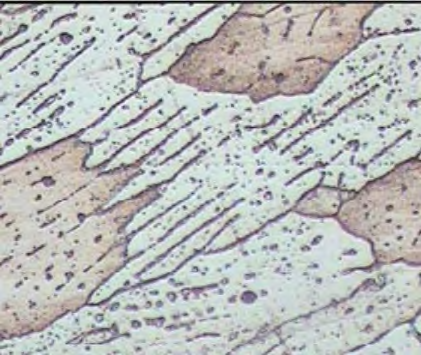
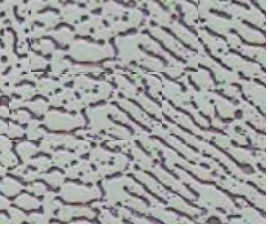
بقوة تبلغ 900 واط، يعمل جهاز اللحام الليزري الأليافي بسرعة 30 مم/ثانية، مع انحراف يبلغ 0 مم. تُظهر الصور المعدنية للميكروبنية لمناطق الانصهار عند قوى ليزر شبه موصلة مختلفة في الشكل 5. عندما تكون قوة الليزر شبه الموصل محددة عند 0 واط، فإن بنية منطقة الانصهار هي بنية بلورية خلوية نحيفة كما هو موضح في الشكل 5(a). عندما تكون قوة الليزر شبه الموصل محددة عند 600 واط و800 واط، تكون البنيات الدقيقة لمناطق الانصهار كما هو موضح في الشكل 5(b) والشكل 5(c) على التوالي. مع زيادة قوة الليزر شبه الموصل، تصبح البنية البلورية الخلوية تدريجيًا أكثر خشونة. وهذا لأن التدرج الحراري في منطقة الانصهار يكون كبيرًا نسبيًا، مما يؤدي إلى نمو الحبوب في اتجاه انتقال الحرارة، مما ينتج عنه بنيات بلورية خلوية دقيقة. عندما تكون قوة الليزر شبه الموصل محددة عند 1000 واط، تتحول بنية منطقة الانصهار، كما هو موضح في الشكل 5(d)، إلى بنية α-Cu أدق بكثير. وهذا بسبب معدل التبريد البطيء جدًا، مما يؤدي إلى تكوين حبوب α-Cu كبيرة.
|
(أ) قوة ليزر شبه الموصل هي 0W |
(ب) قوة ليزر شبه الموصل هي 600W |
|
(ج) قوة ليزر شبه الموصل هي 800W |
(د) قوة ليزر شبه الموصل هي 1000W |
|
الشكل 5: البنية الدقيقة لمنطقة الانصهار تحت قوى مختلفة للليزرiconductor |
|
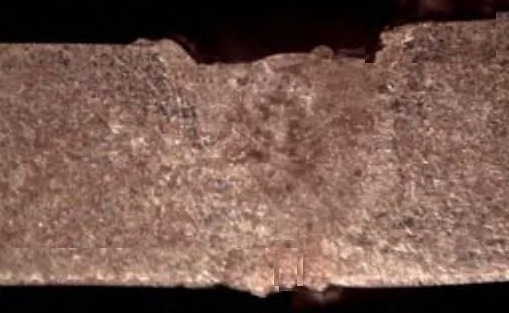
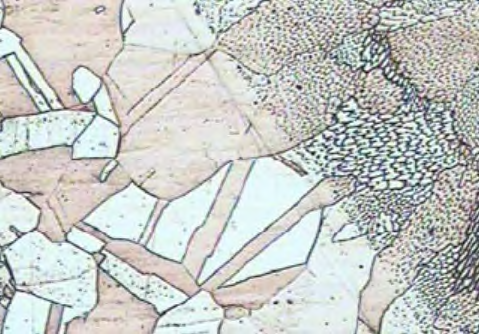
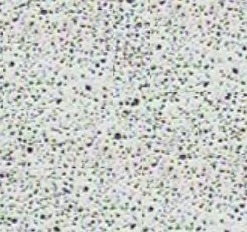
بقوة تبلغ 900 واط، يعمل جهاز اللحام بالليزر الأليافي بسرعة 30 مم/ثانية، مع انحراف يبلغ 0 مم. تُظهر الصور المعدنية للميكروبنية لمناطق التأثير الحراري عند قوى مختلفة للليزر شبه الموصل في الشكل 6. تتكون بنية مناطق التأثير الحراري بالكامل من α-Cu المُنضج. عندما تكون قوة الليزر شبه الموصل محددة عند 0 واط و600 واط، لا يتغير حجم الحبيبات في منطقة التأثير الحراري بشكل كبير، كما هو موضح في الشكل 6(a) والشكل 6(b). وهذا بسبب القوة النسبية المنخفضة للليزر شبه الموصل، والتي لا تؤثر بشكل ملحوظ على البنية الدقيقة للحام. عندما تكون قوة الليزر شبه الموصل محددة عند 800 واط، تكبر الحبيبات في منطقة التأثير الحراري بشكل ملحوظ، كما هو موضح في الشكل 6(c). عند زيادة القوة إلى 1000 واط، يستمر متوسط حجم الحبيبات في النمو، كما هو موضح في الشكل 6(d)، وذلك لأن زيادة قوة الليزر شبه الموصل تقلل من سرعة تبريد البركة المنصهرة. هذا يؤدي إلى تمديد وقت إعادة الذوبان وإعادة التبلور للبركة المنصهرة. يزيد كمية الحرارة والوقت التي تنتقل إلى منطقة التأثير الحراري، مما يمدد وقت نمو الحبيبات في هذه المنطقة، مما يؤدي بدوره إلى زيادة في حجم الحبيبات في منطقة التأثير الحراري.
