 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






3D лазерна різальна машина
Опис продукту
Листове металеве обкладинки деталей автомобіля включають капот двигуна, задній покрив, бак для води, бампер, колесні арки, двері та інготну балку елементів шасі, кутовий рукач, задню вісь тощо, які часто потребують трьохвимірної різки, включаючи обрізання та пробивання. Традиційні процеси включають формування штамповкою, плазменну різку або лазерну різку на п'ятиосевих гібочих станках.
Використання процесу штампування з відкриттям матриці завжди було складним у процесі виготовлення форм, особливо для деяких великих автомобільних форм з складною структурою. Визначення лінії обрізки необхідно повторювати кілька разів або навіть більше десяти, що створює велику навантаженість для фіттера та обробного обладнання, і не тільки поставляє вищі вимоги до рівня навичок фіттера. Крім того, на етапі малих серій або prefab-виробництва, вартість розробки форм є високою, термін довгий, а зміни не гнучкі.
Використання плазменої різки призводить до нерегулярних країв розрізу, які потребують полірування у наступному процесі, що займає багато часу і сили. Малих отворів можна обробити лише дрібномасштабним свердлом або пунсоном, що недостатньо ефективно. Крім того, ручне іонне пристроєння має певну радіацію для людського організму, а пил серйозно забруднює здоров'я людини.
Специфічний процес виглядає наступним чином:

Процес розрізання краю ручним плазменним обладнанням

Ручний процес пробивки

Маркування та позиціонування перед пробивкою

Пробивка дрілом

Очищення після плазменного розрізання

Шліфування після плазменного розрізання
Деякі великі виробники першими ввели у використання сучасні п'ятиосеві лазерні різні машини, що значно покращили ефект процесу. Проте, п'ятиосевий станок займає площу до десятків квадратних метрів і є надзвичайно дорогим. Це продукт, який важко поширити серед багатьох малих і середніх виробників.
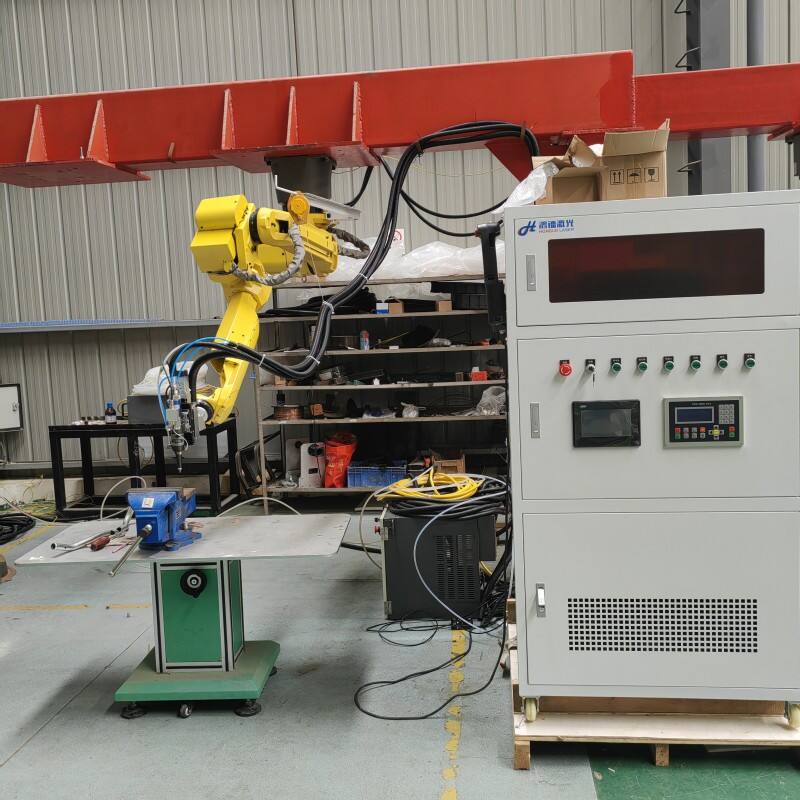
Новий процес, реалізований за допомогою промислових роботів та волоконного лазерного обладнання
За результатами великої кількості ринкових досліджень на початковому етапі, з урахуванням особливостей автомобільної промисловості в галузі штампованих накладок та елементів шасі, наша компанія представила комбінацію промислового робота + волоконного лазера для тривимірної розкрію, що ефективно задовольняє потреби автомобілебудування, авіаційної промисловості, морського будівництва та інших галузей.
По-перше, замість п'ятиосевого верстату використовується промисловий робот. Обидва можуть описувати просторову траєкторію для досягнення тривимірного розкрію. Повторна точність позиціонування промислових роботів трохи нижча за таку у п'ятиосевих верстатах, приблизно ±100 мкм, але це повністю відповідає вимогам точності для автомобільних штампованих накладок та елементів шасі. Використання промислових роботів значно зменшує вартість системи, зменшує витрати електроенергії, вартість обслуговування системи та її експлуатації, а також зменшує площу займану системою.
Специфікації
Друге, основний список конфігурації обладнання:
| Серійний номер | Назва проекту | Специфікація Модель | КІЛЬКІСТЬ | Походження | Зауваження |
| 1 | Ласер з волокна | RAYCUS -3000W | Один набір | RAYCUS/MAX | З тривимірною бронеоболонкою |
| 2 | Лазерна головка спеціального призначення для 3D розрізу волоконного лазера | Один набір | Raytools | Ключові компоненти імпортовані з Німеччини, включаючи систему запобігання зіткнення | |
| 3 | Механізм підйому з сервоприводом по осі Z | Хід 60мм | Один набір | Японський сервопривід Panasonic з тормозом утримування, висока точність | |
| 4 | Керування підйомником | Один набір | FRIENDNESS | Високий рівень супроводу | |
| 5 | Програмне забезпечення для керування 3D різанням за допомогою PWM та екран HMI | Один набір | Режим виходу лазерного променя для різання товстих пластин і маленьких колець, керування потужністю | ||
| 5 | Автокалібрування TCP | Один набір | |||
| 6 | Модуль керування потужністю | Один набір | Fanuc Японія | ||
| 7 | Пакети програмного забезпечення | Один набір | Fanuc Японія | ||
| 8 | Система водяного охолодження для волоконного лазера | HL-3000 | Один набір | Ханьлі | Спеціалізована система охолодження для волоконного лазера |
| 9 | Тривимірний робот | FANUC-M20IA/20 | Один набір | Фанук | 3-D програмування, 20КГ вантаж |
| 11 | Портал | Один набір | Предоставлення малюнків, виробництво з боку замовника або постачальника | ||
| 13 | Спеціальна система керування розрізанням та електричний керуючий шаф | HLCF-18D-FR-3000 | Один набір | Стандарт | |
| 14 | Монтаж, налагодження, огляд | HLCF-18D | Раз | ||
| 15 | Технічні послуги та навчання | HLCF-18D | Один набір | ||
| 16 | Запасні частини | HLCF-18D-FR-3000 | Один набір | Див. випадкову вкладену інформацію |
Щоб лазерна різальна машина стабільно працювала протягом довгого періоду 24 години, є вимоги до води, електрики, газу, робочого середовища, фундації, обробних матеріалів тощо, як наступає:
| 1 | Джерело живлення | Лазери | 8КВА | Загальна встановлена потужність не більше 20КВА. |
| Холодильники для води | 3КВА | |||
| Роботика | 4КВА | |||
| Інші аксесуари | 1КВА | |||
| Трьохфазна п'ятипроводна система | 380В ± 5%, 50Гц | |||
| Небаланс трьохфазної потужності | Менше 2.5% | |||
| Заземлення | Менше 4 омів | |||
| 2 | Вода | Охолоджувальна вода для чилерів | Дистилована вода | |
| 3 | Гази | Газ для розрізання | O2>99.95% | Різні параметри обробки для різних матеріалів |
| 4 | Задачі Навколишнє середовище |
Вимоги до температури | 5 - 40 градусів | Лазери необхідно встановлювати в кондиціонованих кімнатах |
| Вимоги до вологості | Менше 70% | |||
| Вимоги до фундаменту | Поблизу не має бути видимого джерела землетрусу | Фундаменти з видимими джерелами землетрусів повинні мати сейсмічні траншеї | ||
| 5 | Плита | Відсутні ржавчина і корозія на поверхні |
-
Автоматизована лазерна сварочна система
-

