1.1 مستوى التركيز 1.1.1 تعريف التركيز: توزيع الطاقة في قطر الشعاع هو كما هو موضح في الشكل الأيسر، والقطر الطولي لتوزيع الطاقة في الشعاع هو أيضا كما هو موضح في الشكل الأيسر. ...البرق يخرج من
اتصل بنا
1.1 مستوى التركيز
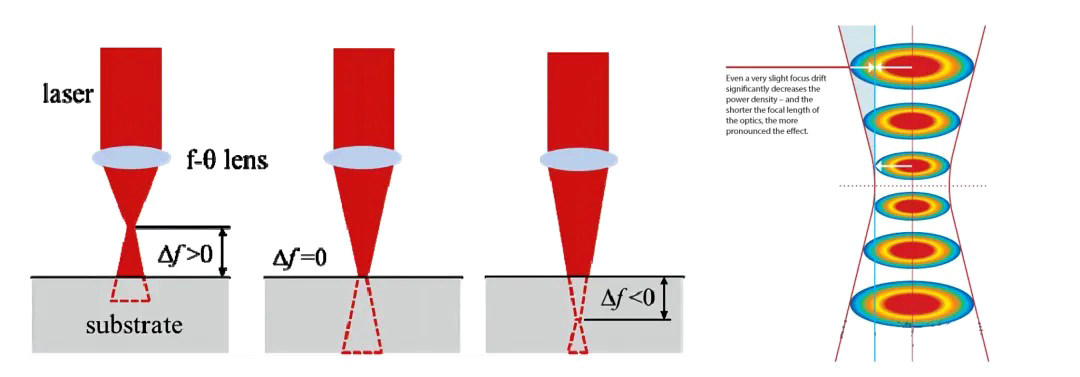
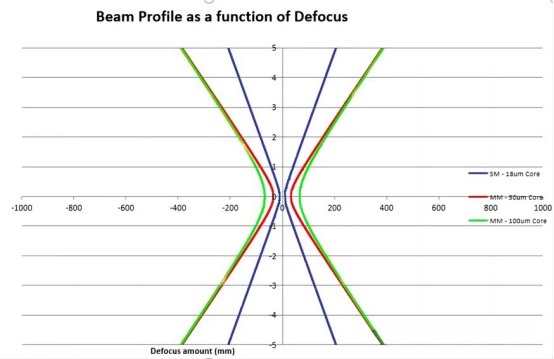
1.1.1 تعريف التركيز : توزيع الطاقة لقطع الشعاع كما هو موضح في الرسم التوضيحي على اليسار، وقسم الشعاع الطولي لتوزيع الطاقة أيضًا كما هو موضح في الرسم التوضيحي على اليسار. يتم إخراج الشعاع من الليزر، وبعد مروره عبر العدسة المركزة المضادة للتشتت، فإنه يركز في موقع معين، مما يشكل خصر الشعاع. هذه النقطة لها خاصية أن الحجم يكون الأصغر، وتركيز طاقة الشعاع يكون الأعلى، وهي نقطة البؤرة.
توزيع طاقة الليزر متماثل تمامًا على مستوى البؤرة. من خلال الظاهرة الفيزيائية لتفاعل الليزر مع المواد، يمكن تحديد حدود الطاقة، وبالتالي تحديد موقع نقطة التركيز المركزية.
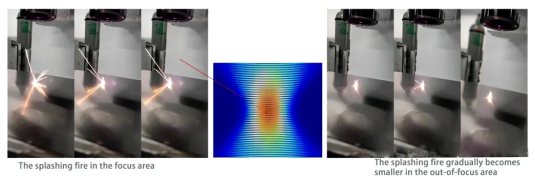
1.2 أساس الحكم على إحداثيات الحدود :الحدود بين المناطق التي تحتوي على الرذاذ والمناطق التي لا تحتوي عليها؛ طول وسطوع لهب البلازما (نور اللهب) العلوي والحالة المقابلة للهاف البلازما (نور اللهب) السفلي، ويتم أخذ القيمة الوسيطة؛ المستوى الذي يكون فيه الصوت أعلى وأكثر شدة في التفاعل الفيزيائي.
1.3 كيفية تحديد مستوى البؤرة :
1.3.1. الخطوة الأولى هي ضبط النقطة المرجعية
التوجيه الأولي :
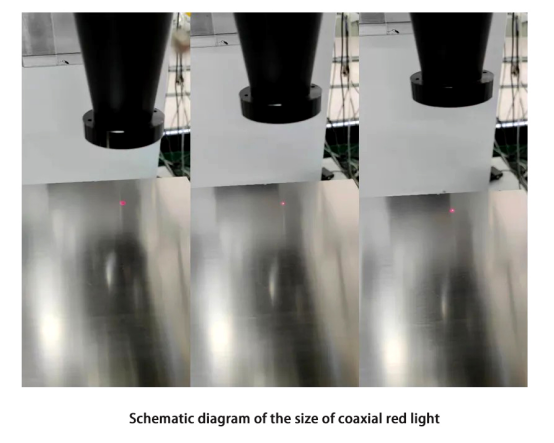
إذا كنت غير متأكد من الموقع التقريبي لعمق البؤرة، يمكنك أولاً تحريك محور Z إلى حيث يكون حجم نقطة الضوء الأحمر المتمركز أصغر، وهو عادة بالقرب من عمق البؤرة؛ ابحث عن أصغر نقطة إرشادية، ثم ابحث عن الحدود العلوية والسفلية لطاقة النقطة البؤرية.
الاحتياطات :
مع نفس تكوين المسار الضوئي الخارجي، ستؤدي قوى مختلفة إلى عمق بؤري مختلف. لذلك، عند تحديد النقطة البؤرية، يجب ضبط القوة بأقل مستوى ممكن لتسهيل ضبط الحدود.
1.3.2 الخطوة الثانية: طريقة النقطة النبضية - فحص الاتصالات اللحام
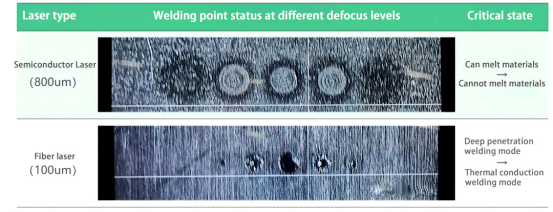
ابحث عن إحداثيات الحالة الحرجة للتشتت الموجب والسالب، ويُؤخذ المتوسط بين هذين الإحداثيين كإحداثيات للنقطة البؤرية.
طريقة النقطة النبضية - شاهد الشرارات
بالطبع، يمكنك أيضًا الاستماع إلى الصوت، أما بالنسبة لميزة الاختيار للحكم، فهذا يعتمد على حالة الليزر الموجود في الموقع ونوع المادة، ويجب اختيار ما هو أكثر ملاءمة للحكم.
ملحوظة إضافية:
1) تأكد من عدم إصدار الضوء بشكل مستمر في نفس الموضع ( striking على سطح المادة الأملس أو نقطة اللحام حيث تكون الفروقات في الخصائص كبيرة سيؤدي إلى خطأ كبير في الحكم);
2) يجب أن يكون المادة المستخدمة لايجاد النقطة البؤرية مسطحة، بدون تغيرات في الارتفاع، ويجب أن يكون السطح نظيفًا;
3) ابحث عن النقطة البؤرية عدة مرات وأخذ المتوسط لخفض الخطأ.
1.3.3 تحديد المستوى البؤري باستخدام طريقة الخط المائل
ملاحظات حول القطع بالليزر:
اللوحة الفولاذية العامة:
1) بالنسبة للمiconductorات، استخدم حوالي 500W أو أقل؛而对于 الألياف البصرية، حوالي 300W سيكون كافيًا؛
2) يمكن ضبط السرعة بين 80-200mm/s;
3) كلما كان زاوية الميل للوحة الفولاذية أكبر، يكون ذلك أفضل، ويفضل أن تكون حوالي 45-60 درجة؛ يقع النقطة الوسطى عند تركيز التوضع الخشن لأصغر وألمع نقطة إرشادية.
ثم ابدأ في رسم الخط. ما هو التأثير الذي يجب أن يحققه الرسم؟ نظريًا، هذا الخط سيوزع بشكل متماثل حول نقطة التركيز، وسيمر المسار بعملية زيادة من الصغير إلى الكبير ثم تقلص مرة أخرى، أو تقلص من الكبير إلى الصغير ثم زيادة مرة أخرى.
بالنسبة للمiconductorات، ابحث عن النقطة الأرق. ستتحول لوحة الفولاذ إلى اللون الأبيض عند نقطة التركيز مع خصائص لونية واضحة، والتي يمكن أن تُستخدم أيضًا كأساس لتحديد نقطة التركيز. ثانيًا، بالنسبة للألياف البصرية، حاول التحكم في الجانب الخلفي ليكون شفافًا قليلاً. إذا كان شفافًا قليلاً عند نقطة التركيز، فهذا يشير إلى أن نقطة التركيز تقع في المنتصف الطولي لدرجة الشفافية الخفيفة للجانب الخلفي.
1.3.4 النقاط الحلزونية: استخدام جهاز الجالوانومتر لإيجاد نقطة التركيز
عندما يتم الجمع بين الوضع الأحادي مع جهاز الجلوانومتر، قد يكون من الصعب أحيانًا العثور على النقطة الحرجة للخصائص الفيزيائية بسبب نسبة التكبير الكبيرة جدًا. لذلك، تم اشتقاق طريقة لوضع خط حلزوني باستخدام إدخال طاقة أكثر كثافة لتحديد النقطة البؤرية.
1) قم بإنشاء خط حلزوني داخل إطار جهاز الجلوانومتر وقم بمركزه.
حدد معلمات الحلزون:
•نصف قطر نقطة البداية 0.5 ملم
•نصف قطر نقطة النهاية 1.5 ملم
•مسافة الخط الحلزوني 0.5 ملم;
(*لا يجب أن يكون نصف قطر نقطة النهاية للخط الحلزوني كبيرًا جدًا، عادةً يكون 1 ملم ~ 2 ملم مناسبًا.)
2) السرعة اللحام يجب تعيين السرعة عادةً إلى ≥100 ملم/ث. إذا كانت السرعة بطيئة جدًا، فإن تأثير لحام الأسلاك الحلزونية لن يكون واضحًا. السرعة الموصى بها هي 150 ملم/ث.
1.4 اللحام السرعة
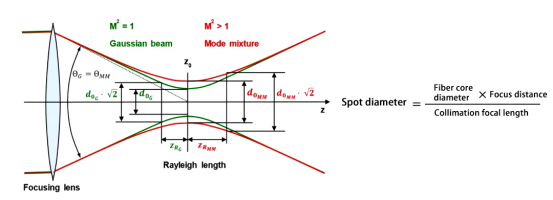
الـ لحام بالليزر يتألف النظام من ليزر، وسلك نقل، ورأس تجميع وتوجيه أو جالفانومتر، وما إلى ذلك. الضوء الذي يخرج من السلك هو ضوء متفرق ويحتاج إلى تحويله إلى ضوء متوازي بواسطة عدسة التجميع، ثم يتم تحويله إلى حالة مركزة (تأثير المكبر) من خلال عدسة التركيز. تتضمن المعالم الرئيسية أثناء تصحيح عملية الليزر: السرعة , الطاقة , كمية الانحراف البؤري , و غاز الحماية , إلخ. بشكل عام، التقرير التقني الذي يقدمه المهندسون التقنيون عند الاختبار في المختبر يحتوي بشكل أساسي على هذه الأربعة معالم بالإضافة إلى تكوين نموذج الليزر المختار.
1.4.1 تأثير السرعة على جودة اللحام: الطاقة الخطية
بشكل عام، قبل تحديد البارامترات التي يجب اختيارها لقطعة العمل، من الضروري أولاً تحديد سرعة المعالجة. يتطلب ذلك التواصل مع العميل لتلبية متطلباتهم، مثل متطلبات إيقاع الإنتاج والطلب على الإنتاج. بناءً على هذه المعلومات، يمكنك تقريبًا استنتاج السرعة المطلوبة، ثم تنفيذ ضبط العملية على هذا الأساس.
خلال لحام بالليزر العملية، تؤثر سرعة اللحام بشكل مباشر على كثافة الطاقة الخطية لحزمة الليزر، مما يؤثر بشكل كبير على حجم خياطة اللحام. في الوقت نفسه، تتغير أنماط تدفق البركة المنصهرة أثناء عملية اللحام بالليزر تحت سرعات لحام مختلفة.
زيادة سرعة ليزر الألياف الواحد : سيؤدي هذا إلى انخفاض طاقة الخط، وستتغير اللحام من السمك إلى الرقة. سينتقل من اللحام النفاذ العميق إلى اللحام بالتوصيل حتى لا يكون هناك أثر لحام بسبب نقص الانصهار. عادةً، لا يتم تعديل السرعة بشكل كبير. بالنسبة للمواد ذات الانعكاسية العالية، إذا كان هناك الكثير من اللحامات القصيرة أو نقص في الانصهار، فإن تقليل السرعة يمكن أن يحل بعض المشكلات. وهذا يتضمن تقليل المنطقة المتضررة بالحرارة وطاقة الخط لبعض الأجزاء الهيكلية التي تحتوي على قطع بلاستيكية على الحواف أو في اللحامات الطبقية عن طريق زيادة السرعة.
اللحام النبضي : تؤثر السرعة على معدل التداخل؛
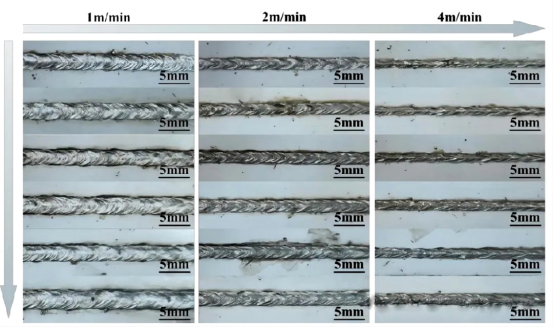
لحام الليزر المستمر : المبدأ الأساسي لكيفية تأثير السرعة على اللحام هو أنها تؤثر على توزيع طاقة الخط، وبالتالي مدة عمل الليزر. وهذا بدوره يؤدي إلى مستويات مختلفة من عمق وعرض الانصهار المعدني. قاعدة التأثير موضحة في الصورة أدناه:
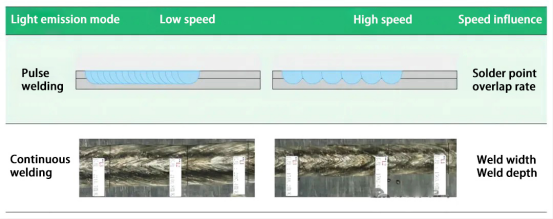
يقل عرض الانصهار مع زيادة سرعة اللحام؛ كما يقل عمق الانصهار مع زيادة سرعة اللحام؛ زيادة السرعة يمكن أن تقلل إلى حد ما من العيوب مثل التآكل الجانبي والتناثر.
طاقة اللحام 1.5
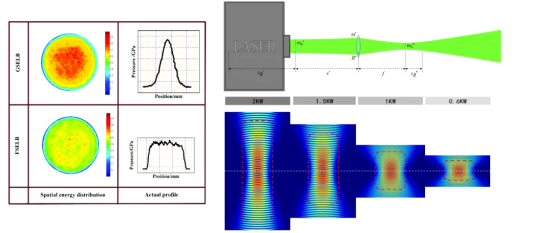
عادةً يتم تمثيل طاقة الإدخال في اللحام بالليزر بواسطة الكثافة الطاقوية (قوة الليزر مقسومة على مساحة النقطة، بوحدات w/cm²) وطاقة الإدخال الحرارية (قوة الليزر مقسومة على سرعة اللحام، بوحدات w/cm²). الأول يصف شدة طاقة الليزر في النطاق المكاني، بينما الثاني يصف تراكم طاقة الليزر مع مرور الوقت.
العلاقة البسيطة بين القوة، عمق الانصهار، وعرض الانصهار كما هو موضح في الصورة. بشكل عام: كلما كانت القوة أكبر، سيزداد عمق وعرض الانصهار مع القوة. لحام بالليزر له حد طاقي. تحت هذا الحد، يُطلق عليه لحام التوصيل الحراري، فوقه يُسمى لحام النفاذ العميق. الفرق هو أن لحام النفاذ العميق لديه فتحة رئيسية.
تشمل العيوب الشائعة الناتجة عن نقص الطاقة: اللحام الكاذب، عمق انصهار ضحل، وعلامات لحام غير واضحة؛ أما العيوب الناتجة عن زيادة الطاقة فتشمل: اختراق اللحام، تطاير كبير، حواف متموّجة، وانخفاضات.
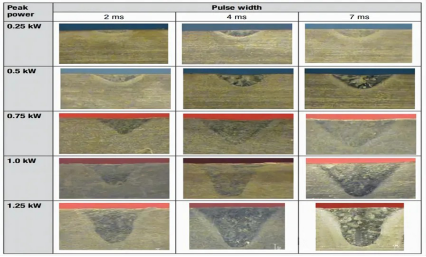
العلاقة بين الطاقة وعمق وعرض الذوبان : كلما زادت الطاقة، زاد عمق وعرض الذوبان.
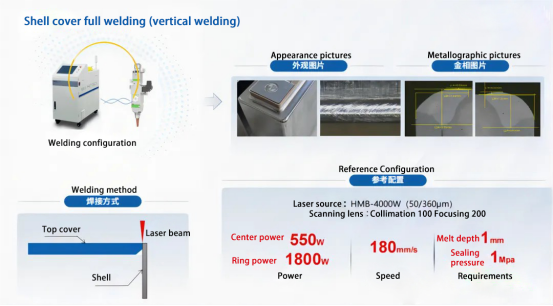
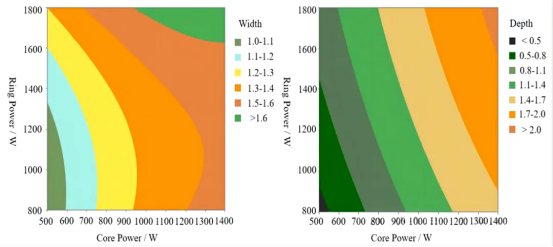
1.5.1 نقطة حلقيّة :
يلعب الليزر الخاص بالحلقة الداخلية دورًا رئيسيًا في تحديد عمق الانصهار، حيث يزداد عمق الانصهار مع زيادة الطاقة.
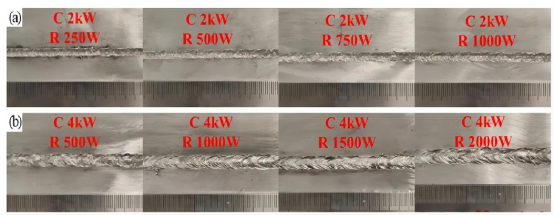
لليزر الخارجي تأثير أقل على عمق الانصهار ويؤثر بشكل أساسي على عرض الانصهار. مع زيادة طاقة الحلقة الخارجية، يصبح مظهر الخياطة أملسًا ويزداد عرض الانصهار.
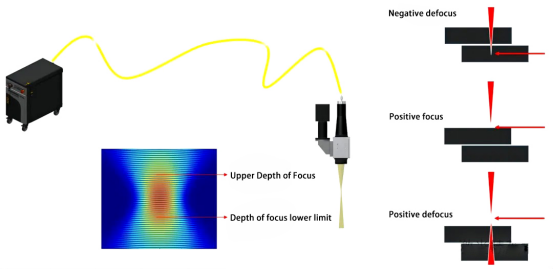
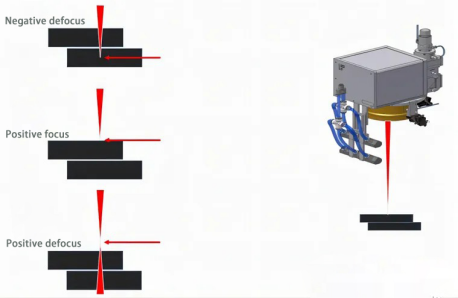
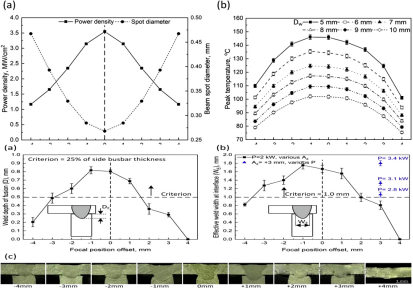
1.6 انحراف التركيز
الانحراف البؤري هو المسافة بين مستوى بؤرة الليزر والسطح الذي سيتم لحامه. عندما يكون المستوى البؤري فوق سطح القطعة المراد اللحام، يُسمى ذلك انحرافًا بؤريًا موجبًا؛ وإذا كان المستوى البؤري تحت سطح القطعة، فإنه يُسمى انحرافًا بؤريًا سالبًا. وبشكل طبيعي، عندما يكون المستوى البؤري على سطح القطعة، يكون الانحراف البؤري صفرًا. يعتبر الانحراف البؤري معلمة مهمة في اللحام بالليزر. نظرًا لأن شعاع الليزر يتم تجميعه إلى نقطة تركيز لتوجيه الطاقة اللازمة للحام بواسطة العدسة داخل رأس الليزر عند طول البؤرة، فإن تغيير الانحراف البؤري في اللحام بالليزر يتغير من الناحية البصرية منطقة التأثير لنقطة الليزر، مما يؤدي إلى تغيير كثافة قوة الليزر.
بشكل عام، عند تحديد نافذة عملية، يجب تعيين نطاق غير مركّز، وذلك بشكل أساسي للأجزاء التي لها أسطح عاكسة عالية مثل الفولاذ المقاوم للصدأ والسبائك الألمنيوم وغيرها. لأن هذه المواد لديها أسطح مرآوية، إذا كان عدم التركيز كبيرًا جدًا، فإن الطاقة الوحدية ستكون منخفضة جدًا بحيث لا يمكنها إذابة سطح المادة بسرعة، مما يؤدي إلى انعكاس كمية معينة من طاقة الليزر وتعريض العدسة الرأسية لجهاز اللحام وواجهة الألياف للتلف.
في الوقت نفسه، بعد اختيار قطر نواة الألياف، إذا كانت الفجوة بين الأجزاء كبيرة جدًا، فقد يحدث تسرب للليزر عبر الشق. يمكن استخدام عدم التركيز كحل لتضخيم النقطة، وبالتالي زيادة منطقة التسخين وضمان تغطية حوض الذوبان للشق لمنع تسرب الضوء.
عادةً ما يتم اختيار تشتت البؤرة ليكون موجبًا، ولا يتم اختيار النقطة البؤرية أو التشتت السالب لأن: طاقة الليزر تتركز بشكل أساسي في مركز نقطة التركيز. عندما تكون النقطة البؤرية على السطح أو داخل قطعة العمل، يكون تركيز طاقة الليزر داخل الحوض المنصهر مرتفعًا جدًا، مما قد يسبب تطاير أثناء اللحام، وسطح لحام غير ناعم، وعدم انتظام.
العلاقة بين تشتت البؤرة وعمق الذوبان وعرضه:
ينخفض عمق الانصهار مع زيادة تشتت البؤرة، وعمق الانصهار عند التشتت السالب يكون أكبر من التشتت الموجب؛ يزداد عرض الانصهار أولاً ثم يتناقص مع زيادة تشتت البؤرة.
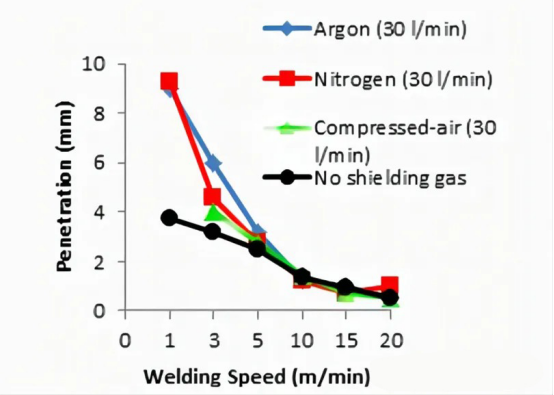
1.7 غاز الحماية
غاز الحماية: هناك العديد من أنواع غازات الحماية. في خطوط الإنتاج الصناعية، يتم استخدام النيتروجين غالبًا لضبط التكاليف. في المختبرات، يكون الأرجون هو الخيار الرئيسي، لكن يُستخدم الهيليوم وغيرها من الغازات隋ية أيضًا، عادةً في ظروف خاصة. أكثر ثلاثة غازات تُستخدم بشكل شائع هي النيتروجين، والأرجون، والهيليوم.
لأن لحام بالليزر هو عملية تفاعل شديد عند درجات حرارة عالية، حيث يذوب المعدن ويتبخر، والمعدن يكون نشطًا جدًا عند درجات الحرارة العالية. بمجرد أن يتعرض للأكسجين، يحدث تفاعل عنيف مميز بوجود كميات كبيرة من التطاير، وسطح اللحام يكون خشنًا وغير متساوٍ. لذلك، الغرض من غاز الحماية هو إنشاء بيئة خالية من الأكسجين ضمن نطاق صغير (بالقرب من البركة المنصهرة) لمنع réactions الأكسدة العنيفة التي تسبب لحامًا سيئًا ومظهرًا خشنًا.
1.7.1 تأثيرات غازات الحماية المختلفة
يُمتص بخار المعدن الشعاع الليزري ويتأين إلى سحابة بلازما. إذا كان هناك الكثير من البلازما، فإن شعاع الليزر يستهلك جزئياً بواسطة البلازما. يمكن للغاز الحامي تشتت سحابة بخار المعدن أو سحابة البلازما، مما يقلل من تأثيرها الحامي على الليزر ويزيد من الاستخدام الفعال للليزر.
في الوقت نفسه، يتم أيضاً تأين الغاز الحامي بواسطة الليزر ذي الطاقة العالية. بسبب اختلاف طاقات التأين، سيكون للغازات الحامية المختلفة تأثيرات مختلفة كغطاء على الليزر.
وفقًا للأبحاث التجريبية، ترتيب طاقة التأين هو: الهيليوم > النيتروجين > الأرجون.
• الهيليوم هو الأقل احتمالاً لأن يتأين تحت تأثير الليزر، ولديه أدنى تأثير على عملية اللحام.
• الأرجون له تفاعل منخفض وهو غاز خامل. لا يتفاعل مع المادة ويُستخدم بشكل شائع في المعامل.
• النيتروجين هو غاز تفاعلي لأنه يمكن أن يتفاعل مع المواد المعدنية. يستخدم عادةً في الحالات التي لا تكون فيها هناك حاجة إلى متانة عالية، خاصة من قبل شركات خطوط الإنتاج عند أخذ التكلفة في الاعتبار.