|
(أ) قوة ليزر شبه الموصل هي 0W |
(ب) قوة ليزر شبه الموصل هي 600W |
|
(ج) قوة ليزر شبه الموصل هي 800W |
(د) قوة ليزر شبه الموصل هي 1000W |
|
الشكل 6: البنية الدقيقة للمنطقة المتضررة بالحرارة تحت قوى مختلفة للليزرiconductor |
|
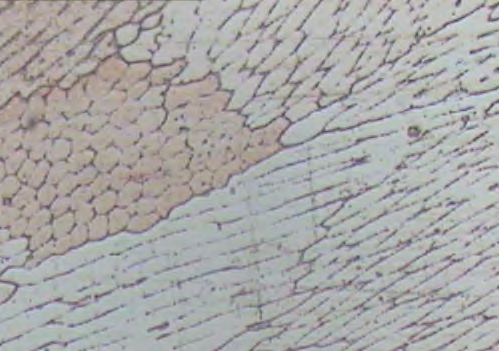
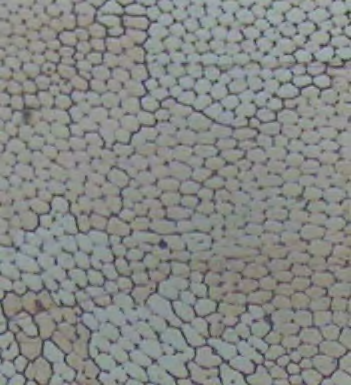
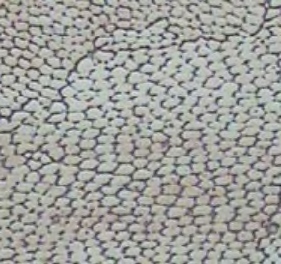
مع قوة تبلغ 900 واط، وسرعة لحام تبلغ 30 مم/ثانية، وكمية انحراف تساوي 0 مم للليزر الأليافي، يظهر البنية المعدنية الدقيقة في المنطقة المركزية للحام تحت قوى مختلفة للليزر شبه الموصل كما هو موضح في الشكل 7. عندما تكون قوة الليزر شبه الموصل محددة عند 0 واط، 600 واط، و800 واط على التوالي، فإن الصور المجهرية للبنية الدقيقة في مركز اللحام تظهر في الشكل 7(أ)، الشكل 7(ب)، والشكل 7(ج) على التوالي، وكلها تتكون من هيكل حبيبات متساوية المحاور. مع زيادة قوة الليزر شبه الموصل، يزداد تدريجيًا عدد الهياكل الحبيبية المتساوية المحاور. السبب في ذلك هو أن زيادة قوة الليزر شبه الموصل تؤدي إلى ارتفاع درجة الحرارة الكلية في مركز اللحام، مما يوفر وقتًا كافيًا لنمو الهياكل الحبيبية المتساوية المحاور. عندما تزيد قوة الليزر شبه الموصل إلى 1000 واط، تتحول البنية الدقيقة في مركز اللحام إلى حبيبات كبيرة من α-نحاس، كما هو موضح في الشكل 7(ب). السبب في ذلك هو انخفاض التدرج الحراري في مركز اللحام، مما يؤدي إلى تباطؤ معدل تبريد اللحام بشكل كبير، مما يسهل تكوين حبيبات كبيرة من α-نحاس.
