 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






Автоматична система лазерного вилучення ржавчини
Опис продукту
Об'єкт очищення: емальоване покриття поверхні колесної пари, ржавчина та бруди на обертних колесах та причепах.
Требования до очищення: 1) Видалити лакове покриття (80-120μm) і ржавчину та масло з поверхні колесної пари, для обмеженого використання на рухомій колесній парі необхідно уникати коробки передач, купінги та вала (зона жовтої проволоки), прицепна колісна пара очищується повністю; установка амортизаційного кілця для рухомого та прицепного автомобіля не потребує зняття фарбування і очищення від ржавчини (червона проволока), це виконується під час подальшого шлифування валів колесної пари; 2) після очищення повинна виявитися сріблясто-біла металева поверхня, час очищення від фарби і ржавчини для однієї колесної пари становить приблизно 0.5 год.
Огляд технічного рішення
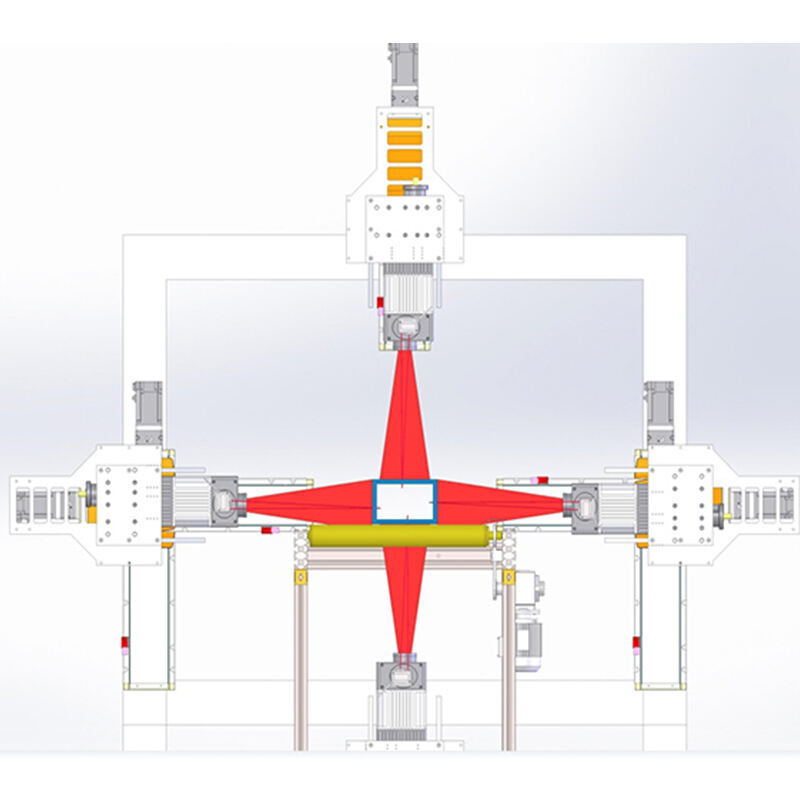
Лазерна установка (робоча станція) для очищення колесних пар містить лазерний чистильний агрегат, механічну руку, рельсовий шлях для механічної руки та підтримуючу ганtrysкову конструкцію, пристрій для підйому та приводу колесних пар, автоматичний модуль завантаження та роззавантаження, систему очищення диму і пилу, керуючий блок, зовнішню оболонку робочої станції, стабілізатор напруги та інше допоміжне обладнання.
Серед них, персонал може керувати через сенсорний екран унітазу керування на лівій стороні працюючої станції очищення колесної пари, щоб видали команду на запуск; одночасно за допомогою допоміжного обладнання (компоненту відеонагляду в станції) персонал може безпосередньо спостерігати за станом очищення в станції в режимі реального часу на моніторі.
У середині станції знаходиться зона очищення, яка є закритим простором, утвореним зовнішньою оболонкою станції та спеціальною дверню логістичного каналу, розташованою перед і після (двері опускаються для автоматичного очищення).
За допомогою вищезазначеного способу, лазерна очистка колеса на поверхні фарби, ржавчини та олії у процесі створює дим і пил з запахом. Після цього, на лівій стороні робочої станції знаходиться система очищення диму і пилу, яка через загальне закриття та локалізацію з точним збіром пилу може безпосередньо виводити викиди через вивітнювану трубу за межі робочої зони: з одного боку, це уникнення санітарних ризиків, пов'язаних з вдиханням диму, пилу та запаху у цеху, а з іншого боку, поділ між областю очищення та операційною зonoю забезпечує безпеку працівників під час роботи.
Специфікації
Головні компоненти цієї лазерної очисної станції наведені в таблиці нижче.
| Серійний номер | Ім'я | Фабрика | Зауваження |
| 1 | Лазерна очисна установка | DMK | |
| 2 | Роботизована рука | Yasukawa | Включає 1 зовнішній роботизований ось |
| 3 | Рельсовий шлях механічної руки та підтримуюча рама | DMK | |
| 4 | Пристрій підйому та приводу колесної пари | DMK | |
| 5 | Устаткування для автоматичної завантажування та роззавантажування | DMK | |
| 6 | Контрольний блок | DMK | |
| 7 | Покриття робочої станції | DMK | |
| 8 | Допомога | DMK | Компоненти відеонагляду |
| 9 | Система очищення диму | JYJ | Обладнання для екстракції диму робочої станції |
Таблиця 3-1 Детальний список конфігурації проекту
-

Автоматична система лазерного вилучення ржавчини
-

Автоматична система лазерного вилучення ржавчини
-

Автоматична система лазерного вилучення ржавчини
Заявки
Підготовка до початку лазерної очистки: включає перевірку чистоти переднього стекла лазерного пістолета для очистки, чи висунуто кнопка аварійної зупинки обладнання, чи була нормально увключена керуюча система, чи є сигнал тривоги тощо. Після підтвердження відсутності помилок, запускають обладнання для початку очистки.
Процес автоматичної очистки:
1) Персонал толкає колесну пару до певної позиції очікування поза межами кімнати очистки і запускає обладнання в оперативній зоні.
2) Двері для завантаження відкриваються, механізм автоматичного завантаження та роззавантаження переміщується під вісьовий пар у зоні очікування, а зачепи піднімаються, щоб зафіксувати вісь колеса. Механізм автоматичного завантаження та роззавантаження продуває вісьовий пар до позиції очищення. При цьому пристрій автоматичної ідентифікації обладнання ідентифікує вісьовий пар та визначає його тип та положення коробки передач.
3) Двері для завантаження закриваються для забезпечення замкнутої операції. Підйомний пристрій піднімає вісьовий пар вище шляхом з铁路, а допоміжний пристрій автоматичного позиціонування та детекції перевіряє позицію підйому для покращення точності позиціонування.
4) Зачепи пристрою автоматичного завантаження та роззавантаження повертаються униз, а приводний блок приводить колесну пару у обертання. Робот автоматично позиціонується, і лазер починає автоматичну очистку до моменту, поки всі позиції не будуть очищені. У той самий час фільтрувальне пристосування для диму починає роботу для забезпечення збірки пилу під час операції.
5) Зачепи пристрою автоматичного завантаження та роззавантаження розгортаються уверх, пристрій підйому спускається, і колесна пара повертається на рельси. Відкривається вихідна дверь для матеріалу, і пристрій автоматичного завантаження та роззавантаження толкає колесну пару до зони роззавантаження. Механізм завантаження та роззавантаження засувається униз і повертається до робочого місця, вихідна дверь закривається, і процес автоматичної очистки завершено.
