 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
วิธีการปั่นขั้วสองขั้วถูกเสนอใช้เป็นหลักในการปรับปรุงความสามารถของปั่นเลเซอร์ให้กับความแม่นยําการประกอบ, เพิ่มความมั่นคงของกระบวนการปั่น และปรับปรุงคุณภาพปั่น, โดยเฉพาะสําหรับปั่นแผ่นบางและอัล...
ติดต่อเรา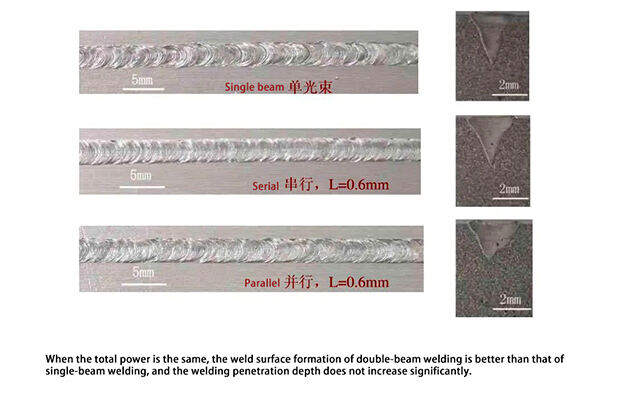
วิธีการปั่นขั้วสองขั้วถูกเสนอใช้หลักๆเพื่อเพิ่มความสามารถในการปรับปรุงของ การเชื่อมเลเซอร์ เพื่อให้มีความแม่นยําในการประกอบ, เพิ่มความมั่นคงของกระบวนการผสมและปรับปรุงคุณภาพผสม โดยเฉพาะสําหรับการปั่นแผ่นบางและเหล็กเหล็กอลูมิเนียม การปั่นเลเซอร์แบบมีแสงสองหลอด สามารถแยกเลเซอร์ชนิดเดียวกันออกเป็นสองหลอดแยกกันเพื่อปั่น โดยใช้วิธีทางออปติก หรือสามารถใช้เลเซอร์สองชนิดที่แตกต่างกันในการผสมผสาน โดยการเปลี่ยนแปลงพลังงานของรั้ว, ระยะทางระหว่างรั้ว, และแม้กระทั่งรูปแบบการกระจายพลังงานของสองรั้ว, สนามอุณหภูมิการผสมผสานสามารถปรับได้อย่างสะดวกและยืดหยุ่น. นี้เปลี่ยนรูปแบบการมีของรูและรูปแบบการไหล แต่มันยังมีความสามารถปรับตัวได้ดีต่อวัสดุและข้อต่อที่ยากที่จะปั่นด้วยปั่นเลเซอร์ที่ปกติ .
1.หลักการปั่นเลเซอร์ 2 ราศี
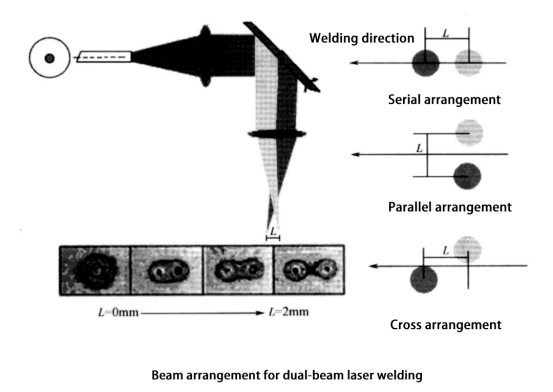
การปั่นเลเซอร์แบบสองรังสี หมายถึงการใช้เลเซอร์สองรังสีพร้อมกันระหว่างกระบวนการปั่น. การจัดวางรังสี, ระยะห่างรังสี, มุมที่สร้างขึ้นโดยรังสีสองรังสี, สถานที่ตั้งเป้าหมาย, และอัตราส่วนพลังงานของ
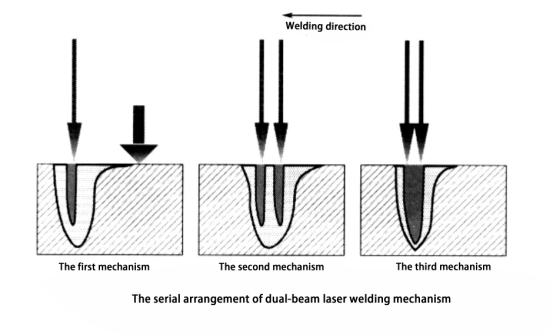
สําหรับระบบสอดเลเซอร์ 2 ช่วง มีการจัดลําดับเป็นลําดับ มีกลไกการปั่นที่แตกต่างกัน 3 แบบ ขึ้นอยู่กับระยะระหว่าง 2 ราง
1) ในกลไกการปั่นแบบแรก ระยะระหว่างสองรั้วค่อนข้างใหญ่ รางหนึ่งมีความหนาแน่นของพลังงานที่สูงขึ้นและถูกเน้นบนพื้นผิวของชิ้นงานเพื่อผลิตหลุมกุญแจในการปั่น ; ขณะที่รังสีอีกรังสีมีความหนาแน่นของพลังงานต่ํากว่าและใช้เป็นแหล่งความร้อนสําหรับการรักษาความร้อนก่อนหรือหลังการผสม กลไกสลัดนี้ทําให้อัตราการเย็นของสระลัดสลัดสามารถควบคุมได้ในช่วงที่กําหนดไว้ ซึ่งเป็นสิ่งที่ดีต่อการสลัดวัสดุที่มีความรู้สึกต่อการแตกสูง เช่น เหล็กคาร์บอนสูงและเหล็กสแตนเลียม และยังสามารถปรับปรุงความแข็งแรงของ
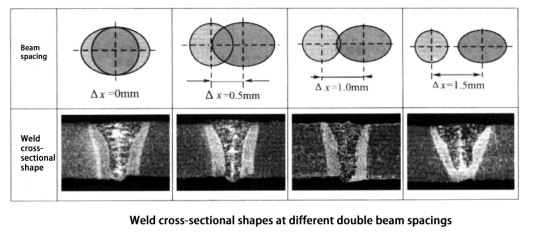
2) ในกลไกการปั่นแบบที่สอง ระยะทางระหว่างจุดจุดจุดของขั้วสองคันคันค่อนข้างเล็ก สองรั้วผลิตสองหลุมกุญแจแยกแยกในสระผสมผสานเดียว , ส่งผลให้มีการเปลี่ยนแปลงในรูปแบบการไหลของโลหะหลอม นี้ช่วยป้องกันความบกพร่อง เช่นการตัดล่างและการออกนอกของขนผสมผสาน
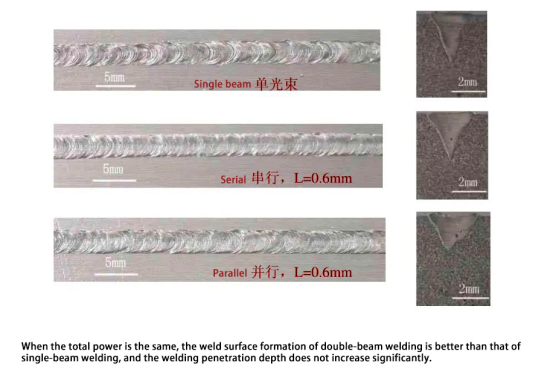
3) ในกลไกการปั่นแบบที่สาม ระยะระหว่างสองรั้วเล็กมาก และในเวลานี้ สองรั้วผลิตรูกุญแจเดียวกันในสระป้อน . เมื่อเทียบกับการปั่นเลเซอร์แบบรังสีเดียว ขนาดของหลุมกุญแจนี้ใหญ่กว่า และไม่ค่อยจะปิด , ทําให้กระบวนการผสมผสานมีความมั่นคงมากขึ้น และก๊าซจะปล่อยง่ายขึ้น
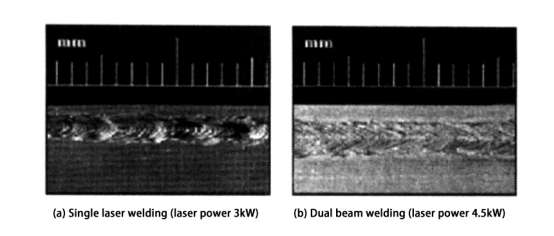
ในระหว่างกระบวนการผสมผสาน, กลไกเลเซอร์สองหลอดยังสามารถตั้งอยู่ในมุมหนึ่งกับอีกหนึ่ง และกลไกผสมผสานของมันคล้ายกับกลไกผสมผสานแบบคู่คู่. ผลการทดลองแสดงให้เห็นว่า, โดยการใช้ 2 หลอดเลเซอร์ oo
2.วิธีการนํามาใช้ การปั่นเลเซอร์ 2 ราง
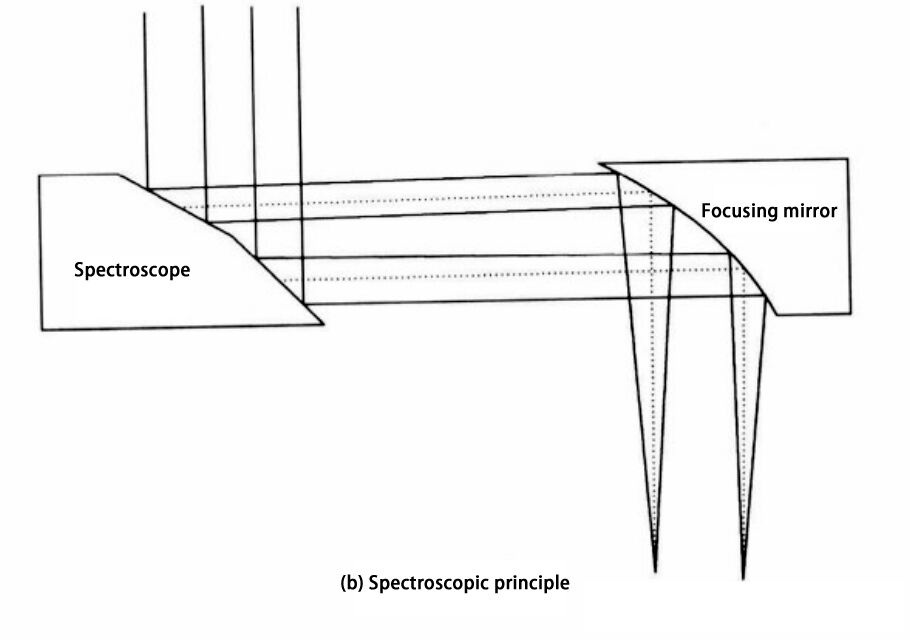
การได้รับรังสีสองรังสีสามารถบรรลุได้โดยการรวมรังสีเลเซอร์ที่แตกต่างกันสองรังสี หรือโดยการใช้ระบบแยกรังสีแสงเพื่อแยกรังสีเลเซอร์หนึ่งเป็นสองสําหรับการปั่น. เพื่อแยกรังสีออกเป็นสองพลังงานที่แตกต่างกัน, รังสี
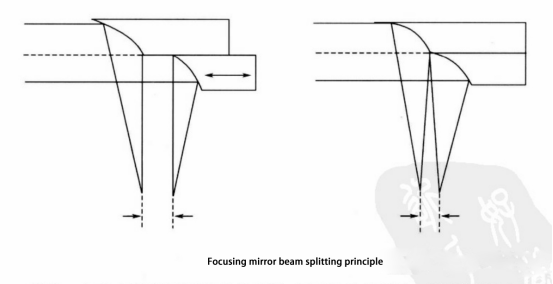
นอกจากนี้, เครื่องสะท้อนแสงสามารถใช้เป็นกระจกแยกรังสี, โดยมีรังสีสุดท้ายในเส้นทางทางแสงเป็นเครื่องแยกรังสี. เครื่องสะท้อนแสงชนิดนี้ยังเรียกว่า เครื่องสะท้อนแสงริจ, พื้นที่สะท้อนแสงของมันไม่ใช่ระดับหนึ่ง แต่ประกอบด้วย
เมื่อใช้หลอดเลเซอร์สองชนิดที่แตกต่างกันเพื่อสร้างหลอดสองแบบ มีวิธีการรวมกันหลายแบบ. ลาเซอร์ CO2 คุณภาพสูงที่มีการกระจายพลังงาน Gaussian สามารถใช้ในการผสมผสานหลัก โดยได้รับการช่วยเหลือจากเลเซอร์ครึ่งนําที่มีการกระจายพลังงานสี่เหลี่ย
3.หลักการปั่นเลเซอร์ 2 ราศี
3.1 การปั่นเลเซอร์ขั้วสองขั้วของแผ่นเหล็กกระดาษ
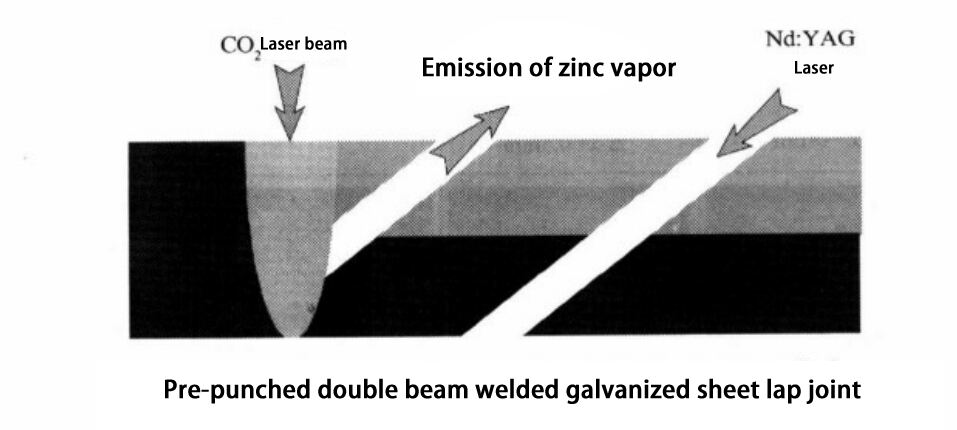
แผ่นเหล็กกระปุกเป็นวัสดุที่ใช้กันทั่วไปในอุตสาหกรรมรถยนต์. จุดละลายของเหล็กอยู่ที่ประมาณ 1500 ° C, ส่วนจุดเดือดของปูนเป็น 906 ° C เท่านั้น. ดังนั้น, เมื่อใช้วิธีการผสม, ปูนปูนปูนจํานวนมากมัก
การปั่นเลเซอร์ขั้วสองขั้วสามารถแก้ปัญหาคุณภาพการปั่นที่เกิดจากควาลซิงค์ได้. วิธีหนึ่งคือการควบคุมเวลาการดํารงอยู่และความเร็วในการเย็นของสระหลอมโดยการตรงกันอย่างสมเหตุสมผลกับพลังงานของสองขั้ว ซึ่งเป็นประโยชน์สําหรับการหลุดออกจากคว
3.2 การปั่นเลเซอร์ขั้วสองขั้วของเหล็กสลัดอลูมิเนียม
เนื่องจากคุณสมบัติเฉพาะของวัสดุสับสับสับอลูมิเนียม, การสับเลเซอร์มีปัญหาดังต่อไปนี้: อัตราการดูดซึมเลเซอร์โดยสับสับอลูมิเนียมต่ํา, โดยอัตราการสะท้อนเริ่มต้นบนพื้นผิวของร
การวิจัยแสดงให้เห็นว่าเมื่อผสมผสมอลูมิเนียม 5000 หนา 2 มม. กระบวนการผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสม
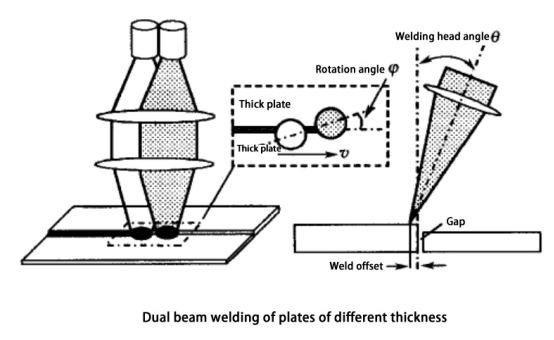
3.3 การปั่นแผ่นหนาไม่เท่ากันด้วยขั้วสองขั้ว
ในการผลิตอุตสาหกรรม, มันมักจําเป็นที่จะเชื่อมสองแผ่นโลหะหรือมากกว่าของความหนาและรูปร่างที่แตกต่างกันด้วยกันเพื่อทําแผ่นที่ผสม. โดยเฉพาะอย่างยิ่งในการผลิตรถยนต์, การใช้แผ่นที่ผสมกําลังกลายเป็นมากขึ้นและแพร่หลาย
โดยการผสมผสานแผ่นที่มีสเปซิเคชั่นต่าง ๆ, การเคลือบผิว, หรือผลงานด้วยกัน, มันสามารถเพิ่มความแข็งแรง, ลดการบริโภค, และลดน้ําหนัก. ในการผสมแผ่นผสาน, การผสมผสานเลเซอร์ของแผ่นที่มีความหนาที่
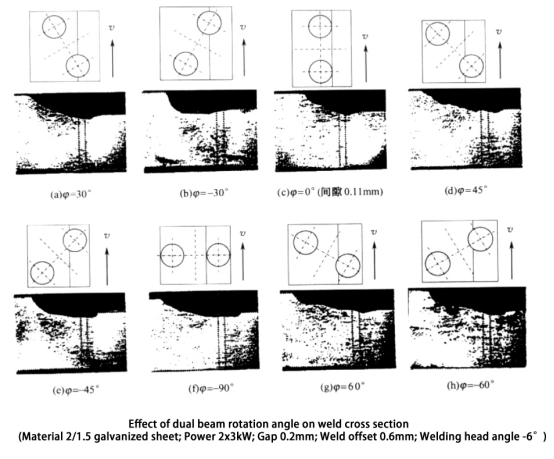
ปริมาตรกระบวนการหลักของการปั่นขั้วสองขั้วสําหรับแผ่นที่มีความหนาไม่เท่ากันสามารถแบ่งออกเป็นปริมาตรปั่นและปริมาตรแผ่น, ดังที่แสดงในรูป. ปริมาตรปั่นรวมถึงพลังงานของสองเลเซอร์, ความเร็วปั่น, ตําแ
โดยทั่วไป, กระบวนการปั่นที่มั่นคงและมีประสิทธิภาพสามารถบรรลุได้เมื่อจุดจุดเฉพาะบนผิวแผ่นบาง. มุมหัวปั่นมักถูกเลือกให้อยู่รอบ 6 องศา. หากความหนาของสองแผ่นค่อนข้างใหญ่, มุมหัวปั่นบวกสามารถนํามาใช้,
เมื่อผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผสมผ
ในกรณีนี้, ราศีหน้าต้องเจาะแผ่นเย็น, ความเร็วการปั่นต่ํากว่าที่มีมุมหมุนราศีบวก. และ, เนื่องจากผลการทําความร้อนก่อนของราศีหน้า, ราศีต่อไปจะหลอมวัสดุแผ่นหนามากขึ้นในพลังงานเดียวกัน. ในกร
3.4 การปั่นเลเซอร์ขั้วสองขั้วของแผ่นหนา
ด้วยการปรับปรุงระดับพลังงานเลเซอร์และคุณภาพรังสี, มันกลายเป็นความจริงที่จะใช้การปั่นเลเซอร์สําหรับแผ่นหนา. อย่างไรก็ตาม, เนื่องจากค่าใช้จ่ายสูงของเลเซอร์พลังงานสูง, และความต้องการทั่วไปสําหรับการเติมโลหะในการปั่นแผ่นหนา, มี
