 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR-
Laser welding technology principle
Laser welding generally uses a continuous laser beam to connect materials. Its metallurgical physical process is very similar to that of electron beam welding, that is, the energy conversion mechanism is completed through a 'tiny hole' structure.Under the irradiation of a laser with sufficiently high power density, the material will evaporate and form a small hole.This steam-filled small hole acts like a black body, absorbing almost all the energy of the incident light beam. The heat is transferred from the outer wall of this high-temperature cavity, melting the metal surrounding the hole. In essence, it is a process of laser interacting with opaque material.The principle of laser welding is shown in Figure 1.
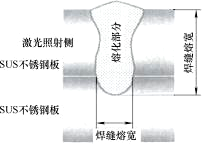
Figure 1.Laser welding principle
-
Application scope of laser welding
In our company, in the welding of stainless steel rail vehicles, the spot welding of vehicle side wall components is gradually replaced with laser welding. The aim is to improve the precision and operation efficiency of welding, increase the operation speed by 20% to 30% compared to present, and reduce the cost by 20% to 30%.Typically, each rail vehicle requires 7000 to 8000 spot welds, and the processed surface after spot welding needs subsequent black removal treatment, which is time-consuming. Laser welding has improved these two issues.At present, laser welding can achieve welding requirements for butt joints, lap joints, and other joint forms of stainless steel plates within 2.5mm.
-
Advantages of Laser Welding
The advantages of laser welding are fast welding speed, low welding heat input, small heat-affected zone, small welding stress, small workpiece deformation, and it can obtain high-quality joint strength and a larger depth-to-width ratio.Moreover, a variety of materials can be welded, such as refractory metals and materials with strong heat sensitivity, can also be used for welding non-metal materials, such as ceramics and organic glass; it has good accessibility and the beam can reach the position where the general welding method can't weld by the assistance of the reflective mirror, especially suitable for micro-parts and long-distance laser welding.It doesn't require direct contact with the weld zone and can pass through transparent media to weld workpieces inside sealed containers, such as welding highly toxic materials like beryllium alloy inside glass-sealed containers.
Laser welding principles and applications
2024-02-19 16:32:37
