1. レーザー溶接 Seam トラッキングの原理 レーザー Seam トラックセンサーは、レーザー三角測量の原理に基づいて動作します。つまり、レーザービームが拡大されて、測定対象物の表面に投影されるレーザーラインを形成します。反射された...
お問い合わせ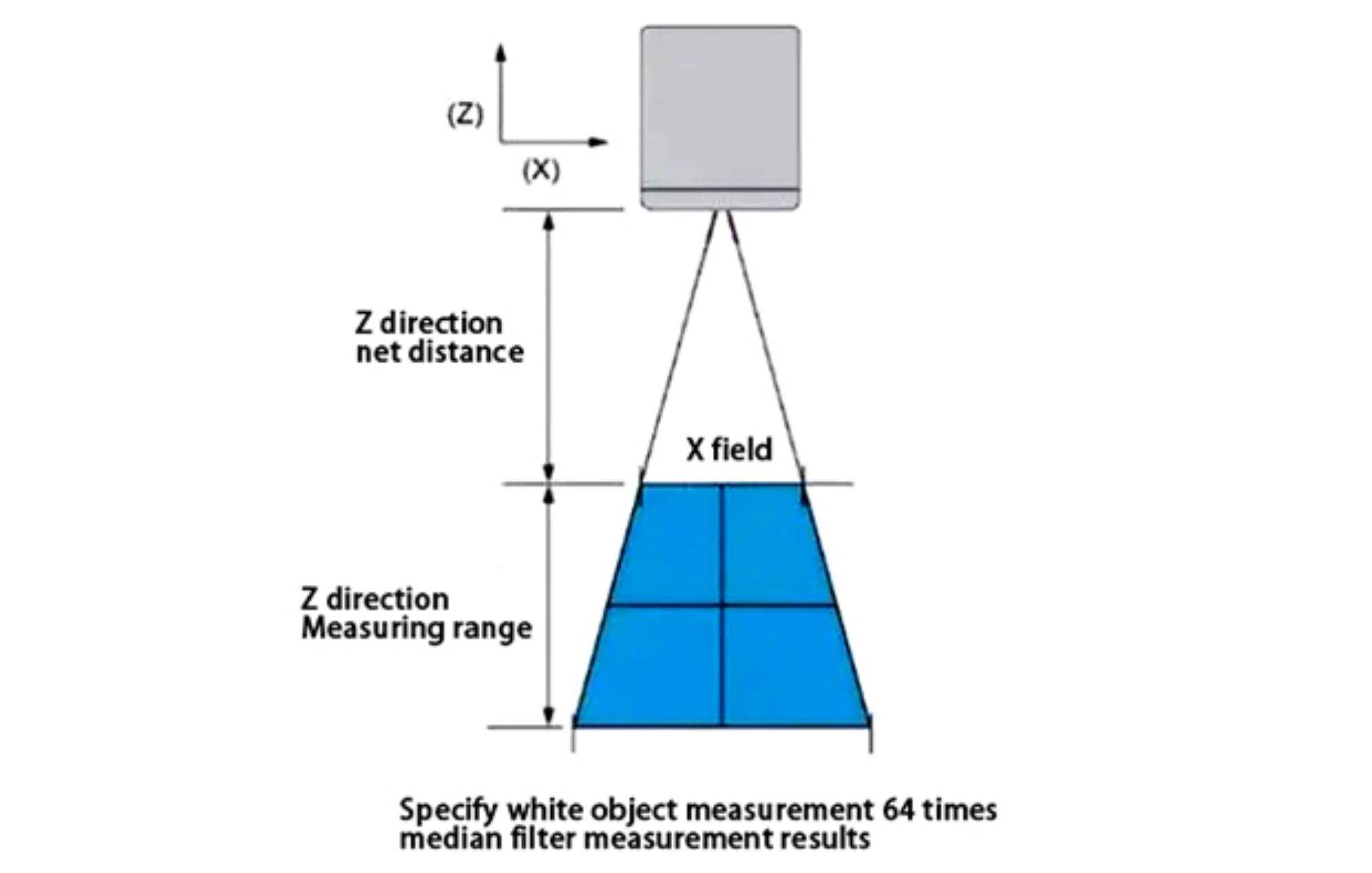
1.レーザー溶接シーム追跡 原則
この レーザーシーム追跡 センサーはレーザー三角化の原理で動作する.つまり,レーザービームは,測定対象物の表面に投射されたレーザー線を形成するために増幅される.反射光は高品質の光学システムを通過し,イメージングマトリックスに投射される.計算を通じて,センサーから測定対象表面 (z軸) までの距離と
センサーモデルとパラメータ
| モデル |
X 現場での (ミリ) |
Z 距離 (ミリ) |
Z 測定範囲 (mm) |
X 解像度 (mm) |
Z 解像度 (mm) |
Z 線形 精度 (%) |
繰り返す 精度 (%) |
| HD6-0007 (ブルーレイ) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020 (ブルーレイ) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032 (ブルーレイ) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050 (ブルーレイ) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090 (ブルーレイ) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (赤光と青光はオプション) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (赤光と青光はオプション) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (赤光と青光はオプション) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 (赤灯) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 (赤灯) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 (赤灯) | 800 | 600 | 500 | 1. 労働力 ロープ | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 (赤灯) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w (赤灯) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020w (ブルーレイ) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w (赤灯) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
白い物体は実験用標準ブロックを指し,測定結果は,繰り返し64回測定されたz軸の平均値を指します.
2. 概念について レーザー溶接シーム追跡 テクノロジー
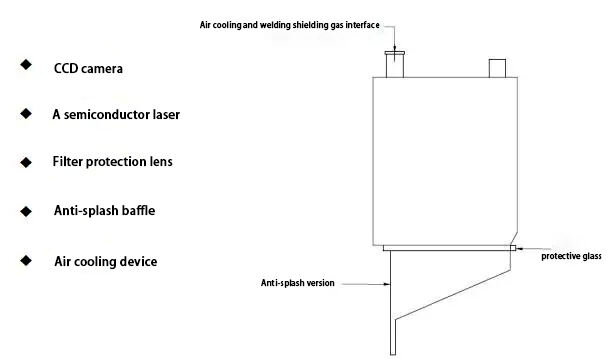
この 縫い目追跡 センサーは主にCCDカメラ,半導体レーザー,レーザー保護レンズ,防噴射バフル,空気冷却装置で構成されています. レーザースキャンエリア内の各点の位置情報を入手するために光学伝播と画像の原理を使用し,一般的な溶接シームのリアルタイムオンライン検出を完了するために複雑なプログラムアルゴリズムを使用します.
溶接過程中の検出範囲,検出能力,および一般的な問題については,対応する機能設定があります. センサーは通常,溶接銃の前で事前に決定された距離 (リード) に設置され,縫いセンサーボディから作業部件までの距離を観察できます. つまり,設置の高さは,インストールされたセンサーモデルに依存します. 溶接銃が縫
この装置は,検出された溶接シームと溶接銃との間の偏差を計算し,偏差データを出力し,動作実行器は,自動溶接のために溶接銃を導いて,リアルタイムで偏差を修正します.このプロセスは,ロボット制御システムとのリアルタイム通信を実現し,溶接のために溶接シームを追跡
しかし,多くの場合,作業部件とその組立の精度と一貫性は,大規模な作業部件や大規模な自動溶接生産の要件を満たすことは容易ではありません. 過剰熱によって引き起こされるストレスの影響や変形もあります.したがって,これらの状況に直面すると,手動溶接における目と手の調整された追跡と調整に似た機能を実行するために自動追跡装置
3. 部品と機能 溶接シーム追跡センサー
シーシー・カメラ
溶接縫合追跡センサーのCCDカメラの主な機能は画像を読み取ることです.CCDカメラでシーンを撮影する際に,オブジェクトから反射された光はCCDカメラのレンズを通してCCDに送信されます.CCDが曝光した後,光二極子は光に興奮し,電荷を放出し,光敏感要素の
Ccd制御チップは光敏感な要素の制御信号線を使用して,光二極子によって生成される電流を制御し,電流伝送回路から出力されます. ccdカメラは単一の画像処理によって生成された電気信号を収集し,それらを集まってアンプに送信します.電信号は,増幅とフィルタリングの後,a
しかし,前回のステップだけで得られた画像データは直接画像を生成することはできません.デジタル信号プロセッサ (dsp) に出力する必要があります.dspでは,これらの画像データは色修正,ホワイトバランス処理 (ccdカメラのユーザーの設定に応じて) などのポスト処理を受け,画像ファイルとして保存される前に,画像形式,解像度などカメラがサポートするデータ
半導体レーザー
レーザーは,均質な密度,高線性,良好な安定性を持つ電力を生産する線形発電機を通じて光源によって生成され,直線パターンで出力されます. 選択できる赤と青のレーザーはあり,波長,角度,線幅もお客様の特定の要求に応じて選択できます.
