EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d'accueil
- Produits
- À propos de nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-nous

Avec l'amélioration continue du niveau de vie, l'attention du public à la sécurité alimentaire a augmenté. Dans ce contexte, la traçabilité des fruits, en particulier des fruits frais, est devenue une exigence objective. Actuellement, coller un code-barres en papier...
Contactez-nous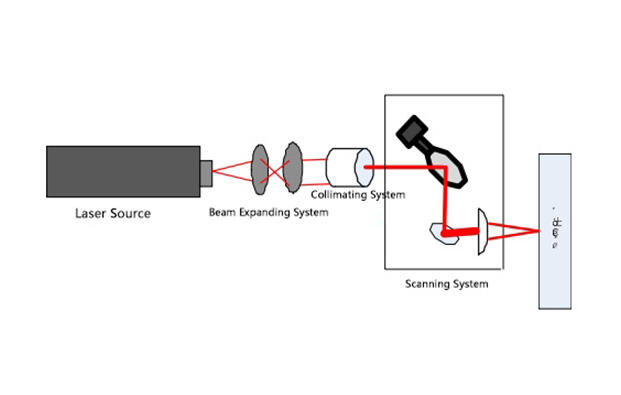
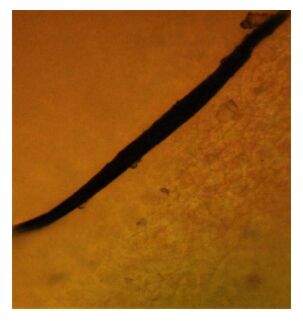
Avec l'amélioration continue du niveau de vie, l'attention portée à la sécurité alimentaire a augmenté. Dans ce contexte, la traçabilité des fruits, en particulier des fruits verts, est devenue une exigence objective. Actuellement, coller des étiquettes à code-barres en papier sur la surface des fruits est le moyen principal pour assurer la traçabilité des fruits. Cependant, certaines étiquettes en papier ont tendance à se détacher, entraînant la perte d'informations clés, tandis que d'autres sont si fermement attachées qu'elles sont souvent difficiles à retirer. Par conséquent, cette étude choisit les oranges comme objet de recherche et prévoit d'utiliser la technologie laser pour graver directement des codes-barres bidimensionnels sur la surface des fruits. En comparant les effets de marquage des impulsions laser ultra-courtes picoseconde (ps) et des impulsions laser courtes nanoseconde (ns), elle vise à fournir une technologie de marquage avec des codes-barres clairs et durables pour la traçabilité des fruits.
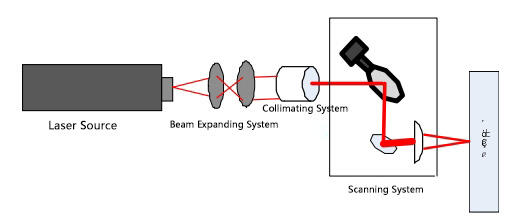
Figure 1 Diagramme schématique de l'appareil de marquage au laser