
تم اقتراح طريقة اللحام ثنائي الشعاع، وتُستخدم بشكل أساسي لتحسين مرونة اللحام بالليزر فيما يتعلق بدقة التجميع، وزيادة استقرار عملية اللحام، وتحسين جودة اللحام، خاصةً بالنسبة للحام ألواح رقيقة والألمنيوم...
اتصل بنا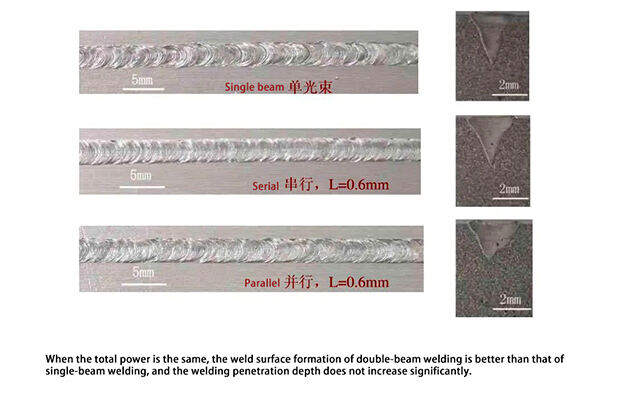
تم اقتراح طريقة اللحام ثنائي الشعاع، وتُستخدم بشكل أساسي لتحسين مرونة لحام بالليزر تجاه دقة التجميع، وزيادة استقرار عملية اللحام، وتحسين جودة اللحام، خاصةً بالنسبة للحام ألواح اللياقة والسبائك الألمنيومية. يمكن أن يقوم اللحام بالليزر ثنائي الشعاع بتقسيم نوع واحد من الليزر إلى شعاعين منفصلين باستخدام الطرق البصرية لأغراض اللحام، أو يمكنه استخدام نوعين مختلفين من الليزر في التوليف. يمكن لكل من ليزر CO2، وليزر Nd:YAG، والليزر شبه الموصل ذي الطاقة العالية أن يُدمج بعضه مع بعض. من خلال تغيير طاقة الأشعة، ومسافة بين الأشعة، وحتى نمط توزيع الطاقة للأشعة الثنائية، يمكن تعديل حقل درجة حرارة اللحام بسهولة ومرونة. هذا يغير نمط وجود الثقوب ونمط تدفق المعدن السائل في بركة اللحام، مما يوفر مساحة أوسع لاختيار عملية اللحام، وهو ما لا يمكن تحقيقه باستخدام اللحام بالليزر ذي الشعاع الواحد. ليس فقط يتمتع بمزايا الانصهار العميق، والسرعة العالية، والدقة العالية الخاصة بلحام الليزر، ولكنه يتميز أيضًا بمرونة كبيرة مع المواد والوصلات التي من الصعب لحامها باستخدام تقنية اللحام بالليزر التقليدية .
1. مبدأ اللحام بالليزر ثنائي الشعاع
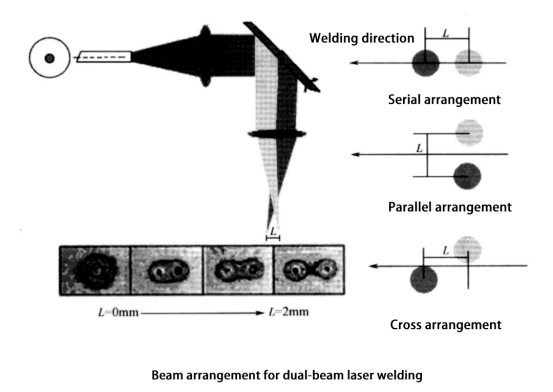
اللحام ثنائي الشعاع يعني استخدام ليزرين بشكل متزامن أثناء عملية اللحام. ترتيب الأشعة، مسافة الفصل بين الشعاعين، الزاوية التي يشكلها الشعاعان، موقع التركيز، ونسبة الطاقة بين الشعاعين هي كلها معلمات ذات صلة في اللحام الليزري ثنائي الشعاع. عادةً، أثناء عملية اللحام، هناك طريقتان رئيسيتان لترتيب الشعاعين المزدوجين. كما هو موضح في الرسم التوضيحي، الأولى هي ترتيبهما بالتتابع على طول اتجاه اللحام. هذا الترتيب يمكن أن يقلل من معدل تبريد حوض اللحام ويقلل من ميل التصلب للحام وإنتاج الثقوب. أما الثانية فهي ترتيب أو تقاطع الأشعة جنبًا إلى جنب على جانبي خياطة اللحام لزيادة القدرة على التكيف مع الفجوة في خياطة اللحام.
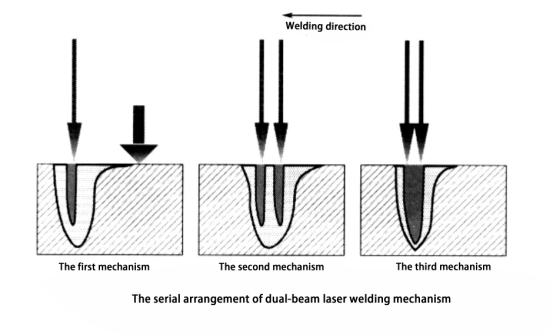
بالنسبة لنظام اللحام الليزري ثنائي الشعاع بترتيب متسلسل، هناك ثلاث آليات لحام مختلفة تعتمد على المسافة بين الشعاعين.
1) في النوع الأول من آلية اللحام، تكون المسافة بين الشعاعين نسبيًا كبيرة. شعاع واحد لديه كثافة طاقة أعلى ويُركّز على سطح peace العمل لإنتاج فتحة مفتاح في اللحام ; بينما الشعاع الآخر لديه كثافة طاقة أقل ويعمل فقط كمصدر للحرارة للعلاج الحراري قبل أو بعد اللحام .يسمح هذا آلية اللحام بتحكم معدل تبريد حوض اللحام ضمن نطاق معين، مما يساعد على لحام المواد ذات الحساسية العالية للتشقق مثل الصلب عالي الكربون والصلب المقاوم، ويمكنه أيضًا تحسين صلابة الخياطة
2) في نوع آليات اللحام الثاني، يكون البعد بين نقاط التركيز للشعاعين صغير نسبيًا. الشعاعان ينتجان فتحتي مفتاح منفصلتين في حوض لحام واحد , مما يؤدي إلى تغيير في أنماط تدفق المعدن المنصهر. هذا يساعد في منع العيوب مثل التآكل تحت الحافة وبروز الخيط اللحمي، مما يحسن تشكيل الخياطة.
3) في نوع آليات اللحام الثالث، يكون البعد بين الشعاعين صغير جدًا، وفي هذه الحالة, الشعاعان ينتجان نفس الفتحة المفتاحية في حوض اللحام . مقارنةً بلحام الليزر ذي الشعاع الواحد، فإن حجم هذه الفتحة المفتاحية أكبر وأقل احتمالاً للإغلاق ، مما يجعل عملية اللحام أكثر استقرارًا، ويسهل تصريف الغاز. وهذا مفيد في تقليل المسامية والتناثر وتحقيق خياطة لحام مستمرة ومتجانسة وجذابة.
خلال عملية اللحام، يمكن أيضًا ضبط شعاعي الليزر بزاوية معينة بالنسبة لبعضهما البعض، وآليته مشابهة لآلية اللحام ثنائي الشعاع المتوازي. وقد أظهرت النتائج التجريبية أن استخدام شعاعي ليزر OO عالي الطاقة بزاوية 30° بينهما وعلى بعد 1-2 مم من بعضهما يمكن أن يحقق فتحة مفتاحية على شكل مễاة. تكون الفتحة المفتاحية أكبر وأكثر استقرارًا، مما يمكن أن يحسن بشكل فعال جودة اللحام. وفي التطبيقات العملية، يمكن تعديل مجموعات مختلفة من الشعاعين بناءً على ظروف اللحام المختلفة لتحقيق عمليات لحام مختلفة.
2. طريقة تنفيذ اللحام بالليزر ثنائي الشعاع
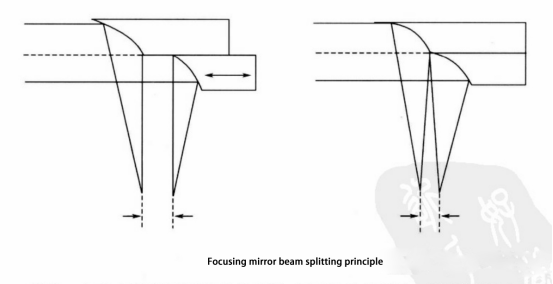
يمكن الحصول على شعاعين عن طريق دمج شعاعين ليزريين مختلفين، أو باستخدام نظام تقسيم بصري لتقسيم شعاع ليزر واحد إلى شعاعين لللحام. لفصل الشعاع إلى شعاعين متوازيين بقوة مختلفة، يمكن استخدام مرآة تقسيم الشعاع أو بعض الأنظمة البصرية الخاصة. تُظهر الصورة نوعين من مبادئ تقسيم الشعاع باستخدام عدسة التركيز كجهاز تقسيم للشعاع.
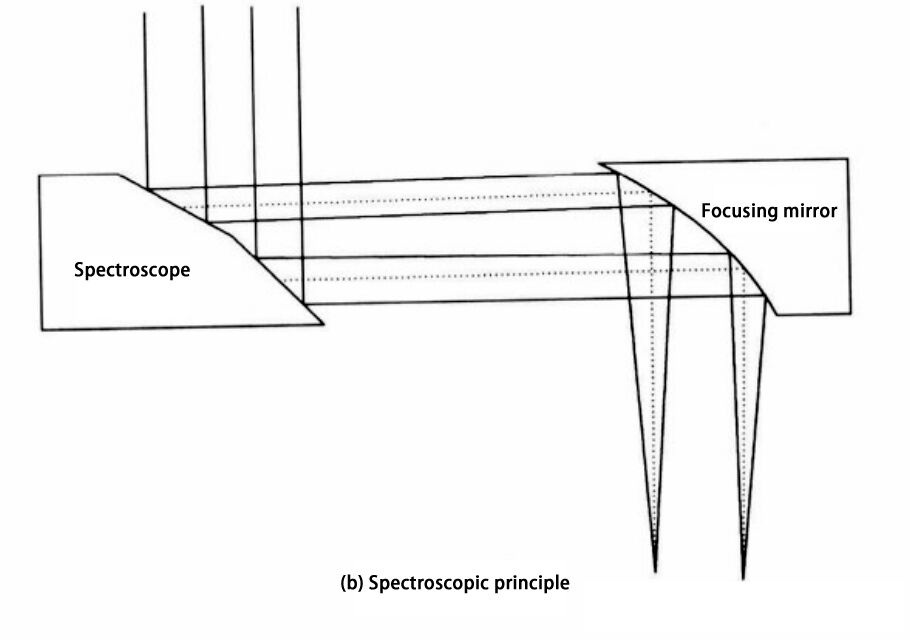
بالإضافة إلى ذلك، يمكن استخدام المنعكس كمرآة لتقسيم الشعاع، حيث يكون المنعكس الأخير في المسار البصري هو مقسم الشعاع. يُعرف هذا النوع من المنعكس أيضًا باسم منعكس الحافة، سطحه العاكس ليس عبارة عن مستوى واحد بل يتكون من مستويين. خط تقاطع السطحين العاكسين يقع في وسط المرآة، ويبدو مثل حافة، كما هو موضح في الرسم التوضيحي. يتم إسقاط شعاع ضوئي متوازي على مقسم الشعاع، ويتم انعكاسه إلى شعاعين بواسطة المستويين بزوايا مختلفة. ينير هذان الشعاعان مواقع مختلفة على العدسة البؤرية، وبعد التركيز، يتم الحصول على شعاعين على سطح peacework بمسافة معينة بينهما. عن طريق تغيير الزاوية بين السطحين العاكسين وموقع الحافة، يمكن الحصول على أشعة مقسمة بأطوال بؤرية وطرق ترتيب مختلفة.
عند استخدام نوعين مختلفين من أشعة الليزر لتكوين شعاع مزدوج، هناك طرق مختلفة للدمج. يمكن استخدام ليزر CO2 عالي الجودة ذو توزيع طاقة غاوسية لأعمال اللحام الأساسي، مدعومًا بليزر شبه موصل ذو توزيع طاقة مستطيل لأعمال المعالجة الحرارية. هذه الطريقة اقتصادية من ناحية، ومن ناحية أخرى يمكن ضبط قوة الشعاعين بشكل مستقل. بالنسبة لأنماط الاتصال المختلفة، يمكن الحصول على حقل درجة حرارة قابل للتعديل عن طريق ضبط موقع التداخل بين ليزر وليزر شبه الموصل، وهو مناسب جدًا لتحكم عملية اللحام. بالإضافة إلى ذلك، يمكن دمج ليزر YAG وليزر CO2 في شعاع مزدوج للحام، ويمكن دمج ليزر مستمر وليزر نبضي للحام، كما يمكن أيضًا دمج الشعاع المركّز والشعاع غير المركّز للحام.
3. مبدأ اللحام بالليزر ثنائي الشعاع
3.1 اللحام بالليزر ثنائي الشعاع للألواح المغلفنة
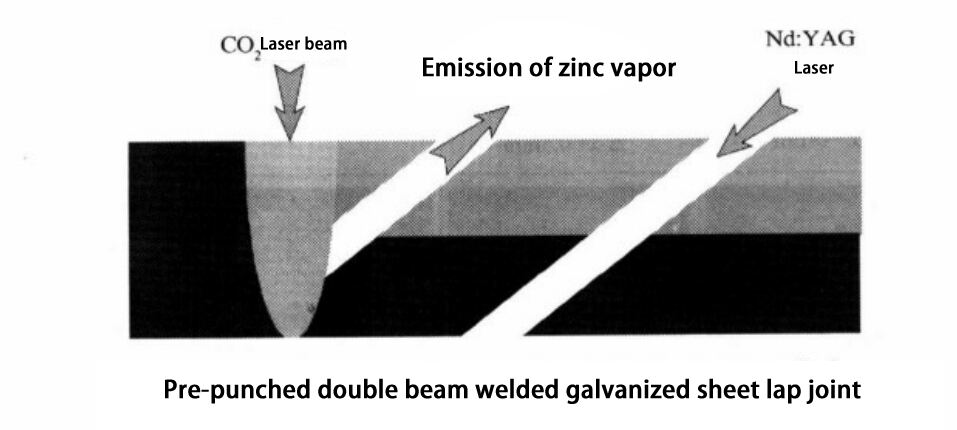
اللوحة الفولاذية المغلفنة هي المادة الأكثر استخدامًا في صناعة السيارات. نقطة انصهار الفولاذ تبلغ حوالي 1500°C، بينما نقطة غليان الزنك تصل إلى 906°C فقط. لذلك، عند استخدام طريقة اللحام، يتم إنتاج كميات كبيرة من بخار الزنك، مما يؤدي إلى عدم استقرار عملية اللحام وتكوين فقاعات في خياطة اللحام. بالنسبة للوصلات التداخلية، فإن تبخر الطبقة المغلفنة يحدث ليس فقط على الأسطح العلوية والسفلية، ولكن أيضًا على واجهة الوصلة. أثناء عملية اللحام، ينفث بخار الزنك بسرعة من سطح البركة المنصهرة في بعض المناطق، بينما يكون من الصعب لبخار الزنك الهروب من سطح البركة المنصهرة في مناطق أخرى، مما يؤدي إلى جودة لحام غير مستقرة للغاية.
يمكن أن تحل تقنية اللحام بالليزر ذي الشعاع المزدوج مشاكل جودة اللحام الناتجة عن بخار الزنك. إحدى الطرق هي التحكم في وقت وجود البركة المنصهرة وسرعة التبريد من خلال مطابقة طاقة الشعاعين بشكل معقول، مما يساعد على هروب بخار الزنك؛ أما الطريقة الأخرى فهي السماح لهروب بخار الزنك من خلال معالجة ثقبية أو قطع خنادق مسبقة. كما هو موضح في الصورة أدناه، يتم استخدام ليزر CO2 للحام، بينما يتم استخدام ليزر YAG أمام ليزر CO2 لعمل الثقوب أو القطع. توفر الثقوب أو الفتحات المُعالجة مسبقاً مساراً للهروب لبخار الزنك الذي يتشكل أثناء اللحام اللاحق، مما يمنعه من البقاء في البركة المنصهرة وتكوين عيوب.
3.2 اللحام بالليزر ذي الشعاع المزدوج للألمنيوم
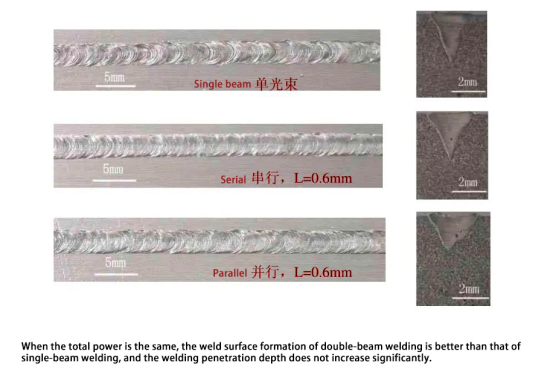
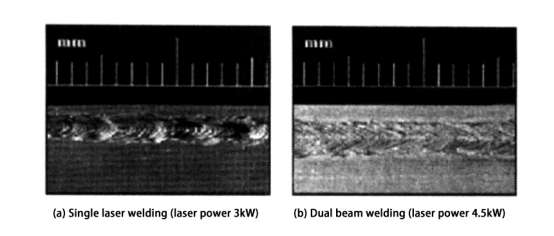
بسبب الخصائص الفريدة لمواد سبيكة الألمنيوم، تواجه اللحام بالليزر الصعوبات التالية: معدل امتصاص الليزر من قبل سبائك الألمنيوم منخفض، حيث يتجاوز معدل الانعكاس الأولي على سطح حزمة ليزر CO2 90%؛ أثناء اللحام، تكون خياطات اللحام بالليزر لسبائك الألمنيوم عرضة للمسامات والشقوق؛ يحدث فقدان لعناصر السبيكة أثناء عملية اللحام. عند استخدام اللحام بالليزر المفرد، يكون من الصعب إنشاء فتحات الحفر (keyholes) ولا تظل مستقرة بسهولة. عند استخدام اللحام بالليزر ثنائي الشعاع، يمكن زيادة حجم فتحة الحفر، مما يجعل من الصعب إغلاقها ويساعد في تصريف الغاز. وفي الوقت نفسه، يمكن تقليل معدل التبريد، مما يقلل من حدوث المسامات والشقوق الناتجة عن اللحام. نظرًا لأن عملية اللحام أكثر استقرارًا وتقل كمية الرذاذ، فإن شكل سطح الخامة الناتجة عن اللحام ثنائي الشعاع لسبائك الألمنيوم تكون أفضل بكثير مقارنة بالشعاع الواحد. توضح الصورة أدناه مظهر الصلدات المرفقة لسبائك الألمنيوم بسمك 3 ملم التي تم لحامها باستخدام حزمة ليزر CO2 واحدة وشعاعين ليزريين.
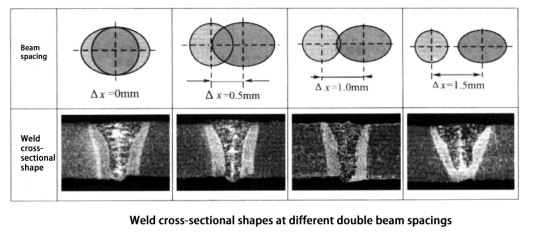
ت表明 أن البحوث عندما يتم لحام سبيكة الألمنيوم من السلسلة 5000 بسمك 2 مم، يكون العملية نسبيًا مستقرًا عندما تكون المسافة بين الشعاعين 0.6-1.0 مم. يؤدي الفتح الناتج عن الحفر إلى زيادة في الحجم، مما يسهل تبخر وهروب العناصر المغنيسيوم أثناء عملية اللحام. إذا كانت المسافة بين الشعاعين صغيرة جدًا، فإن العملية ستكون مشابهة للحام الشعاع الواحد ولن تكون مستقرة بسهولة؛ وإذا كانت المسافة كبيرة جدًا، فستؤثر على عمق الاختراق في اللحام كما هو موضح في الرسم التوضيحي أدناه. بالإضافة إلى ذلك، يؤثر نسبة الطاقة بين الشعاعين بشكل كبير على جودة اللحام. عند ترتيب الشعاعين بالتتابع للحام بمسافة 0.9 مم، يكون من المفيد زيادة طاقة الشعاع الأول بشكل مناسب، مما يجعل نسبة الطاقة بين الشعاعين أكبر من 1:1. هذا يساعد على تحسين جودة اللحام، توسيع منطقة الذوبان، والحصول على خياطات لحام ناعمة وجذابة حتى عند سرعات لحام أعلى.
3.3 اللحام ثنائي الشعاع لألواح ذات سمك غير متساوٍ
في الإنتاج الصناعي، يُعتبر من الضروري غالبًا لحام صفائح معدنية متعددة ذات أبعاد وأشكال مختلفة معًا لصنع ورقة مركبة. خاصةً في صناعة السيارات، أصبحت تطبيقات الألواح المركبة أكثر انتشارًا.
من خلال لحام ألواح ذات مواصفات، طبقات سطحية أو أداء مختلف، يمكن زيادة القوة، تقليل الاستهلاك وتخفيف الوزن. في لحام الألواح المركبة، يتم عادةً استخدام اللحام بالليزر للأجزاء ذات السمك المختلف. إحدى المشكلات الرئيسية هي ضرورة تصنيع القطع المراد لحامها بحواف دقيقة للغاية وضمان التجميع بدقة عالية. يمكن للحام ثنائي الشعاع للأجزاء ذات السمك غير المتساوي التكيف مع الفجوات المتغيرة، الأجزاء المرصوصة، السمك النسبي والاختلافات في المواد. يمكنه لحام الألواح ذات التolerances الكبيرة على الحواف والفجوات، مما يحسن سرعة اللحام وجودة اللحام.
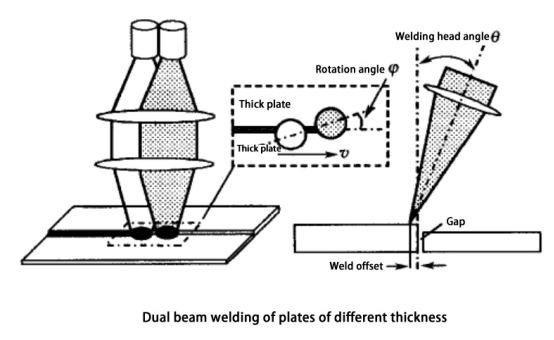
يمكن تقسيم المعلمات الرئيسية للعملية الخاصة باللحام بشعاعين لألواح ذات سمك غير متساوٍ إلى معلمات اللحام ومعلمات الألواح، كما هو موضح في الرسم التوضيحي. تشمل معلمات اللحام قوة الليزرين، سرعة اللحام، موقع نقطة التركيز، زاوية رأس اللحام، زاوية دوران الشعاعين على المرفق، والانحراف في اللحام. أما معلمات الألواح فتشمل أبعاد المادة، الأداء، تقطيع الحواف، وفجوة الألواح. يمكن ضبط قوة الليزرين بشكل منفصل بناءً على أغراض اللحام المختلفة.
بشكل عام، يمكن تحقيق عملية لحام مستقرة وكفؤة عندما يكون النقطة البؤرية على سطح الصفيحة الرقيقة. زاوية رأس اللحام تُختار عادةً لتكون حوالي 6 درجات. إذا كانت سماكة الصفائح الاثنين كبيرة جدًا، يمكن استخدام زاوية إيجابية لرأس اللحام، أي أن الليزر يميل نحو الصفيحة الرقيقة كما هو موضح في الشكل. عندما تكون سماكة الصفيحة صغيرة نسبيًا، يمكن استخدام زاوية سالبة لرأس اللحام. تعريف انحراف اللحام هو المسافة بين النقطة البؤرية للليزر وحافة الصفيحة السميكة. عن طريق ضبط انحراف اللحام، يمكن تقليل اكتئاب اللحام لتحقيق قسم عرضي جيد للحام.
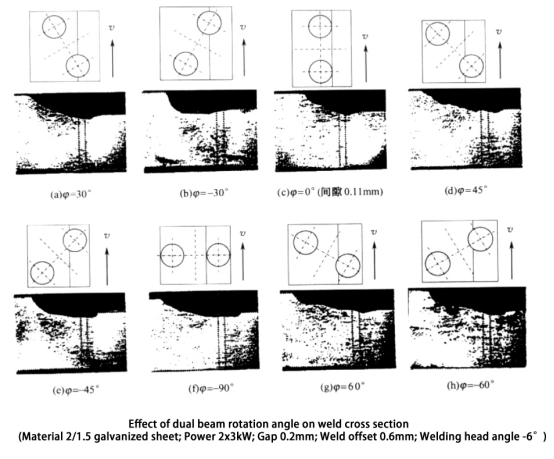
عند لحام الصفائح ذات الفجوات الكبيرة، يمكن زيادة قطر تسخين الشعاع الفعال لتحسين قدرة ملء الفجوة من خلال تدوير زاوية الشعاع المزدوج. يتحدد عرض قمة خياطة اللحام بواسطة قطر الشعاع الفعال للليزرَين، أي أنه يتحدد بناءً على زاوية دوران الشعاع. كلما كانت زاوية الدوران أكبر، كان نطاق تسخين الشعاع المزدوج أوسع، وبالتالي يكون عرض القمة العلوية لخياطة اللحام أوسع. لكل من الليزرَين دور مختلف أثناء عملية اللحام؛ أحدهما يستخدم بشكل أساسي لاختراق المفصل، والآخر يستخدم لذوبان المادة السميك لتغطية الفجوة. كما هو موضح في الرسم أدناه، تحت زاوية دوران شعاع إيجابية (حيث يعمل الشعاع الأمامي على الصفيحة السميك، والشعاع الخلفي على المفصل)، فإن الشعاع الأمامي يصطدم بالصفيحة السميك، مما يؤدي إلى تسخين وذوبان المادة، بينما يقوم الليزر الخلفي بإنتاج الاختراق. الليزر الأول في المقدمة يستطيع فقط ذوبان جزئي للصفيحة السميك، ولكنه يقدم مساهمة كبيرة في عملية اللحام لأنه لا يذيب فقط جانب الصفيحة السميك لتحسين ملء الفجوة، بل يربط أيضًا المادة المعدنية مسبقًا، مما يجعل من السهل على الشعاع التالي اختراق المفصل، مما يحسن سرعة اللحام. أما في اللحام ثنائي الشعاع بزاوية دوران سالبة (حيث يعمل الشعاع الأمامي على خياطة اللحام، والشعاع الخلفي على الصفيحة السميك)، فإن أدوار الشعاعين تكون معاكسة تمامًا. يعمل الشعاع الأمامي على اختراق المفصل، بينما يعمل الشعاع الخلفي على إذابة الصفيحة السميك لملء الفجوة.
في هذه الحالة، يجب أن يخترق الشعاع الأمامي اللوحة الباردة، وسرعة اللحام تكون أقل مقارنة باستخدام زاوية دوران إيجابية للشعاع. ونتيجة لتأثير تسخين الشعاع الأمامي، فإن الشعاع التالي سيذيب مادة أثقل من اللوحة عند نفس القوة. في هذه الحالة، يجب تقليل قوة الشعاع الليزري الثاني بشكل مناسب. بالمقارنة، استخدام زاوية دوران إيجابية للشعاع يمكن أن يزيد من سرعة اللحام بشكل مناسب، بينما استخدام زاوية دوران سالبة للشعاع يمكن أن يحقق تعبئة فجوة أفضل. الصورة التالية توضح تأثيرات زوايا دوران مختلفة للشعاع على مقطع اللحام العرضي.
3.4 لحام ليزري ثنائي للوحات السميكة
مع تحسين مستويات قوة الليزر وجودة الشعاع، أصبح من الواقع استخدام اللحام بالليزر للألواح السميكة. ومع ذلك، بسبب التكلفة العالية للليزر ذي القوة العالية، والحاجة العامة لإضافة المعادن أثناء لحام الألواح السميكة، هناك بعض القيود في الإنتاج الفعلي. استخدام تقنية اللحام بالليزر ثنائي الشعاع لا يزيد فقط من قوة الليزر ولكن أيضًا من قطر تسخين الشعاع الفعال، مما يعزز قدرة إذابة سلك الحشو ويستقرف ثقب الليزر، مما يحسن استقرار اللحام وبالتالي يرفع جودة اللحام.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR