 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Homepage
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

Il metodo di saldatura a doppio raggio è stato proposto, utilizzato principalmente per migliorare l'adattabilità della saldatura laser alla precisione di montaggio, aumentare la stabilità del processo di saldatura e migliorare la qualità della saldatura, in particolare per la saldatura di lastre sottili e alluminio...
Contattaci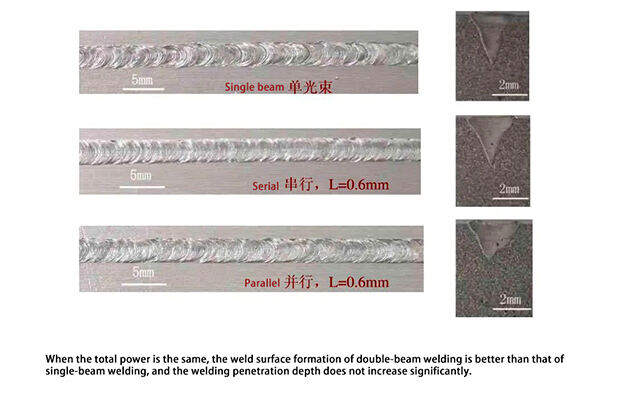
Il metodo di saldatura a doppio raggio è stato proposto, utilizzato principalmente per migliorare l'adattabilità dei saldatura laser per accertare la precisione di montaggio, aumentare la stabilità del processo di saldatura e migliorare la qualità della saldatura, specialmente per la saldatura di lastre sottili e leghe di alluminio. La saldatura laser a doppio raggio può separare lo stesso tipo di laser in due fasci separati per la saldatura utilizzando metodi ottici, oppure può utilizzare due diversi tipi di laser per la combinazione. I laser a co2, i laser nd:yag e i laser a semiconduttori ad alta potenza possono essere tutti combinati Modificando l'energia delle travi, la distanza tra le travi e persino il modello di distribuzione dell'energia delle due travi, il campo di temperatura di saldatura può essere regolato in modo conveniente e flessibile. questo cambia la modalità di esistenza dei fori e la modalità di flusso del metallo liquido nella piscina di saldatura, ma ha anche una grande adattabilità ai materiali e ai giunti che sono difficili da saldare con la saldatura laser convenzionale .
1.principio di saldatura laser a doppio raggio
La saldatura a doppio raggio significa l'uso di due laser contemporaneamente durante il processo di saldatura. la disposizione del raggio, la distanza tra i due, l'angolo formato dai due raggi, la posizione di messa a fuoco e il rapporto di energia dei due raggi sono tutti parametri di impostazione rilevanti nella saldatura a laser a
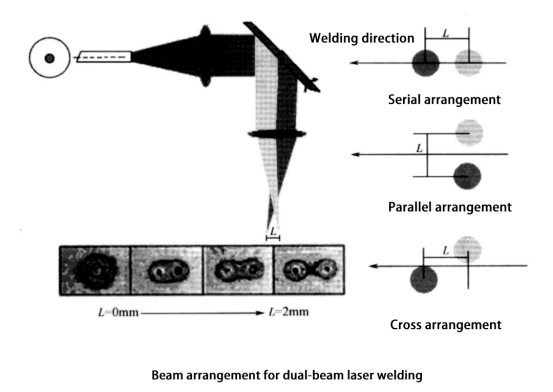
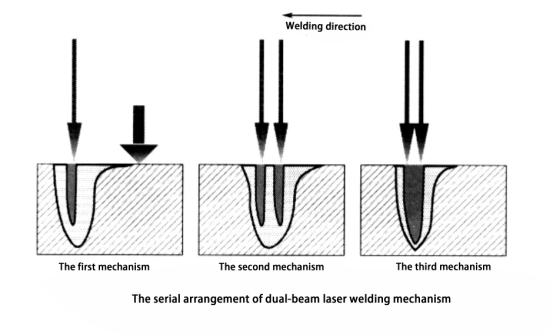
Per un sistema di saldatura laser a due fasci con sistema seriale, vi sono tre meccanismi di saldatura diversi a seconda della distanza tra le due travi.
1) nel primo tipo di meccanismo di saldatura, la distanza tra le due travi è relativamente grande. Una trave ha una densità energetica più elevata ed è focalizzata sulla superficie del pezzo da lavorare per produrre un buco di chiave nella saldatura ; mentre l'altro fascio ha una densità energetica inferiore e serve solo come fonte di calore per il trattamento termico pre o post saldatura questo meccanismo di saldatura consente di controllare la velocità di raffreddamento della vasca di saldatura entro un certo intervallo, il che favorisce la saldatura di materiali con elevata sensibilità alle crepe come acciaio ad alto tenore di carbonio e acciaio legato, e può anche migliorare la resistenza della
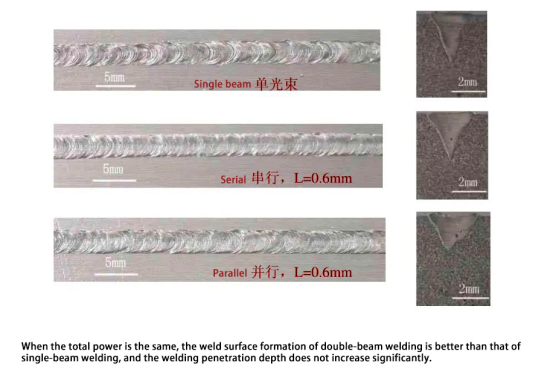
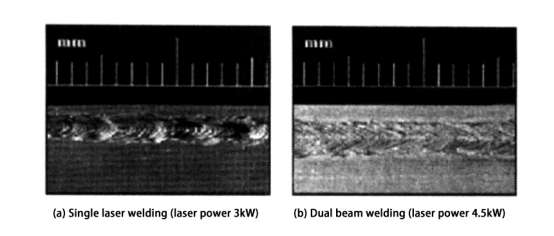
2) nel secondo tipo di meccanismo di saldatura la distanza tra i punti focali dei due fasci è relativamente piccola. Le due travi producono due buchi di chiave separati in un unico pozzo di saldatura , causando un cambiamento nel flusso del metallo fuso. Questo aiuta a prevenire i difetti come la protrusione di perline sottotagliate e saldate, migliorando la formazione delle cuciture di saldatura.
3) nel terzo tipo di meccanismo di saldatura, la distanza tra le due travi è molto piccola e, in questo momento, le due travi producono lo stesso buco della serratura nella piscina di saldatura . Rispetto alla saldatura laser a raggio singolo, la dimensione di questo buco della serratura è più grande e meno probabilità di chiudere questo è utile per ridurre la porosità, gli schizzi e ottenere una cucitura di saldatura continua, uniforme e attraente.
Durante il processo di saldatura, i due raggi laser possono anche essere impostati ad un certo angolo l'uno rispetto all'altro, e il suo meccanismo di saldatura è simile al meccanismo di saldatura parallelo a due raggi. I risultati sperimentali hanno dimostrato che, utilizzando due raggi laser oo ad alta potenza
2.Metoda di applicazione della saldatura laser a doppio raggio
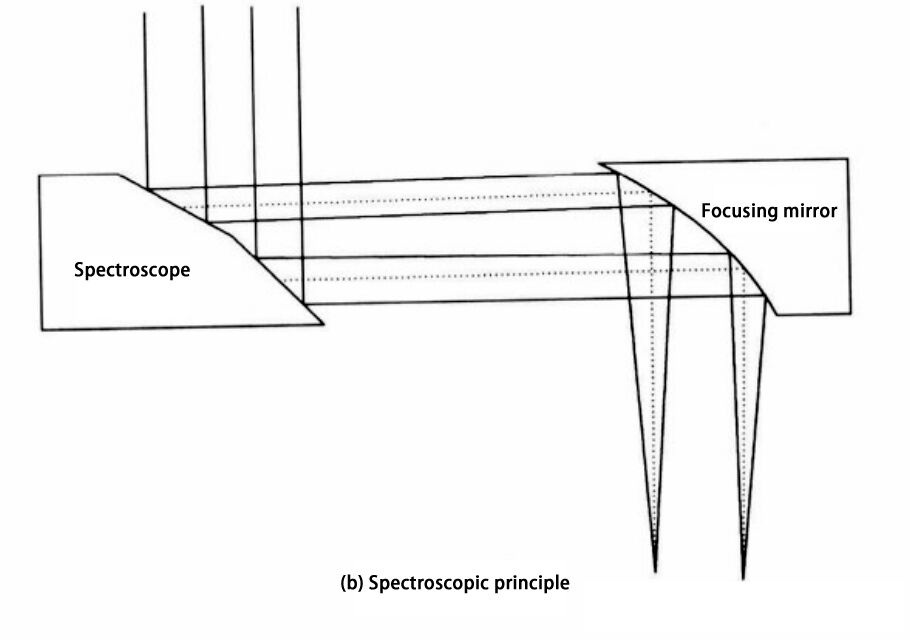
L'ottenimento di due fasci può essere ottenuto combinando due fasci laser diversi, o utilizzando un sistema di divisione del fascio ottico per dividere un fascio laser in due per la saldatura.per separare un fascio in due potenze diverse, possono essere utilizzati laser paralleli, uno specchio di divisione del fascio
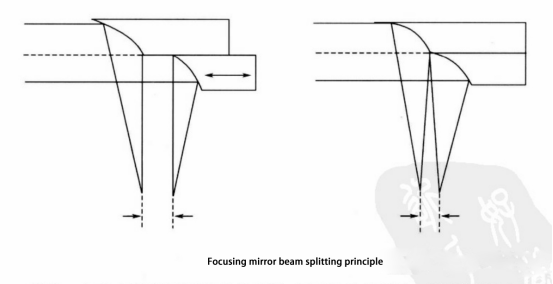
Inoltre, un riflettore può essere utilizzato come specchio di divisione del fascio, con l'ultimo riflettore nel percorso ottico che funge da splitter del fascio. Questo tipo di riflettore è anche noto come riflettore a cresta, la sua superficie riflettente non è un singolo piano ma composta da due piani.
Quando si utilizzano due diversi tipi di raggi laser per formare un doppio raggio, ci sono vari metodi di combinazione. un laser di alta qualità con distribuzione di energia gaussiana può essere utilizzato per il lavoro di saldatura primaria, assistito da un laser semiconduttore con distribuzione di energia rettangolare per il trattamento termico
3.principio di saldatura laser a doppio raggio
3.1 Saldatura laser a doppio raggio di lamiere galvanizzate
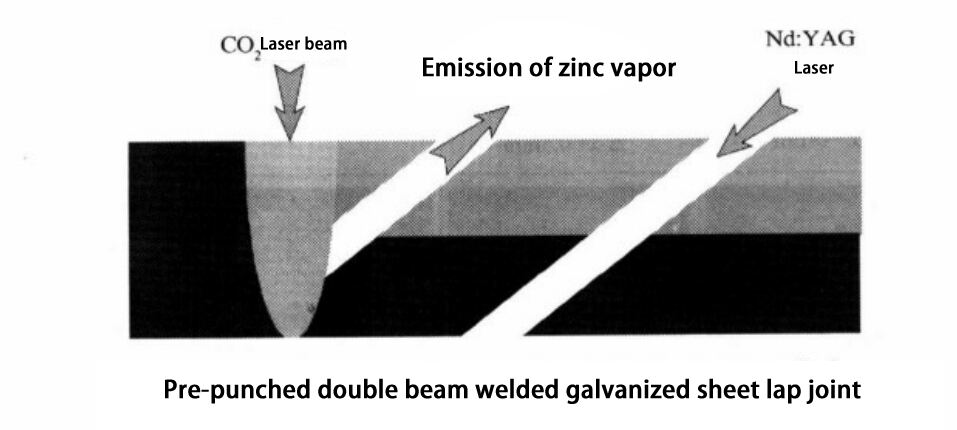
La piastra di acciaio galvanizzato è il materiale più comunemente utilizzato nell'industria automobilistica. il punto di fusione dell'acciaio è di circa 1500 ° c, mentre il punto di ebollizione dello zinco è solo 906 ° c. pertanto, quando si utilizza il metodo di saldatura, generalmente viene generata una grande
La saldatura laser a doppio raggio può risolvere i problemi di qualità della saldatura causati dal vapore di zinco. un metodo è quello di controllare il tempo di esistenza e la velocità di raffreddamento della piscina fusa abbinando ragionevolmente l'energia dei due raggi, che è utile per l'uscita del vap
saldatura laser a doppio raggio di lega di alluminio
A causa delle proprietà uniche dei materiali in lega di alluminio, la saldatura laser presenta le seguenti difficoltà: il tasso di assorbimento del laser da parte delle leghe di alluminio è basso, con una velocità di riflessione iniziale sulla superficie del raggio laser di CO2 superiore al 90%; durante la saldatura, le cu
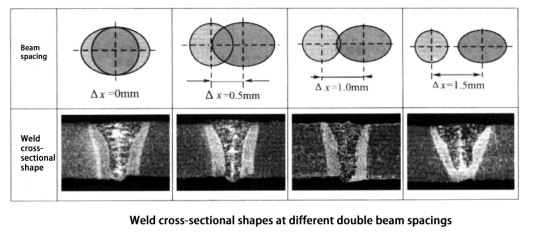
La ricerca mostra che quando si salda una lega di alluminio della serie 5000 di spessore di 2 mm, il processo è relativamente stabile quando la distanza tra le due travi è di 0,6 ~ 1,0 mm. L'apertura del buco di chiave risultante è più grande, che facilita l'evaporazione e la fuga degli elementi di magnesi
3.3 saldatura a doppia trave di lamiere di spessore disuguale
Nella produzione industriale, è spesso necessario saldare due o più lamiere di metallo di spessori e forme diverse per produrre una lamiera splicata.
Saldare insieme fogli di specifiche diverse, rivestimenti superficiali o prestazioni, può aumentare la resistenza, ridurre il consumo e ridurre il peso. nella saldatura delle piastre di splicing, la saldatura laser di piastre di spessori diversi viene solitamente utilizzata. un problema importante è la necessità di prefabbric
I principali parametri di processo di saldatura a doppia trave per piastre di spessore disuguale possono essere suddivisi in parametri di saldatura e parametri di piastra, come mostrato nella figura. i parametri di saldatura includono la potenza dei due laser, velocità di saldatura, posizione del punto fo
Generalmente, un processo di saldatura stabile ed efficiente può essere raggiunto quando il punto focale è sulla superficie della lamiera sottile. l'angolo della testa di saldatura è solitamente scelto per essere di circa 6 gradi. se lo spessore delle due piastre è abbastanza grande, può essere adottato un angolo positivo della testa di sal
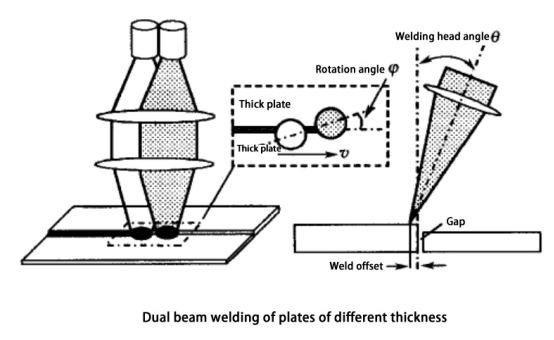
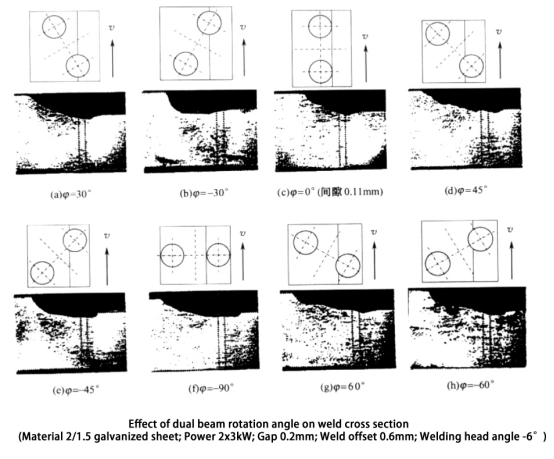
Quando si saldanno piastre con grandi spazi vuoti, il diametro di riscaldamento del fascio efficace può essere aumentato per ottenere una buona capacità di riempimento del vuoto ruotando l'angolo del doppio fascio. la larghezza della parte superiore della cucitura di saldatura è determinata dal diametro del
In questo caso, il fascio anteriore deve penetrare la piastra fredda, la velocità di saldatura è inferiore a quella con un angolo di rotazione positivo del fascio. e, a causa dell'effetto di pre riscaldamento del fascio anteriore, il fascio successivo fonderà materiale di piastra più spessa alla
3.4 Saldatura laser a doppio raggio di lastre spesse
Con il miglioramento dei livelli di potenza laser e della qualità del fascio, è diventata una realtà l'uso della saldatura laser per piastre spesse. tuttavia, a causa dell'alto costo dei laser ad alta potenza e della necessità generale di riempimento di metallo nella saldatura di piastre spesse, ci sono alcuni limiti nella produzione effettiva