|
(أ) قوة ليزر شبه الموصل هي 0W |
(ب) قوة ليزر شبه الموصل هي 600W |
|
(ج) قوة ليزر شبه الموصل هي 800W |
(د) قوة ليزر شبه الموصل هي 1000W |
|
الشكل 7 البنية الدقيقة للمنطقة المركزية لخياطة اللحام تحت قوى مختلفة للليزر شبه الموصل |
|
2.3 تأثير ليزر شبه الموصل على الخصائص الميكانيكية للخياطات
مع قوة الليزر الألياف محددة عند 900 واط، وسرعة اللحام 30 ملم/ثانية، ومقدار التشتت 0 مم، تظهر الصلابة الدقيقة تحت طاقات مختلفة للليزر شبه الموصل في الشكل 8. مع زيادة قوة الليزر شبه الموصل، تنخفض صلابة اللحام القصوى تدريجيًا. السبب في ذلك هو أن زيادة قوة الليزر شبه الموصل تمدد وقت التبريد والتبلور للمسبوك، مما يسمح للحبوب بالنمو الكامل. يؤدي الحجم الأكبر للحبوب إلى تقليل قيمة الصلابة الدقيقة للمادة. الاتجاه من منطقة اللحام نحو المادة الأساسية يظهر انخفاضًا أوليًا ثم ارتفاعًا، مع أعلى قيمة صلابة دقيقة ملاحظة في مركز منطقة اللحام. السبب في ذلك وجود حبوب صغيرة جدًا في هذه المنطقة، حيث يؤدي تكرير الحبوب إلى زيادة الصلابة. أقل قيمة للصلابة الدقيقة تحدث في المنطقة المتضررة بالحرارة. السبب في ذلك هو أن المنطقة المتضررة بالحرارة تكون في اتجاه انتقال الحرارة؛ درجة الحرارة الصغيرة تؤدي إلى حبوب نسبيًا أكبر، مما بدوره يقلل من الصلابة الدقيقة.
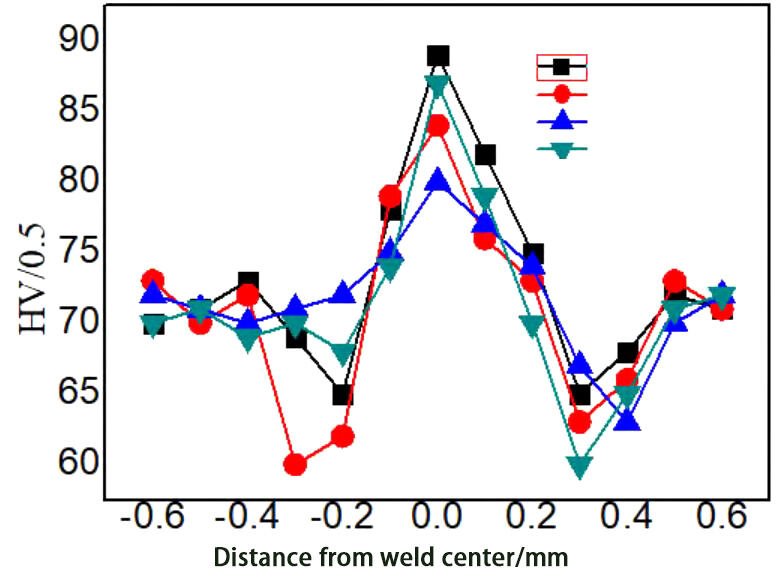
توزيع الصلابة الدقيقة لروابط اللحام تحت قوى مختلفة للليزرiconductor
3 الاستنتاج
مقارنة مع التقليدي لحام بالليزر ، ليس من الضروري تسخين النحاس مسبقًا أو معالجة سطحه. باستخدام الليزرات المركبة من الألياف والليزرiconductor، يمكن لحام النحاس في خطوة واحدة، مما يقلل من عملية التصنيع ويوفر تكاليف الإنتاج. هذا يقدم مرجعًا تقنيًا ذا قيمة للإنتاج الفعلي.
خلال عملية اللحام، يوفر الليزر شبه الموصل تسخينًا مساعدًا لللحام، مما ينتج قوة شد أعلى في اللحام بدون تكوين المسام عند ضبط القوة على 800 واط. تؤثر قوة الليزر شبه الموصل بشكل كبير على البنية الدقيقة للحام. مع زيادة قوة الليزر شبه الموصل، تصبح بنية الكريستال الخلوية في منطقة الانصهار تدريجيًا أكثر خشونة؛ يزداد حجم الحبوب في المنطقة المتضررة بالحرارة؛ ويزداد حجم الجسيمات في البنية البلورية المتساوية في مركز اللحام. سيؤدي الحجم الأكبر للحبوب إلى تقليل الصلابة الدقيقة للحام.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR