 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
-
Лазерне зварювання принцип технології
Лазерна сварка, як правило, використовує неперервний лазерний промінь для сполучення матеріалів. Її металургічний фізичний процес дуже схожий на електронно-пучкову сварку, тобто механізм перетворення енергії реалізується через структуру «маленької дірки». Під впливом лазера з достатньо високою щільністю потужності матеріал випарюється і утворює маленьку дірку. Ця пароповна дірка діє як чорне тіло, поглинаючи майже всю енергію входящого лазерного променя. Тепло передається ззовні цього високотемпературного простору, розплавлюючи метал навколо дірки. За суттю, це процес взаємодії лазера з непрозорим матеріалом. Принцип лазерної сварки показаний на рисунку 1.
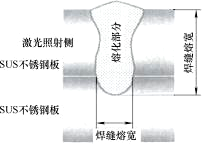
Рисунок 1. Принцип лазерної сварки
-
Сфера застосування Лазерне зварювання
У нашій компанії, при з'єднанні нерозчинним швом нержавіючих сталей у вагонів рельсового транспорту, точкове з'єднання бокових елементів корпусу постепенно замінюється лазерним з'єднанням. Метою є покращення точності і ефективності процесу з'єднання, збільшення швидкості операції на 20% до 30% у порівнянні з поточною, а також зниження вартості на 20% до 30%. Типово, кожний вагон потребує від 7000 до 8000 точкових з'єднань, а оброблена поверхня після точкового з'єднання потребує подальшого видалення чорного наросту, що займає багато часу. Лазерне з'єднання полегшило ці дві проблеми. На даний момент лазерне з'єднання може задовольняти вимоги для стыкування, накладування і інших форм сполучень нержавіючих сталевих пластин товщиною до 2.5 мм.
-
Переваги Лазерне зварювання
Переваги лазерної зварювання полягають в швидкому швидкості зварювання, низькій тепловій подачі при зварюванні, малий термічній зоні впливу, малий зварювальний стрес, мала деформація деталей, і воно може отримати високоякісну міцність сполучення та більший відношення глибини до ширини. Крім того, можна зварювати різноманітні матеріали, такі як вогнетривкі метали та матеріали з сильним тепловим чутливістю, а також можна використовувати для зварювання неметалів, таких як кераміка та органічне скло; в нього є хороша доступність, і промінь може досягти позиції, куди загальний метод зварювання не може дотяти за допомогою дзеркала, особливо придатно для мікродеталей та віддаленого лазерного зварювання. Це не вимагає безпосереднього контакту з зонами зварювання і може проходити через прозорі середовища для зварювання деталей всередині герметичних контейнерів, наприклад, зварювання сильно токсичних матеріалів, таких як берилієвий сплав у контейнерах, запечатаних склом.
- домашня сторінка
- Продукти
- Про нас
- Відео
- застосування
- Новини
- Центр допомоги
- зв'яжіться з нами