フィルター保護レンズ
溶接過程で発生する塵や噴霧がデータ収集に影響を与えるため,各センサーにフィルター保護レンズを設置する必要があります.フィルター保護レンズは,一方ではレーザーカメラを保護し,もう一方では光をフィルターします.その表面が汚れている場合は,すぐに交換する必要があります.保護レンズの設置と交換中に,指紋や油滴であっても, レンズを掃除する作業 無視できないのは
1) 設置中に手袋を履いて指紋を残さないこと
2) レンズの表面を傷つけないようにする.
3) レンズを取り出すとき,指でレンズの縁を握り,フィルムに触らないでください.
4) レンズを掃除するために,クリーンなタッシュペーパー,試験用紙,光学性溶媒を使用します.
防水バフル
主に,光弧光の噴出や煙,塵などのレーザーへの干渉を遮断するために使用され,センサーシステムをより正確で安定させます.
空気冷却装置
溶接時の高温により,ほとんどのシステムは現在空気冷却システムを使用しています.これは,一方ではセンサーを冷却し,もう一方ではセンサーの使用寿命を延長します.センサーケースの保護レベルはip67であり,使用のための適切な温度は5°cから45°cの間です.この温度範囲を超えるとセンサーの使用寿命に影響されます.必要に応じて
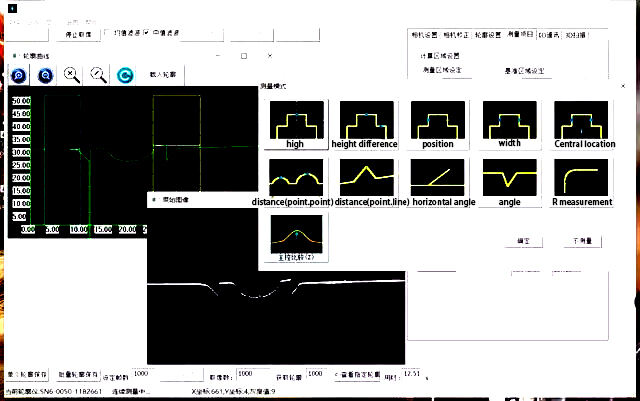
センサーは複雑なプログラムアルゴリズムを通じて,一般的な溶接シームのリアルタイムオンライン検出を完了します. 溶接プロセス中に発生する検出範囲,検出能力,一般的な問題のための適切な機能設定があります. デバイスは,検出された溶接シームと溶接銃との間の偏差を計算し,偏差データを出力し,動き実行メカニズム
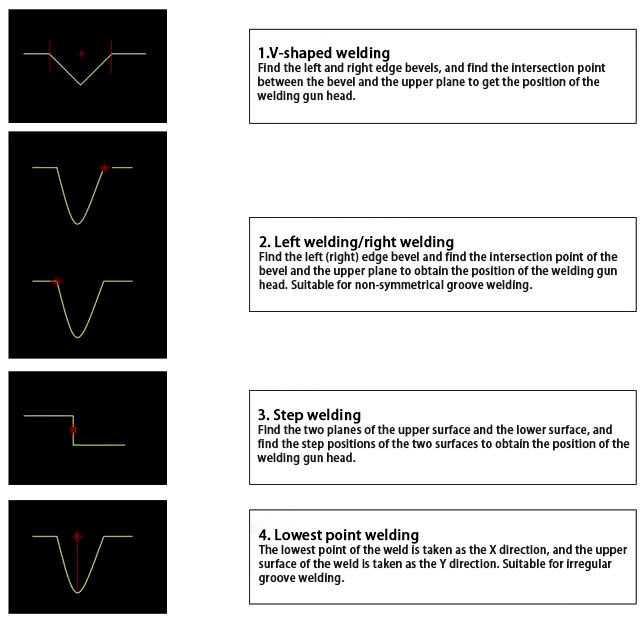
4. 溶接型
溶接過程を適用する:アルゴン弧溶接、レーザー溶接、レーザーハイブリッド溶接、プラズマ弧溶接、二酸化炭素レーザーガス遮蔽溶接、浸水弧溶接など.
適用分野:圧力容器、自動車、造船、鉄道、構造鋼、コンテナの溶接
5.発展と見通し
専用機械の分野では 縫い目線追跡装置 輸入品は主に小径管の追跡に優れているが,長い直線と円形線では,国内と輸入品のモデルの技術差は微妙である.しかし,コストは輸入品の3分の1から半分に過ぎず,市場見通しは魅力的です.
先進的な製造技術の発展とともに,溶接追跡の自動化と知性を実現することは避けられない傾向になっています. 今後数年間で,レーザーシーム追跡は技術的なアップグレードだけでなく,ユーザーのニーズを満たし,アプリケーションの拡大の観点から製品を改善するために,顧客のアプリケーションを深く理解する必要があります.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR