 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Pagina principale
- Prodotti
- CHI SIAMO
- VIDEOS
- APPLICAZIONE
- Notizie
- Centro assistenza
- CONTATTACI

1. Panoramica Attualmente, i principali tipi di laser utilizzati nelle applicazioni di taglio sono laser CO2 e laser a fibra. Un laser CO2 è generato eccitando il gas CO2 sotto alta frequenza e alta pressione, producendo un laser con una lunghezza d'onda di 10.6μm. Il...
CONTATTACI
1. Panoramica
Attualmente, i principali tipi di laser utilizzati in taglio applicazioni sono i laser CO2 e i laser a fibra. Un laser CO2 viene generato eccitando il gas CO2 ad alta frequenza e alta pressione, producendo un laser con una lunghezza d'onda di 10.6μm. Il fascio viene diretto e focalizzato tramite specchi risonanti e riflettori in rame per eseguire il taglio.
I laser a fibra utilizzano più diodi pompa multimodo disposti in parallelo come fonte laser , generando un laser anche a 10.6μm. Il fascio viene quindi accoppiato in una singola fibra attraverso l'accordatura del risonatore, risultando in un laser ad alta potenza.
2. Confronto tra taglio con laser CO2 e Taglio laser a fibra Processi
(1) Confronto della struttura del laser
I generatori laser a CO2 sono di grandi dimensioni e utilizzano l'aria come mezzo di trasmissione. Il laser viaggia in linea retta attraverso riflettori, il che causa un rapido indebolimento del fascio e una significativa perdita di energia. L'efficienza di conversione ottico-elettrica è bassa, solo circa il 10%, come mostrato nella Figura 1.
Laser a Fibra utilizzano più gruppi di diodi pompa multimodo in parallelo. Il laser viene trasmesso attraverso fibre ottiche, contenuto al loro interno, e viaggia su un percorso "curvilineo". Questo metodo non è influenzato dall'ambiente esterno e offre un'alta efficienza di conversione ottico-elettrica—superiore al 25%, come mostrato nella Figura 2.
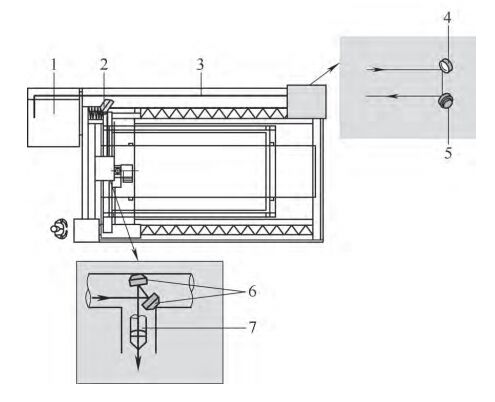
Figura 1 Laser a CO2
1. generatore laser 2. unità di guida riflettore 3. percorso ottico 4, 5, 6. riflettore angolare 7. lente focale
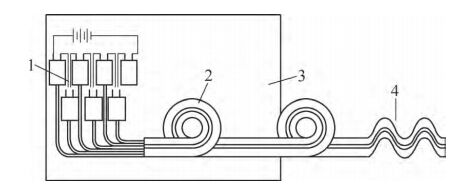
Figura 2 Laser ad Fibra
1. sorgente laser 2. cavità risonante 3. sistema di raffreddamento 4. percorso ottico
(2) Confronto dei Materiali da Taglio
I laser a CO2 possono tagliare acciaio al carbonio, acciaio inossidabile, alluminio e leghe, e materiali non metallici, ma non possono tagliare il rame . Il rame è altamente riflettente per la lunghezza d'onda di 10.6μm e riflette gran parte del fascio senza assorberlo, il che può causare danni alla sorgente laser a causa della riflessione all'indietro.
I laser ad fibra possono tagliare acciaio al carbonio, acciaio inossidabile, lega di alluminio e rame , ma non possono tagliare materiali non metallici , come legno, plastica e pelle. Non riescono nemmeno a tagliare materiali con rivestimenti superficiali come l'acciaio inossidabile laminato o lastre speciali antiruggine.
(3) Confronto delle prestazioni di taglio
L'efficienza di taglio include velocità di taglio, prestazioni di perforazione e qualità dei bordi, che sono indicatori chiave nella valutazione delle macchine da taglio laser.
I laser ad fibra si distinguono nel taglio di fogli sottili, soprattutto quelli spessi meno di 3mm, dove possono essere fino a 4 volte più veloci rispetto ai laser CO2. A 6mm di spessore, entrambi i laser si comportano in modo simile, segnando la soglia dove i loro vantaggi cambiano. Per materiali più spessi di 6mm, i laser CO2 iniziano a mostrare un vantaggio, sebbene la differenza non sia drastica. (Vedi Figura 3 per i tempi di taglio su vari materiali.)
Prima che il taglio inizi, il laser deve prima perforare il materiale. I laser a fibra hanno generalmente tempi di perforazione più lunghi rispetto ai laser CO2. Ad esempio, con un laser da 3kW che taglia acciaio al carbonio da 8mm, un laser CO2 è circa 1 secondo più veloce per buco, e 2 secondi più veloce per 10mm. Con oltre 2000 perforazioni al giorno, ciò risulta in una differenza di tempo di 6000 secondi, o circa 1.7 ore al giorno.
La qualità del bordo viene generalmente valutata in base alla ruvidezza e alla verticalità. Per lastre di acciaio inferiori a 3 mm, i tagli con laser a fibra presentano una qualità del bordo leggermente inferiore rispetto ai tagli con laser CO2. Al crescere dello spessore, la differenza diventa più evidente. Per lastre di acciaio inox spesse 3 mm o più, i bordi ottenuti con il laser a fibra appaiono opachi, mentre quelli con il laser CO2 sono lucidi. Per l'acciaio al carbonio spesso 16 mm, la verticalità del bordo con il laser a fibra varia tra 0,4-0,5 mm, mentre con il laser CO2 si raggiunge 0,1 mm.
Inoltre, a causa della bassa frequenza e della alta densità di energia dei laser a fibra, la realizzazione di piccoli fori in acciaio al carbonio può causare un surriscaldamento.
Una comparazione riassuntiva dei processi di taglio con laser CO2 e laser a fibra è fornita nella Tabella 1.
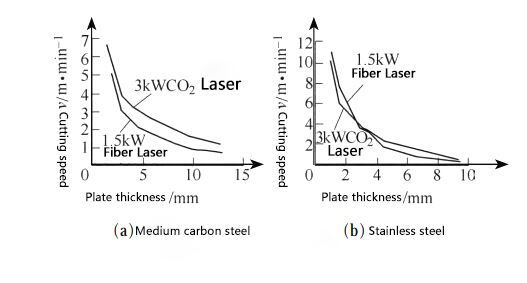
Figura 3 Velocità di taglio di diversi materiali
Tabella 1 Confronto dei parametri di processo di base tra taglio con laser CO2 e laser a fibra
| Voce | Laser CO₂ | Laser a fibra |
|---|---|---|
| Tipo di laser | Complessi | Semplice |
| Lunghezza d'onda del laser (μm) | 10.6 | 1.06 |
| Conversione fotoelettrica (%) | 10 | ≥ 25 |
| Materiali applicabili | Acciaio al carbonio, acciaio inossidabile, lega di alluminio, materiali non metallici | Acciaio al carbonio, acciaio inossidabile, lega di alluminio, materiali in rame |
| Velocità di taglio | relativamente presto | Molto veloce per piastre sotto i 3mm, simile a laser CO2 per piastre sopra i 6mm. |
| Capacità di perforazione | Migliore del laser a fibra | Leggermente inferiore al laser CO₂ |
| Qualità della superficie di taglio | Migliore del laser a fibra | Piastre inferiori a 3mm sono leggermente peggiori del laser CO2, maggiore è lo spessore della piastra, più evidente è la differenza nella qualità della sezione. |
Tabella 2: Analisi dei costi tra laser CO₂ e taglio con laser a fibra
| Forma | Consumo | ||
| Laser CO2 | Laser a fibra | ||
| Consumo di gas per la generazione del laser |
He(99.999%)⁄L∙h -1
|
13 | - |
|
N 2(99,999%)\/L∙h -1
|
6 | - | |
|
Co 2(99,999%)\/L∙h -1
|
1 | - | |
| Aria compressa\/Nm3∙h-1 | - | 35 | |
| Consumo di gas per taglio | Velocità di taglio\/m∙min-1 | 2.5 | 8.2 |
|
N 2(99,99%)\/Nm 3∙h -1
|
20.27 | 39.35 | |
| Consumo di energia elettrica | Potenza totale dell'attrezzatura\/kW | 47.56 | 28.56 |
| Ammortamento dell'attrezzatura | Costo totale di acquisto e installazione\/CNY·year⁻¹ | 650.000 | 700000 |
| Manutenzione delle attrezzature | Costo di Manutenzione Routine / CNY·anno⁻¹ | 100000 | 70000 |
| Consumo di articoli di consumo e oggetti smistabili |
Lente focale / pezzo ∙ anno⁻¹ | Circa 4 | - |
| Lente protettiva / giorno ∙ pezzo⁻¹ | - | 2.5 | |
| Ugello / ora ∙ pezzo⁻¹ | 40 | 40 | |
|
Altri consumabili / yuan ∙ anno⁻¹ (Elementi di filtraggio, anelli magnetici, acqua per raffreddamento) |
Circa 4000 | Circa 4000 | |
Nota: I costi di manodopera, i costi di gestione e i fattori di profitto non sono considerati nell'analisi dei costi sopra.
3. Analisi del Costo di CO2 vs. Taglio laser a fibra
Prendendo come esempio la tagliatura di una lamina in acciaio inossidabile da 5 mm, viene mostrato un confronto dei costi nella Tabella 2.
In base alla tabella e assumendo 3860 ore di lavoro all'anno:
Taglio con laser CO2 : costo operativo = ¥268,8/ora
Taglio laser a fibra : costo operativo = ¥242,7/ora
Con velocità di taglio di 2,5 m/min (CO2) e 8,2 m/min (fibra):
Costo per metro con CO2 = ¥1,79
Costo per metro con laser a fibra = ¥0.48
4. Riepilogo e Raccomandazioni
Sia i laser a CO2 che taglio laser a fibra le tecnologie hanno le loro applicazioni adatte.
I laser CO2 possono tagliare acciaio al carbonio, acciaio inossidabile e leghe di alluminio, nonché semiconduttori, non metalli e materiali compositi , conferendo loro un campo di applicazione più ampio.
I laser ad fibra possono tagliare acciaio al carbonio, acciaio inossidabile, lega di alluminio e rame —cosa che i laser CO2 non possono fare—ma essi non possono tagliare materiali non metallici .
In termini di costo di taglio, i laser a fibra sono significativamente più economici rispetto ai laser CO2.
Raccomandazioni per la selezione del laser:
Per materiali ≤ 4mm spessi : Scegliere laser a fibra per la loro maggiore velocità ed efficienza—miglior valore complessivo.
Per materiali ≥ 8mm spessi : Scegliere laser CO2 per un miglior rendimento di perforazione e qualità del bordo—soprattutto quando i laser a fibra non offrono più un chiaro vantaggio di velocità.
Per rame o acciaio inox con finitura specchio : Scegliere laser a fibra.
Per semiconduttori, non metalli o materiali compositi : Scegliere laser CO2.