 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
1.หลักการติดตามรอยเชื่อมเลเซอร์ เซนเซอร์ติดตามรอยเชื่อมเลเซอร์ทำงานบนหลักการของการวัดสามเหลี่ยมด้วยเลเซอร์ ซึ่งก็คือ ลำแสงเลเซอร์ถูกขยายเพื่อสร้างเป็นเส้นเลเซอร์ที่ฉายลงบนพื้นผิวของวัตถุที่กำลังวัด ส่วนที่สะท้อน...
ติดต่อเรา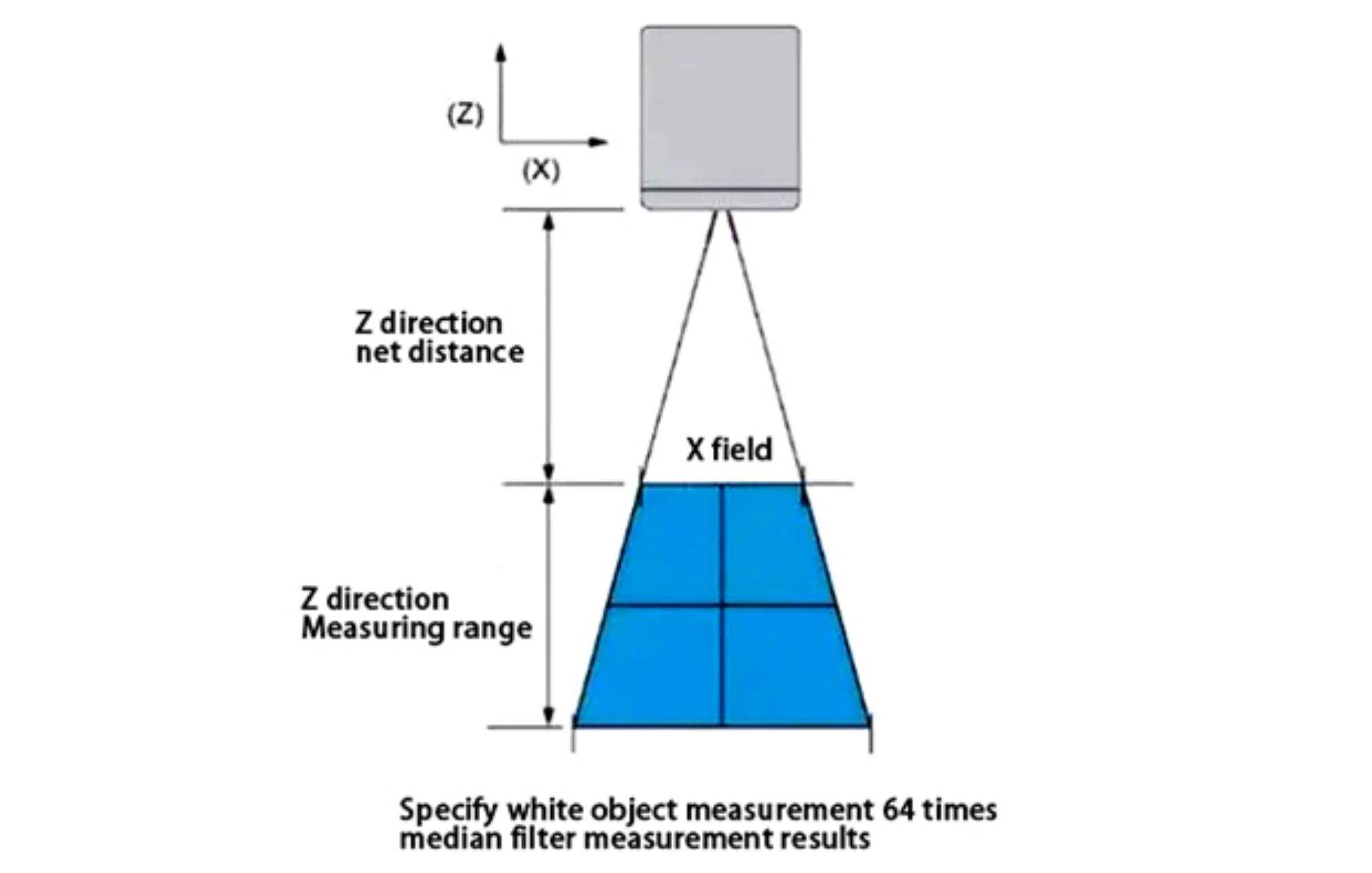
1.การติดตามสายเย็บด้วยเลเซอร์ หลักการ
ตัว การติดตามสายเลเซอร์ เครื่องตรวจจับทํางานตามหลักการของเลเซอร์สามเหลี่ยม. นั่นคือ แสงเลเซอร์ถูกขยายให้เป็นเส้นเลเซอร์ที่ออกแบบขึ้นบนพื้นผิวของวัตถุที่กําลังวัด. แสงที่สะท้อนผ่านระบบออปติกส์ที่มีคุณภาพสูงและถูกออกแบบขึ้นบนเมทริก
รูปแบบและปารามิเตอร์ของเซ็นเซอร์
| รุ่น |
X ในสถานที่ (มม.) |
Z ระยะทาง (มม.) |
Z ระยะวัด (มม) |
X ความละเอียด (มม) |
Z ความละเอียด (มม) |
Z เส้นตรง ความแม่นยำ (%) |
ซ้ํา ความแม่นยำ (%) |
| Hd6-0007 ((บลูเรย์) | 7 | 27 | 6 | 0.007 | 0.0006 | ± 0.2 | 0.001 |
| Hd6-0020 ((บลูเรย์) | 20 | 60 | 20 | 0.021 | 0.0017 | ± 0.2 | 0.002 |
| Hd6-0032 ((บลู-เรย์) | 32 | 77 | 20 | 0.035 | 0.0028 | ± 0.2 | 0.003 |
| Hd6-0050 ((บลูเรย์) | 50 | 170 | 50 | 0.058 | 0.015 | ± 0.2 | 0.003 |
| Hd6-0090 ((บลูเรย์) | 90 | 130 | 70 | 0.11 | 0.024 | ± 0.2 | 0.003 |
| Hd6-0150 (แสงแดงและแสงฟ้าเป็นตัวเลือก) | 150 | 300 | 175 | 0.185 | 0.047 | ± 0.3 | 0.004 |
| Hd6-0200 (แสงแดงและแสงฟ้าเป็นตัวเลือก) | 200 | 350 | 125 | 0.245 | 0.064 | ± 0.3 | 0.004 |
| Hd6-0300 (แสงแดงและแสงฟ้าเป็นตัวเลือก) | 300 | 550 | 210 | 0.394 | 0.126 | ± 0.3 | 0.005 |
| Hd6-0500 ((ไฟแดง) | 500 | 400 | 400 | 0.792 | 0.254 | ± 0.3 | 0.007 |
| Hd6-0600 ((ไฟแดง) | 600 | 500 | 400 | 0.994 | 0.365 | ± 0.4 | 0.008 |
| Hd6-0800 ((ไฟแดง) | 800 | 600 | 500 | 1. การประชุม 269 | 0.408 | ± 0.4 | 0.010 |
| Hd6-1100 ((ไฟแดง) | 1100 | 900 | 600 | 1.758 | 0.565 | ± 0.4 | 0.013 |
| Hd6-0050w ((ไฟแดง) | 50 | 140 | 60 | 0.08 | 0.04 | ± 0.3 | 0.009 |
| Hd6-0020w ((บลู-เรย์) | 20 | 90 | 20 | 0.02 | 0.008 | ± 0.2 | 0.002 |
| Hd6-0022w ((ไฟแดง) | 22 | 140 | 30 | 0.03 | 0.012 | ± 0.2 | 0.002 |
วัตถุสีขาวหมายถึงบล็อกมาตรฐานห้องปฏิบัติการ และผลการวัดหมายถึงค่าเฉลี่ยของแกน z ที่วัด 64 ครั้งซ้ํา
2.ความหมายของ การติดตามสายเย็บด้วยเลเซอร์ เทคโนโลยี
ตัว การติดตามสาย เซนเซอร์ประกอบด้วยกล้อง ccd, เลเซอร์ครึ่งนํา, เลนส์ป้องกันเลเซอร์, ป้องกันกระจายน้ํา, และอุปกรณ์เย็นอากาศ. มันใช้หลักการของการแพร่กระจายแสงและการถ่ายภาพเพื่อได้รับข้อมูลตําแหน่งของจุดแต่ละจุดภาย
สําหรับระยะการตรวจจับ ความสามารถในการตรวจจับ และปัญหาทั่วไปในระหว่างกระบวนการผสม มีการตั้งค่าฟังก์ชันที่ตรงกัน. เซ็นเซอร์มักติดตั้งอยู่ด้านหน้าปืนผสมที่ระยะที่กําหนดไว้ (นํา) ดังนั้นมันสามารถสังเกตระยะจากร่างกายเซ็นเซอร์เย็บ
อุปกรณ์คํานวณความเบี่ยงเบนระหว่างสายผสานที่ตรวจพบและปืนผสาน ออกข้อมูลการเบี่ยงเบน และผู้ดําเนินการเคลื่อนไหวแก้ไขความเบี่ยงเบนในเวลาจริง โดยนําทางปืนผสานเพื่อการผสานอัตโนมัติ กระบวนการนี้ทําให้การ
แต่ในหลายกรณี ความแม่นยําและความสม่ําเสมอของชิ้นงานและการประกอบของมันไม่ง่ายที่จะตอบสนองความต้องการของชิ้นงานขนาดใหญ่หรือการผลิตการปั่นอัตโนมัติขนาดใหญ่
3.องค์ประกอบและหน้าที่ของ เครื่องตรวจจับสายสอด
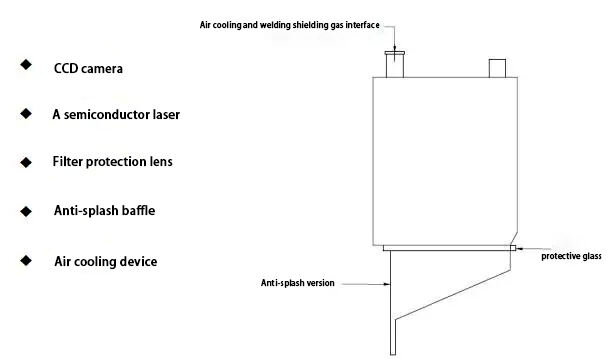
กล้อง ccd
หน้าที่หลักของกล้อง ccd ในเซ็นเซอร์ติดตามเย็บการปะทัดคือการอ่านภาพ. เมื่อถ่ายภาพด้วยกล้อง ccd, แสงที่สะท้อนจากวัตถุจะส่งไปยัง ccd ผ่านเลนส์ของกล้อง ccd. หลังจาก ccd ถูกเปิดเผย, โฟโตดีโอเด
ชิปควบคุม ccd ใช้สายสัญญาณควบคุมในองค์ประกอบที่มีความรู้สึกแสงเพื่อควบคุมกระแสที่เกิดจากโฟตดิโอเดส ซึ่งออกมาจากวงจรส่งกระแสปัจจุบัน. กล้อง ccd เก็บสัญญาณไฟฟ้าที่เกิดจากการถ่ายภาพเพียงครั้งเดียวและส่งออกมารวมกันสู่เครื่องปรับเสียง.
แต่ข้อมูลภาพที่ได้รับในขั้นตอนก่อนหน้านี้เองไม่สามารถสร้างภาพได้โดยตรง. มันต้องออกไปยังโปรเซสเซอร์สัญญาณดิจิตอล (dsp) ใน dsp ข้อมูลภาพเหล่านี้ได้รับการดําเนินการพัฒนาหลัง เช่น การแก้ไขสี การรักษาความสมดุลขาว (ขึ้นอยู่กับการตั้งค่าของผู้
เครื่องเลเซอร์ครึ่งประสาท
เลเซอร์ถูกผลิตโดยแหล่งแสงผ่านเครื่องผลิตแสงเส้นตรงที่ผลิตพลังงานที่มีความหนาแน่นแบบเดียวกัน ความเส้นตรงสูง และความมั่นคงที่ดี และผลิตออกมาในรูปแบบเส้นตรง มีเลเซอร์สีแดงและสีฟ้าให้เลือก และความยาวคลื่น มุมและความกว้างเส้นก็สามารถเลือก
เลนส์ป้องกันกรอง
เนื่องจากฝุ่นและกระจายที่เกิดขึ้นระหว่างกระบวนการผสมผสาน ซึ่งอาจมีผลต่อการรวบรวมข้อมูล กลีบป้องกันเลนส์ต้องติดตั้งบนแต่ละเซนเซอร์ เลนส์ป้องกันเลนส์ใช้เพื่อป้องกันกล้องเลเซอร์ในทางหนึ่ง และกรองแสงในทางอื่น งานทําความสะอาดเลนส์ ไม่อาจมองข้ามได้
1) คุณต้องสวมถุงมือระหว่างการติดตั้งและไม่ทิ้งลายนิ้วมือ
2) อย่าให้อะไรกัดผิวของเลนส์
3) เมื่อเอาเลนส์ออก ดึงขอบเลนส์ด้วยนิ้วมือของคุณและอย่าแตะกับฟิล์ม
4) ใช้กระดาษเนื้อผ้าสะอาด กระดาษทดสอบ และสารละลายประเภทแสงเพื่อทําความสะอาดเลนส์
ปรับความร้อน
มันใช้เป็นหลักในการปิดการขัดขวางเลเซอร์ เช่น แสงโค้งกระจาย, ควันและฝุ่น เพื่อทําให้ระบบเซ็นเซอร์แม่นยําและมั่นคงในการใช้งาน
อุปกรณ์ทําความเย็นด้วยอากาศ
เนื่องจากอุณหภูมิสูงระหว่างการปั่น ระบบส่วนใหญ่ในปัจจุบันใช้ระบบทําความเย็นด้วยอากาศ. การทําเช่นนี้ทําเพื่อทําความเย็นของเซ็นเซอร์ และอีกด้านหนึ่งเพื่อขยายอายุการใช้งานของเซ็นเซอร์ ระดับการป้องกันของเซ็นเซอร์เปลือกเป็น ip
เครื่องตรวจจับจะดําเนินการตรวจสอบออนไลน์ในเวลาจริงของสายสอดทั่วไปผ่านอัลการิทึมโปรแกรมที่ซับซ้อน มีการตั้งค่าฟังก์ชันที่เหมาะสมสําหรับช่วงการตรวจสอบ ความสามารถในการตรวจสอบ และปัญหาทั่วไปที่พบในระหว่างกระบวนการสอด.
4.ชนิดของเครื่องปั่น
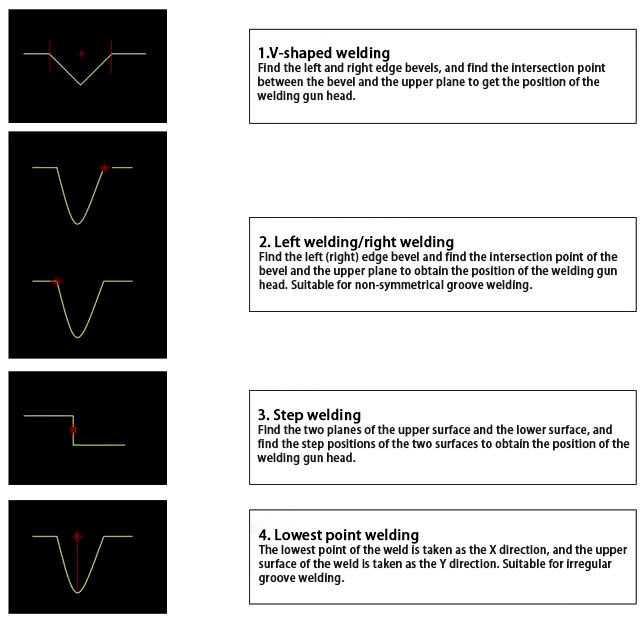
ใช้กระบวนการเชื่อม: การเชื่อมเส้นโค้งอาร์กอน วงกลมเลเซอร์ วงกลมไฮบริดเลเซอร์ วงกลมพลาสมา วงกลมเลเซอร์ วงกลมก๊าซคาร์บอนไดออกไซด์ วงกลมที่ปิด
ด้านการใช้งาน: เครื่องบรรจุความดัน กล่องรถยนต์ สร้างเรือ ทางรถไฟ สายเหล็กโครงสร้าง
5.การพัฒนาและทัศนะ
ในสาขาของเครื่องจักรที่ใช้สําหรับงาน เครื่องติดตามรอยต่อ สามารถตอบสนองความต้องการสิ่งแวดล้อมต่างๆ เช่น การปั่นผนังภายในเครื่องทําน้ําร้อน, ปั่นถังเก็บอากาศเครื่องปรับอากาศ, และเส้นติดตามบนกระบอกเหล็ก เป็นต้น ยี่ห้อที่นําเข้าเป็นหลักในการติดตามท่อขนาดเล็ก แต่สําหรับเส้นตรงยาวและเส้นวงกลม
ด้วยการพัฒนาเทคโนโลยีการผลิตที่ก้าวหน้า การทําความเป็นจริงของอัตโนมัติและความฉลาดของการติดตามการผสมผสานได้กลายเป็นแนวโน้มที่หลีกเลี่ยงไม่ได้ในไม่กี่ปีข้างหน้า การติดตามสายเลเซอร์จะไม่เพียงแค่ต้องการการปรับปรุงทางเท