Автоматизована лазерна сварочна система
-

Автоматизована лазерна сварочна система
Швидка деталь
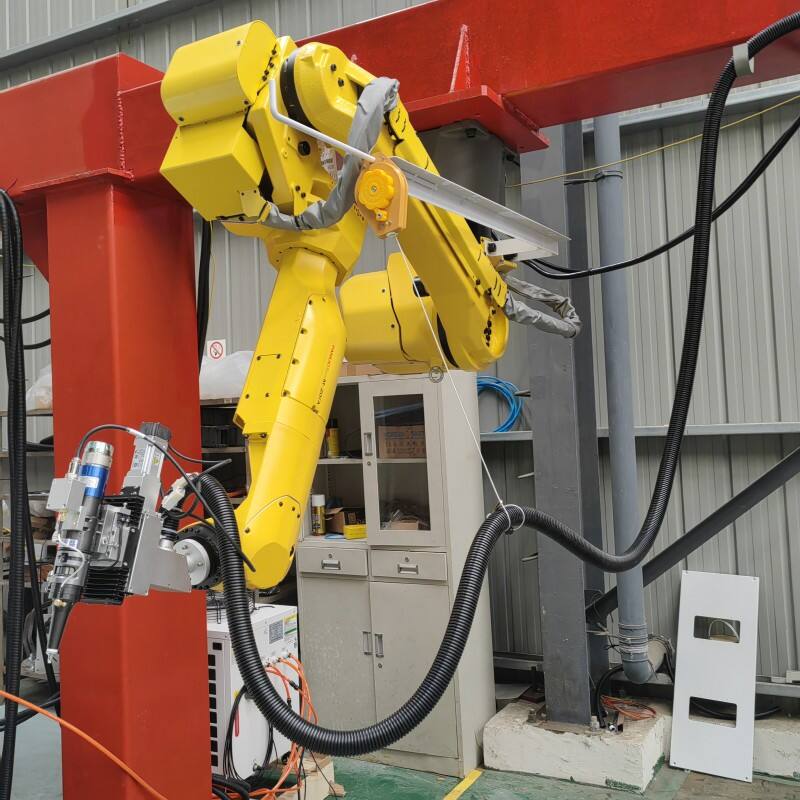
Головні технічні характеристики машини.
1. Ширина обробки (Д×Ш×В).
FANUC-M20IA: 2200мм × 1800мм × 200мм (конкретна ширина розрізу та форма та висота деталі)
2. Ефективний радіус та навантаження робота: FANUC/ 1811мм
3. Точність повторної позиціонування робота: FANUC: ±0.05мм
4. Точність траєкторії робота: FANUC: ±0.15мм
5. Максимальна навантаженість столу: 20кг (у центрі фланця)
6, Постачання електроенергії: трифазне п'ятипроводне AC380 (±10%) V, частота: 50Гц
7, Загальний рівень захисту від потужності: IP54
8, Основні обробляльні частини: (залежно від форми продукту клієнта та вимог до процесу обробки)
9, Товщина обробної пластини: гранична товщина стальної пластини ﹤6мм (5мм алюмінієвої пластини), стан розрізування див. нижче наведену діаграму
Конкурентна перевага
Точність: Роботизоване 3D лазерне розрізування забезпечує виняткову точність та точність. Ця точність гарантує високоякісні та стабільні результати, навіть для складних форм та узорів.
Універсальність: Роботизоване 3D лазерне розрізування є дуже універсальним і може розрізувати широкий спектр матеріалів, включаючи метали (наприклад, сталь, алюміній і мідь), пластикові, композитні матеріали та інші. Лазерний промінь може адаптуватися до різних товщин та властивостей матеріалів, що робить його придатним для різноманітних застосувань у різних галузях.
Швидкість та ефективність: роботизоване 3D лазерне розрізання є швидким та ефективним методом розрізання. Робот може рухатися швидко та точно вздовж складних шляхів. Висока швидкість розрізання та автоматизована природа роботизованих систем сприяють збільшенню продуктивності та обсягу виробництва. Висока швидкість розрізання та автоматизована природа роботизованих систем сприяють збільшенню продуктивності та обсягу виробництва.
Складні геометрії: роботизоване 3D лазерне розрізання відмінно прагне до розрізання складних форм та геометрій. Гнучкість роботизованої руки дозволяє отримувати доступ до важкосягальних місць, дозволяючи виконувати складні розрізи та контури, які можуть бути складними або неможливими за допомогою традиційних методів розрізання. Ця здатність особливо корисна в таких галузях, як автомобілебудування, авіаційна промисловість та архітектура.
Мінімальна деформація матеріалу: Лазерна розрізка створює вузку і фокусовану термічно зону, що мінімізує термічну деформацію матеріалу, який розрізається. Це призводить до чистих країв, зменшеної деформації і менших вимог до післяпроцесної обробки, що остаточно покращує загальну якість розрізаних деталей. Це призводить до чистих країв, зменшеної деформації і менших вимог до післяпроцесної обробки, що остаточно покращує загальну якість розрізаних деталей і зменшує необхідність додаткових операцій закінчального оброблення.
Автоматизація та інтеграція: Роботизована 3D лазерна розрізка може бути інтегрована в автоматизовані виробничі лінії та потоці, спрощуючи роботу. Роботизовану систему можна програмувати для виконання серії завдань розрізки самостійно, що зменшує необхідність ручного втручання та збільшує загальну ефективність виробництва.
Безпека: Лазерна різка пропонує покращену безпеку у порівнянні з традиційними методами різки. Процес різки є безконтактним, що мінімізує ризик. Крім того, сучасні роботизовані системи лазерної різки мають функції безпеки, такі як захищальні оболонки, системи інтерлоку та датчики для забезпечення безпечної експлуатації та захисту операторів від лазерного випромінювання. Також сучасні роботизовані системи лазерної різки мають функції безпеки, такі як захищальні оболонки, системи інтерлоку та датчики для забезпечення безпечної експлуатації та захисту операторів від лазерного випромінювання.
