 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
ผลกระทบของพลาสมาในกระบวนการเชื่อมด้วยเลเซอร์ ในกระบวนการเชื่อมด้วยเลเซอร์ พลาสมานับเป็นปรากฏการณ์ที่พบได้ทั่วไป ซึ่งมีผลสำคัญต่อประสิทธิภาพและความแม่นยำของการเชื่อม พลาสมามีองค์ประกอบหลักจากก๊าซที่ถูกไอออไนซ์ โดยที่อะตอมหรือโมเลกุลใน...
ติดต่อเรา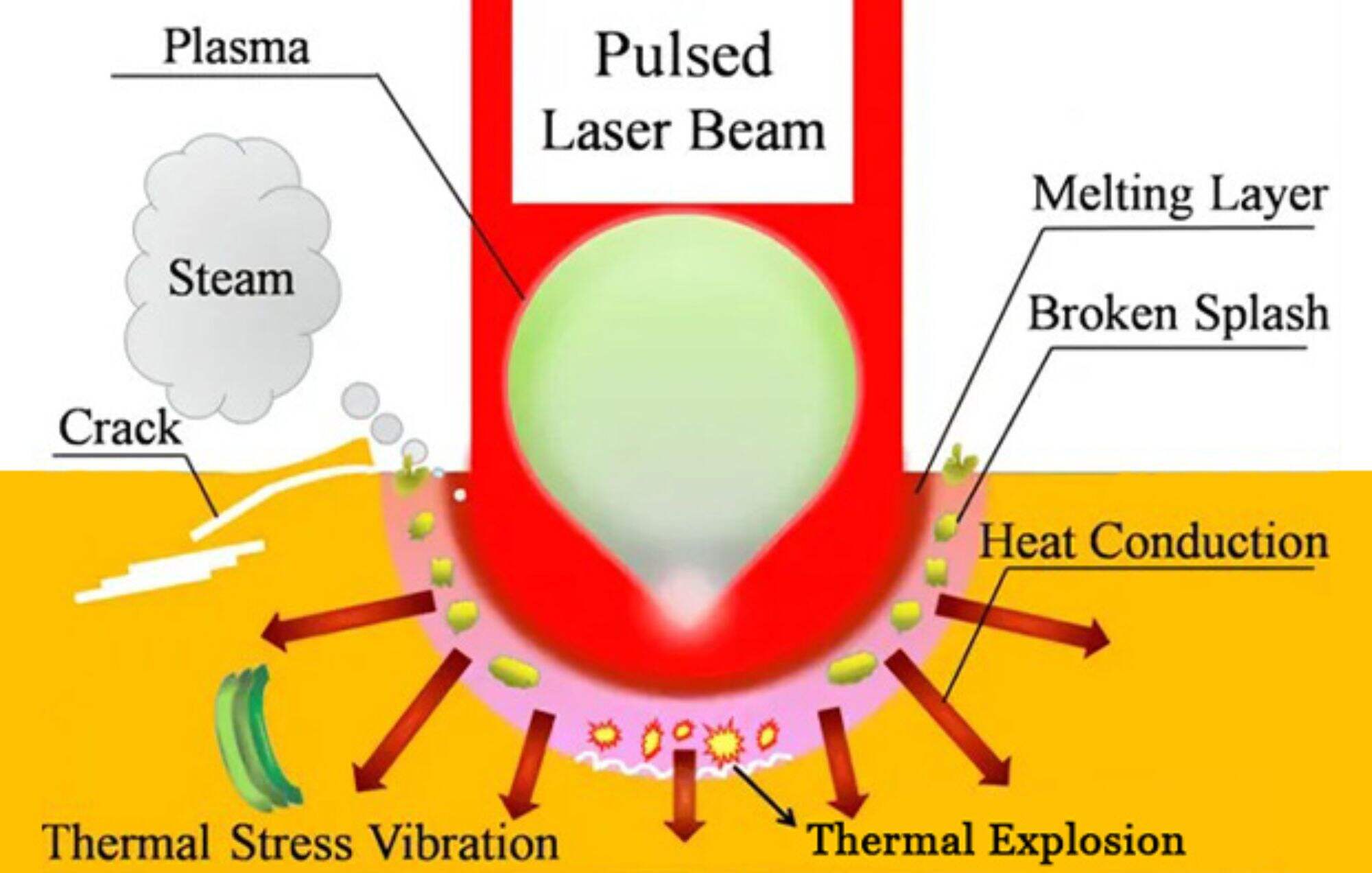
ผลของพลาสมาในกระบวนการปั่นเลเซอร์
ใน การเชื่อมเลเซอร์ โปรแกรม, พลาสมาเป็นปรากฏการณ์ที่พบบ่อย ซึ่งมีผลสําคัญต่อผลและคุณภาพของกระบวนการผสม. พลาสมาประกอบด้วยก๊าซที่เป็นไอโอเนียส โดยที่อะตอมหรือโมเลกุลในก๊าซจะสูญเสียหรือเพิ่มอิเล็กตรอน
1.1 ปลาสมาอิฟเฟ็คต์ - ปลาสมานิยาม
การผลิตพลาสมา
ใน การเชื่อมเลเซอร์ การผลิตพลาสมามักจะดําเนินการตามขั้นตอนต่อไปนี้
แสงเลเซอร์: เมื่อแสงเลเซอร์พลังงานสูงชนผิวของชิ้นงาน มันเริ่มทําความร้อนผิว ทําให้วัสดุหายไปอย่างรวดเร็ว
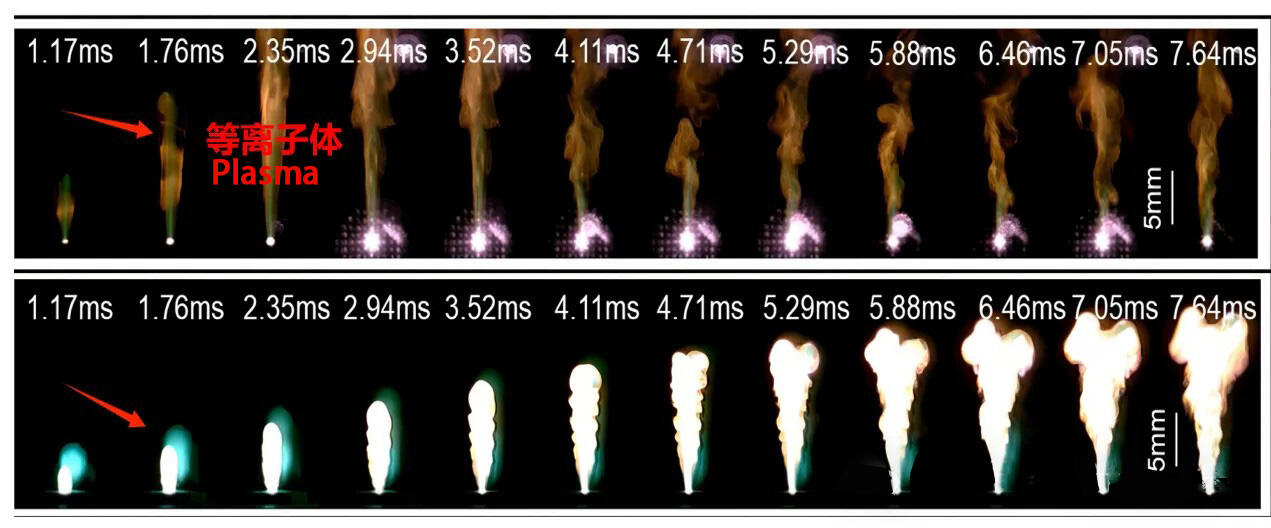
การเชื่อมเลเซอร์ โดยปกติจะสวมถึงหมุนเวียนไฟ ซึ่งรวมถึงระบายไฟ, แสงเหลือง, แสงฟ้า และแสงม่วง
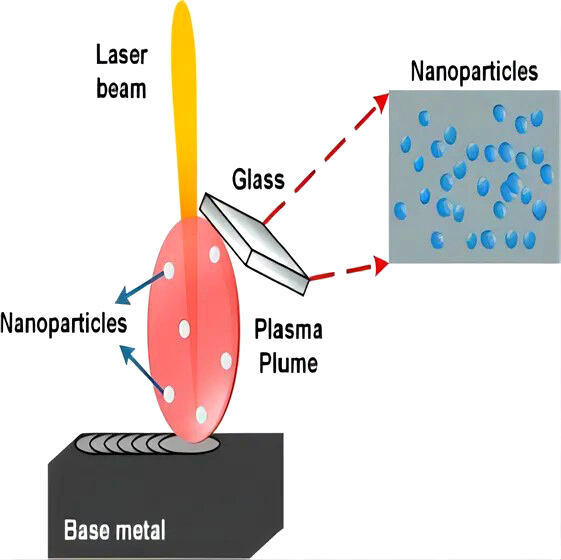
ความหมายของพลาสมา: พลาสมาที่เกิดจากการปั๊มผสมของวัสดุโลหะเนื่องจากรังสีเลเซอร์ระหว่างกระบวนการผสมเลเซอร์เรียกว่า พลาสมาที่เกิดจากแสงสว่าง ส่วนประกอบหลักของพลาสมาที่เกิดจากแสงสว่างคือ ค
พลาสมา หรือที่รู้จักกันในชื่อก๊าซที่ประกอบด้วยสารประกอบด้วยไอออนที่เกิดจากการประกอบไอออนของอะตอมหรือกลุ่มอะตอมที่มีอิเล็กตรอนถูกถอดทิ้งบางส่วน เป็นก๊าซที่ประกอบด้วยสารประกอบด้วยสารประกอบด้วย
1.2 ผลของพลาสมา - การสร้างพลาสมา
การเหยื่อและการยอนของวัสดุ: เนื่องจากพลังงานสูงของเลเซอร์ วัสดุที่เหยื่อ (โดยทั่วไปคือควาบโลหะ) จะซึมพลังงานเลเซอร์มากขึ้น เมื่อพลังงานสูงพออะตอมและโมเลกุลในควาบจะยอนเพื่อสร้างพลาสมา
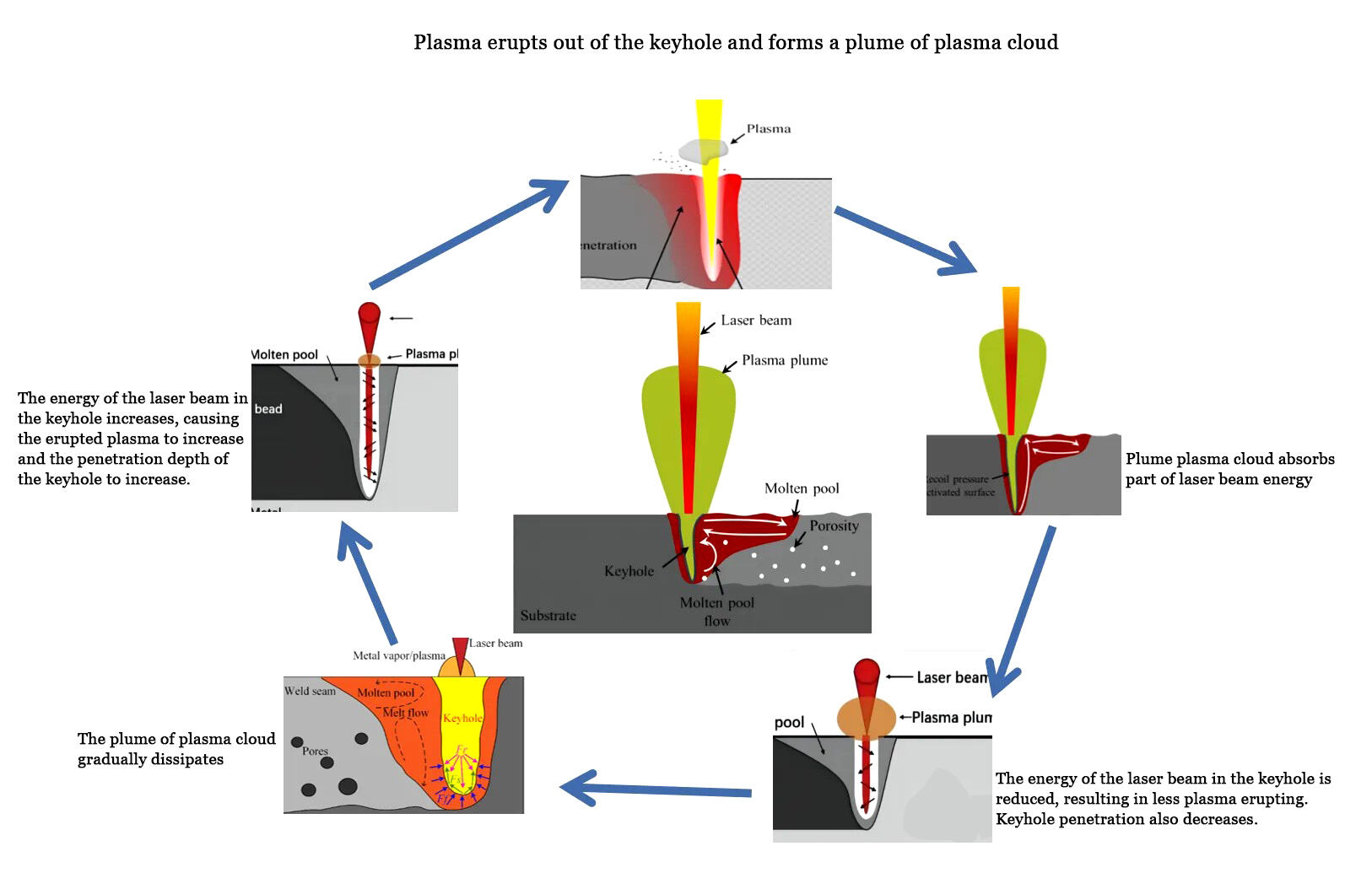
การสร้างเมฆพลาสมา: พลาสมาที่เกิดขึ้นจะสร้างโครงสร้างคล้ายเมฆ ซึ่งอยู่ระหว่างรังเลเซอร์และพื้นผิวของชิ้นงาน เนื่องจากอุณหภูมิสูงและคุณสมบัติความหนาแน่นสูง เมฆพลาสมาสามารถดูดซึมและกระจายพลัง
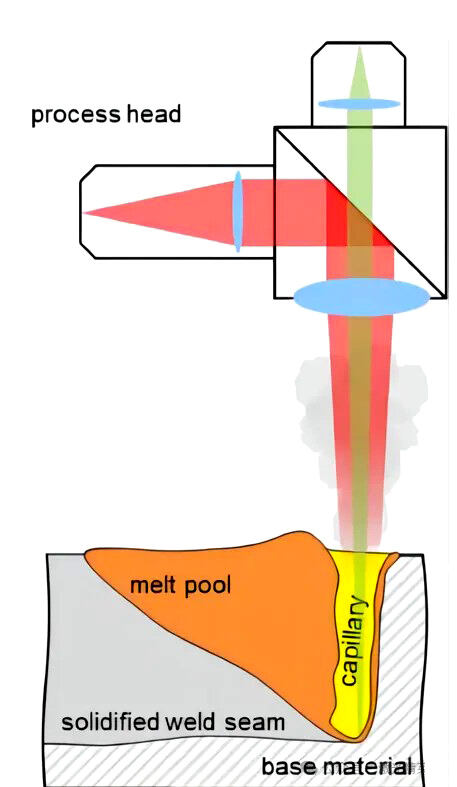
ในกระบวนการผสมผสานแบบเจาะลึกด้วยเลเซอร์ เมื่อความหนาแน่นของพลังงานของเลเซอร์ที่เกิดขึ้นมากพอ มันสามารถทําให้โลหะระเหยและสร้างหลุมกุญแจในสระน้ําหลอมได้พร้อมกัน อิเล็กตรอนอิสระในควายโลหะที่ฉีดจากพื้น
1.3 ผลในพลาสมา - อัตราการเกิดขึ้นของพลาสมา
1.4 บทบาทของพลาสมาในการถ่ายทอดพลังงาน
ในกระบวนการผสมเลเซอร์พลังงานสูง เมื่อรังเลเซอร์ที่มีความหนาแน่นของพลังงานสูงออกอย่างต่อเนื่อง พลังงานจะโอนไปยังผิวของชิ้นงาน การละลายและการเหยื่อโลหะอย่างต่อเนื่อง เมฆควายจะฉีดขึ้นอย่างรวดเร็วจากหลุม
หลังจากที่พลาสมาเกิดขึ้น มันจะหักและดูดซึมรังสีแสงที่เกิดขึ้น ส่งผลให้เกิดการสะท้อน, การกระจายและการซึมซึม ซึ่งสามารถป้องกันรังสีเลเซอร์ได้
1.5 การสลายเลเซอร์โดยพลาสมา
เพลสมาสะสมมากขึ้น มันจะส่งผลต่อการปั่นเลเซอร์มากขึ้น เลเซอร์จะแยกออกไปมากขึ้น ความหนาแน่นของพลังงานจะต่ําลง ส่งผลให้ความลึกในการละลายลดลงอย่างคมชัด ดังนั้นปัญหาทั่วไป เช่น การปั่นไม่สมบูรณ์แบบมักจะเกิดขึ้นเพราะการไม่มีก๊าซป้อง
ผลของเลนส์ลบในพลาสมา
สากลเป็นสื่อที่หนาแน่นทางออนไลน์ ส่วนพลาสมาเป็นสื่อที่แคบทางออนไลน์ ผลการหดของเลเซอร์เป็นผลการหันห่างของรังเลเซอร์ ทําให้การทํางานของเลเซอร์ที่เน้นได้ลดลง และทําให้เลเซอร์หันห่าง
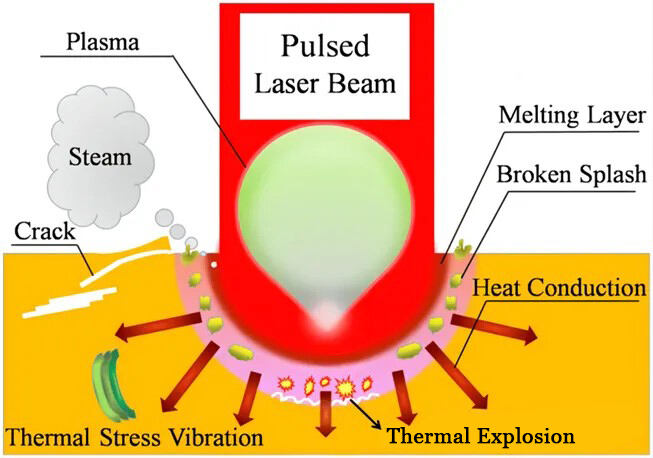
เช่นที่แสดงในภาพด้านบน: พลาสมาเป็นเหมือนเลนส์, อยู่ระหว่างวัสดุและเลเซอร์. วิธีการเป่าที่แตกต่างกันจะนําไปสู่ผลการปั่นที่แตกต่างกัน: การเป่าข้างอาจไม่เป่าพลาสมา, และการเป่าตรงดีกว่า
1.6 การดูดซึมแสงเลเซอร์โดยพลาสมา
การดูดซึมพลังงานเลเซอร์โดยพลาสมาทําให้อุณหภูมิและระดับการยอนของมันเพิ่มขึ้นต่อเนื่อง
การดูดซึมแบบปกติ หรือเรียกอีกชื่อว่า การดูดซึมแบบเบรมสตรีลิ่งกลับ หมายถึงสถานการณ์ที่อิเล็กตรอนถูกตื่นเต้นโดยสนามไฟฟ้าเลเซอร์ และต้องผ่านการสั่นสะเทือนความถี่สูง พวกเขาชนกับอนุภาครอบข้าง (ส่วนใหญ่เป็นไอออน)
การดูดซึมแบบผิดปกติหมายถึงกระบวนการที่พลังงานเลเซอร์ถูกแปลงเป็นพลังงานคลื่นพลาสมา ผ่านกลไกที่ไม่ชนกันหลายชุด แล้วเปลี่ยนเป็นพลังงานความร้อนพลาสมา ผ่านกลไกการระบายที่แตกต่างกัน ซึ่งนําไปสู่อากาศและระบ
เนื่องจากผลสัมผัสของพลาสมาต่อเลเซอร์, เพียงส่วนหนึ่งของพลังงานเลเซอร์ที่เกิดขึ้นสามารถเจาะเข้าไปในพลาสมาและถึงพื้นผิวของชิ้นงาน. นี้เพิ่มการสูญเสียการส่งพลังงานในเส้นทางทางออทคติกภายนอก (จากเลเซอร์ qbh ไป
1.7 การดันผลของพลาสมา
ปัจจัยหลักที่ส่งผลต่อดัชนีการหดของพลาสมาและผลเลนส์ลบคือ
ความหนาแน่นของพลังงานเลเซอร์:
ความหนาแน่นของพลังงานที่สูงขึ้น ความร้อนของพลาสมาที่สูงขึ้น ซึ่งหมายความว่า ความหนาแน่นของอิเล็กตรอนในพลาสมาที่สูงขึ้น ความหนาแน่นของอิเล็กตรอนที่สูงขึ้น อัตราการหดน้อยลง โดยเพิ่มผลของเลนส์ลบ
ความยาวคลื่นเลเซอร์:ความสัมพันธ์ระหว่างความยาวคลื่นและความถี่มุมคือ ω = 2πc / λ (ซึ่ง c คือความเร็วของแสง และ λ คือความยาวคลื่น) ยิ่งความยาวคลื่นเลเซอร์ใหญ่ ความถี่มุมและดัชนีการหดน้อยลง ดังนั้นผลเล
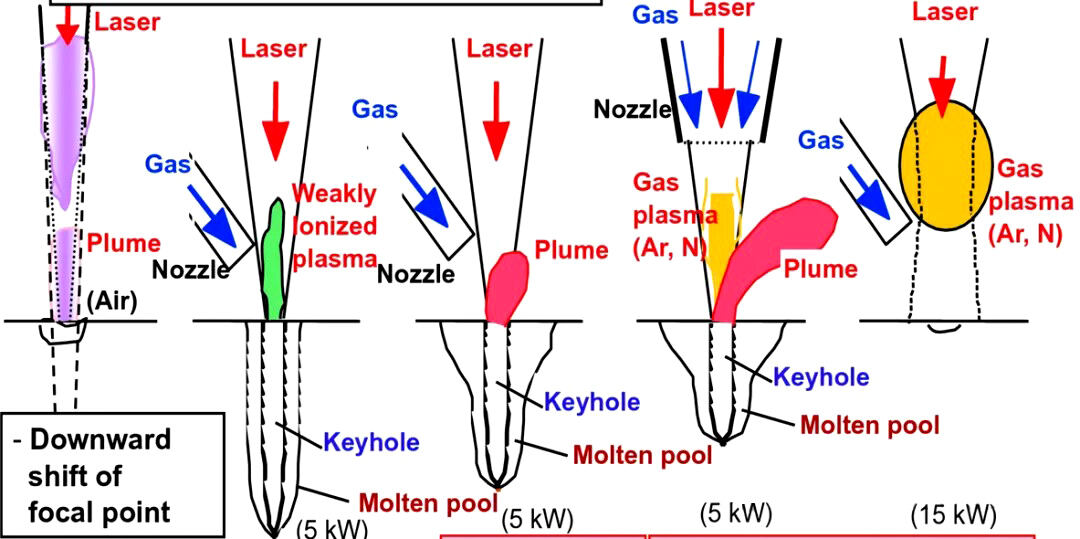
ประเภทแก๊สป้องกัน: ภายใต้อุณหภูมิที่เหมือนกัน อาร์กอนมีระดับการประกอบไอโอเนียสชั่นที่ใหญ่กว่า ส่งผลให้มีความหนาแน่นของอิเล็กตรอนที่ใหญ่กว่าและดัชนีการหดที่ต่ํากว่า ทําให้ผลเลนส์
การไหลของก๊าซป้องกัน:การเพิ่มอัตราการไหลของก๊าซในช่วงที่กําหนดไว้ สามารถพัดเมฆพลาสมาออกไปเหนือสระน้ําหลอม
วัสดุที่จะเชื่อม: โดยปกติแล้วไม่มีทางเลือก เมื่อจุดหลอมเหลวของวัสดุที่จะเชื่อมต่ำและสามารถไอออนได้ง่าย ความหนาแน่นของอิเล็กตรอนในพลาสมาจะเพิ่มขึ้น ส่งผลให้เกิดผลกระทบของเลนส์ลบอย่างมาก หากผลกระทบนี้ส่งผลต่อเลเซอร์มากกว่าที่คาด การใช้กระบวนการประมวลผลแบบลำแสงพลังงานสูงอื่น เช่น ลำแสงอิเล็กตรอน ควรได้รับการพิจารณา
มีปัจจัยหลายอย่างที่ส่งผลต่อพลาสมาในระหว่างกระบวนการผสม ซึ่งสามารถสรุปได้ดังนี้
ความยาวคลื่นเลเซอร์: ค่าจุดไฟและขั้นต่ําการบํารุงรักษาของพลาสมาจะสัดส่วนกับกําลังสองของความยาวคลื่น. เลเซอร์คลื่นสั้น (แสงสีฟ้า,แสงสีเขียว) มีเวลาบํารุงรักษาพลาสมาที่สั้นและกระบวน
ความหนาแน่นของพลังงานเลเซอร์: อุณหภูมิอิเล็กตรอนและความหนาแน่นของพลาสมาเพิ่มขึ้นกับการเพิ่มความหนาแน่นของพลังงานเลเซอร์ ความหนาแน่นของพลังงานที่เกินขั้นต่ําคือสาเหตุหลักของความไม่มั่นคงของพลาสมา
ขนาดจุด: กว้างของจุดที่เล็กยิ่งกว่า ค่าจุดไฟพลาสมาและค่ารักษาที่สูงยิ่งขึ้น (สามารถหลีกเลี่ยงการปั่นระยับได้)
คุณสมบัติของวัสดุ: ความหนาแน่นและพลังงานการประกอบประกอบประกอบของวัสดุมีอิทธิพลมากต่อพลาสมา. พลังงานการประกอบประกอบประกอบประกอบประกอบประกอบประกอบประกอบประกอบประกอบ
ก๊าซและความดันภายใน: โดยทั่วไปเชื่อว่าก๊าซที่มีการนําไฟที่ดีและพลังงานการย่อยสูงมีค่าการจุดไฟของพลาสมาสูงและขั้นต่ําการบํารุงรักษา. ความดันอากาศภายในที่ต่ํากว่า, อุณหภูมิอิเล็กตร
การไหลของก๊าซ:เมื่ออัตราการไหลของก๊าซรอบตัวเพิ่มขึ้น พลังงานของพลาสมาจะลดลง โดยลดอัตราการดูดซึมของเลเซอร์ ซึ่งยังสามารถลดผลกระทบของพลาสมาต่อกระบวนการผสมผสาน
ความเร็วในการผสม: อุณหภูมิของพลาสมาเพิ่มขึ้นเมื่อความเร็วในการผสมลดลดลง. ความเร็วในการผสมลดต่ํากว่านั้น การผลิตพลาสมาจะง่ายขึ้นและไม่มั่นคงมากขึ้น. ในระดับหนึ่ง การเพิ่มความเร็วยังสามารถปรับปรุงความมั่นคงของกระบ
ควบคุมพลาสมาโดยการเปลี่ยนแปลงปัจจัยบางส่วนข้างต้น เพื่อลดหรือกําจัดการแทรกแซงกับเลเซอร์
วิธีควบคุมประกอบด้วย:
การสลัดสวิง: หัวการประมวลผลเลเซอร์สวิงไปกลับตามทิศทางการสลัด หลังจากที่หลุมกุญแจปรากฏขึ้นและก่อนที่พลาสมาจะเกิดจุดแสงจะเคลื่อนย้ายไปทางด้านหลังของสระสลัดหรือสถานที่อื่นทันทีเพื่อหลีกเลี่ยง
การปั่นเลเซอร์ด้วยแรงกระแทก: ปรับแรงกระแทกและความถี่ของเลเซอร์เพื่อทําให้เวลาการฉายแสงของเลเซอร์น้อยกว่าเวลาการสร้างพลาสมา
การปั่นความดันต่ํา: การปั่นความดันต่ํา เมื่อความดันต่ํากว่าระดับหนึ่ง ความหนาแน่นของระเหยโลหะบนพื้นผิววัสดุและภายในหลุมลุ้นน้อย และพลาสมาหายไป
ก๊าซป้องกันการระเบิด:
หนึ่งคือการใช้ก๊าซช่วยในการพัดพลาสมาออกไป
วิธีอื่นคือการกดกดการยอดไอโอเนชั่นของก๊าซแวดล้อมและกดปั๊มไอออนโลหะโดยใช้ก๊าซที่มีความสามารถในการนําไฟที่ดีและพลังงานยอดไอโอเนชั่นสูง. สามารถใช้จุลยางแบบโคอาชียัลแบบสอง
เลเซอร์ออกไฟฟ้า, กระจายแสงบนผิวของวัสดุ, และผลิตพลาสมา. เมื่อความหนาแน่นของพลาสมาที่เกิดจากแสงสว่างสูงเกินไป, มันจะเพิ่มการสูญเสียพลังงานเลเซอร์อย่างมาก, ทําให้ความหนาแน่นของพลังงานที่เกิดขึ้นบนพื้นผ