1.7.2 تأثير النفخ بالغاز الحامي عند زوايا مختلفة
كيفية تطبيق النفخ الجانبي للغاز الحامي؟
• الزاوية وارتفاع النفخ الجانبي للغاز الحامي يؤثران مباشرة على منطقة تغطية الغاز الحامي والموقع الذي يعمل فيه على فتحة الحفرة المنصهرة؛
• بشكل عام، يجب مطابقة قطرات وأنواع مختلفة من تدفق الغاز الحامي حسب حجم البركة المنصهرة لضمان التأثير الحامي;
• الزاوية المثلى للغاز الحامي هي 45-60°، حيث يمكنها توسيع فتحة الحفرة بشكل فعال وتقليل التطاير.
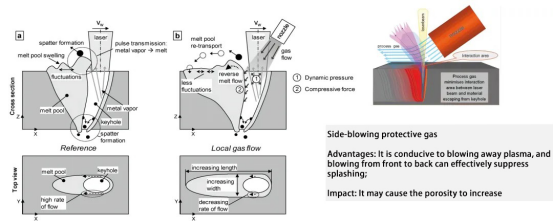
نفخ جانبي بالغاز الحامي
المزايا : يساعد على تشتت البلازما، والنفخ من الأمام إلى الخلف يمكنه قمع التطاير بشكل فعال.
التأثير : قد يؤدي إلى زيادة نسبة الثقوب.
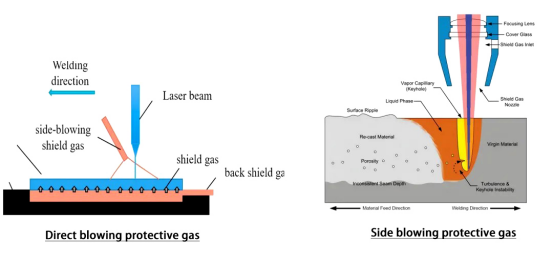
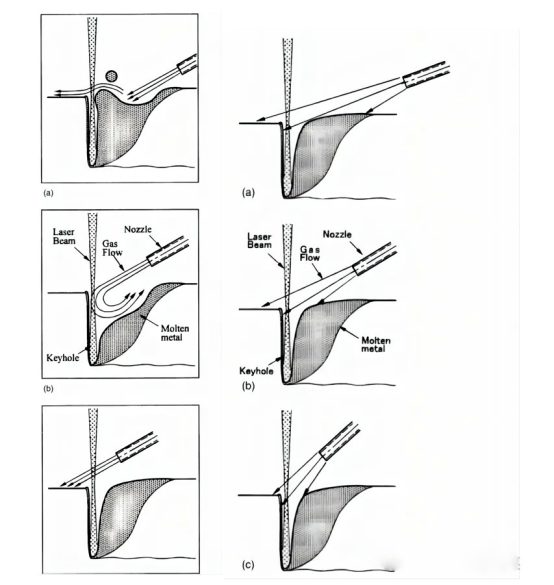
نفخ مباشر بالغاز الحامي
المزايا :
• يمكن أن يضمن النفخ المباشر بشكل فعال تغطية منطقة الغاز الحامي فوق حوض الذوبان، مما يوفر حماية جيدة;
• النفخ المباشر سهل الاستخدام ولا يتطلب أي ضبط، ولكن يجب الانتباه لأن راسب اللحام على الفوهة النحاسية يمكن أن يعيق اتجاه تدفق الغاز الحامي، ويمكن أن يؤثر التوربين على فعالية الغاز الحامي.
التأثير • يمكن للنفخ المباشر أيضًا توسيع فتحة الثقب الكهروضوئي بشكل فعال، لكن تدفق الغاز الحامي المفرط قد يؤدي إلى زيادة نسبة المسامية.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR