 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d'accueil
- Produits
- À propos de nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-nous

1. Aperçu Actuellement, les principaux types de lasers utilisés dans les applications de découpe sont les lasers CO2 et les lasers à fibres. Un laser CO2 est généré en excitant du gaz CO2 sous haute fréquence et haute pression, produisant un laser avec une longueur d'onde de 10,6μm. Le faisceau est...
Contactez-nous
1. Aperçu
Actuellement, les principaux types de lasers utilisés dans découpe les applications sont les lasers CO2 et les lasers à fibres. Un laser CO2 est généré en excitant du gaz CO2 sous haute fréquence et haute pression, produisant un laser avec une longueur d'onde de 10,6μm. Le faisceau est dirigé et focalisé via des miroirs résonateurs et des réflecteurs en cuivre pour effectuer la découpe.
Les lasers à fibres utilisent plusieurs diodes pompe multimode disposées en parallèle comme source laser , générant également un laser à 10,6 μm. Le faisceau est ensuite couplé dans une seule fibre via l'ajustement du résonateur, ce qui donne un laser de haute puissance.
2. Comparaison entre la découpe au laser CO2 et Découpe laser à fibre Les processus
(1) Comparaison de la structure du laser
Les générateurs de lasers CO2 sont de grandes dimensions et utilisent l'air comme milieu de transmission. Le laser se propage en ligne droite via des réflecteurs, ce qui entraîne une atténuation rapide du faisceau et des pertes d'énergie importantes. L'efficacité de conversion opto-électrique est faible, environ 10 %, comme le montre la figure 1.
Lasers à fibre utilise plusieurs ensembles de diodes pompe multimodes en parallèle. Le laser est transmis par des fibres optiques, confiné à l'intérieur de la fibre, et se déplace sur un chemin "courbé". Cette méthode n'est pas affectée par l'environnement extérieur et offre une efficacité de conversion opto-électrique élevée—plus de 25 %, comme le montre la figure 2.
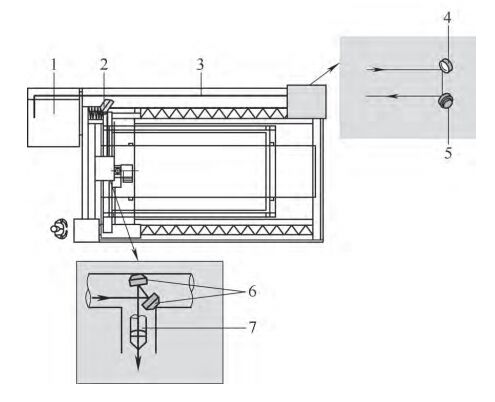
Figure 1 Laser CO2
1. générateur laser 2. unité de commande réflecteur 3. trajet optique 4, 5, 6. réflecteur angulaire 7. lentille de focalisation
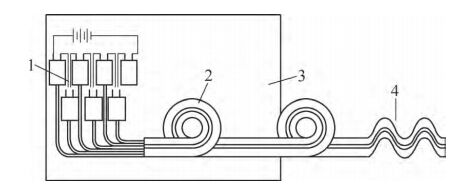
Figure 2 Laser à fibre
1. source laser 2. cavité résonante 3. système de refroidissement 4. trajet optique
(2) Comparaison des matériaux de découpe
Les lasers CO2 peuvent découper l'acier au carbone, l'acier inoxydable, l'alliage d'aluminium et les matériaux non métalliques, mais ne peuvent pas découper le cuivre . Le cuivre est très réfléchissant à la longueur d'onde de 10,6 μm et réfléchit la majeure partie du faisceau sans l'absorber, ce qui peut endommager la source laser en raison de la rétro-réflexion.
Les lasers à fibre peuvent découper l'acier au carbone, l'acier inoxydable, l'alliage d'aluminium et cuivre , mais ne peuvent pas découper les matériaux non métalliques , tels que le bois, le plastique et le cuir. Ils ne peuvent également pas découper des matériaux avec des revêtements de surface comme l'acier inoxydable stratifié ou des plaques d'acier spécial anti-corrosion.
(3) Comparaison des performances de découpe
L'efficacité de découpe inclut la vitesse de découpe, les performances de perçage et la qualité des bords, qui sont des indicateurs clés dans l'évaluation des machines de découpe laser.
Les lasers à fibres se distinguent dans la découpe de feuilles minces, en particulier celles d'une épaisseur inférieure à 3 mm, où ils peuvent être jusqu'à 4 fois plus rapides que les lasers CO2. À une épaisseur de 6 mm, les deux lasers ont des performances similaires, marquant le seuil où leurs avantages changent. Pour les matériaux plus épais que 6 mm, les lasers CO2 commencent à présenter un avantage, bien que la différence ne soit pas drastique. (Voir la figure 3 pour les vitesses de découpe sur différents matériaux.)
Avant de commencer la découpe, le laser doit d'abord percer le matériau. Les lasers à fibres ont généralement des temps de perçage plus longs par rapport aux lasers CO2. Par exemple, avec un laser de 3 kW découpant de l'acier au carbone de 8 mm, un laser CO2 est environ 1 seconde plus rapide par trou, et 2 secondes plus rapide pour 10 mm. Sur 2000 perçages par jour, cela entraîne une différence de temps de 6000 secondes, soit environ 1,7 heures par jour.
La qualité des bords est généralement évaluée en fonction de la rugosité et de la verticalité. Pour les plaques d'acier inférieures à 3 mm, les coupes au laser à fibre présentent une qualité de bord légèrement inférieure aux coupes au laser CO2. À mesure que l'épaisseur augmente, la différence devient plus perceptible. Pour les plaques d'acier inoxydable de 3 mm ou plus, les bords au laser à fibre apparaissent mats, tandis que les coupes au CO2 sont brillantes. Pour un acier au carbone de 16 mm, la verticalité du bord au laser à fibre varie entre 0,4 et 0,5 mm, tandis que le CO2 atteint 0,1 mm.
De plus, en raison de la fréquence basse et de la haute densité d'énergie des lasers à fibres, le perçage de petits trous dans l'acier au carbone peut provoquer un surchauffage.
Un résumé comparatif des processus de découpe au laser CO2 et au laser à fibre est présenté dans le Tableau 1.
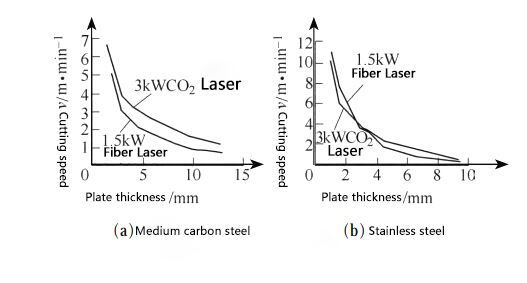
Figure 3 Vitesse de découpe de différents matériaux
Tableau 1 Comparaison des paramètres de processus de base entre la découpe au laser CO2 et au laser à fibre
| Article | Laser CO₂ | Laser à fibre |
|---|---|---|
| Type de laser | Un mélange | Simple |
| Longueur d'onde du laser (μm) | 10.6 | 1.06 |
| Conversion photovoltaïque (%) | 10 | ≥25 |
| Matériaux applicables | Acier au carbone, acier inoxydable, alliage d'aluminium, matériaux non métalliques | Acier au carbone, acier inoxydable, alliage d'aluminium, matériaux en cuivre |
| Vitesse de coupe | relativement bientôt | Très rapide pour les plaques de moins de 3 mm, similaire au laser CO2 pour les plaques de plus de 6 mm. |
| Capacité de perçage | Meilleur que le laser à fibre | Légèrement inférieur au laser CO2 |
| Qualité de la surface de découpe | Meilleur que le laser à fibre | Les plaques de moins de 3 mm sont légèrement pires que le laser CO2, plus l'épaisseur de la plaque est grande, plus la différence de qualité de la section est évidente. |
Tableau 2 : Analyse des coûts de la découpe au laser CO2 par rapport au laser à fibre
| Forme | Consommation | ||
| Laser CO2 | Laser à fibre | ||
| Consommation de gaz générant le laser |
He (99,999 %) / L∙h -1
|
13 | - |
|
N 2(99,999 %) / L∙h -1
|
6 | - | |
|
Co 2(99,999 %) / L∙h -1
|
1 | - | |
| Air comprimé / Nm3∙h-1 | - | 35 | |
| Consommation de gaz de découpe | Vitesse de découpe / m∙min-1 | 2.5 | 8.2 |
|
N 2(99,99 %) / Nm 3∙h -1
|
20.27 | 39.35 | |
| Consommation d'électricité | Puissance totale de l'équipement / kW | 47.56 | 28.56 |
| Amortissement de l'équipement | Coût total d'achat et d'installation / ¥·année⁻¹ | 650,000 | 700000 |
| Entretien des équipements | Coût d'entretien courant / ¥·an⁻¹ | 100000 | 70000 |
| Consommation d'articles consommables et d'usure |
Lentille de focalisation / pièce ∙ an⁻¹ | Environ 4 | - |
| Lentille de protection / jour ∙ pièce⁻¹ | - | 2.5 | |
| Buse / heure ∙ pièce⁻¹ | 40 | 40 | |
|
Autres consommables / yuan ∙ an⁻¹ (Éléments de filtration, anneaux magnétiques, eau de refroidissement) |
Environ 4000 | Environ 4000 | |
Note : Les coûts de main-d'œuvre, les coûts de gestion et les facteurs de profit ne sont pas pris en compte dans l'analyse des coûts ci-dessus.
3. Analyse du coût du CO2 vs. Découpe laser à fibre
En prenant l'exemple de la découpe d'une plaque d'acier inoxydable de 5 mm, un comparatif de coûts est présenté dans le Tableau 2.
Sur la base du tableau et en supposant 3860 heures de travail par an :
Découpe au laser CO2 : Coût de fonctionnement = ¥268,8/heure
Découpe laser à fibre : Coût de fonctionnement = ¥242,7/heure
Avec des vitesses de découpe de 2,5 m/min (CO2) et 8,2 m/min (fibre) :
Coût par mètre avec le CO2 = ¥1,79
Coût par mètre avec le laser à fibre = ¥0.48
4. Résumé et Recommandations
Les lasers à CO2 et découpe laser à fibre les technologies ont leurs propres applications appropriées.
Les lasers CO2 peuvent découper l'acier au carbone, l'acier inoxydable et l'alliage d'aluminium, ainsi que les semi-conducteurs, les non-métaux et les matériaux composites , leur donnant une gamme d'applications plus large.
Les lasers à fibre peuvent découper l'acier au carbone, l'acier inoxydable, l'alliage d'aluminium et cuivre —ce que les lasers CO2 ne peuvent pas faire—mais ils ne peuvent pas découper les matériaux non métalliques .
En ce qui concerne le coût de découpe, les lasers à fibre sont significativement plus économiques que les lasers à CO2.
Recommandations pour le choix du laser :
Pour des matériaux ≤ 4 mm d'épaisseur : Choisissez les lasers à fibre pour leur vitesse et efficacité supérieures—meilleure valeur globale.
Pour des matériaux ≥ 8 mm d'épaisseur : Choisissez les lasers à CO2 pour une meilleure performance de perçage et une meilleure qualité de bord—en particulier lorsque les lasers à fibre ne présentent plus d'avantage évident en termes de vitesse.
Pour le cuivre ou l'acier inoxydable poli miroir : Choisissez les lasers à fibre.
Pour les semi-conducteurs, non-métaux ou matériaux composites : Choisissez les lasers à CO2.