 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
1. ภาพรวมในปัจจุบัน เลเซอร์ชนิดหลักที่ใช้ในงานตัดคือเลเซอร์ CO2 และเลเซอร์ไฟเบอร์ เลเซอร์ CO2 จะถูกสร้างขึ้นโดยการกระตุ้นก๊าซ CO2 ภายใต้ความถี่สูงและความดันสูง ทำให้เกิดเลเซอร์ที่มีความยาวคลื่น 10.6μm เลเซอร์...
ติดต่อเรา
1. ภาพรวม
ในปัจจุบัน เลเซอร์ชนิดหลักที่ใช้งานอยู่คือ การตัด ในการประยุกต์ใช้งานคือเลเซอร์ CO2 และเลเซอร์ไฟเบอร์ เลเซอร์ CO2 จะถูกสร้างขึ้นโดยการกระตุ้นก๊าซ CO2 ภายใต้ความถี่สูงและความดันสูง ทำให้เกิดเลเซอร์ที่มีความยาวคลื่น 10.6μm แสงเลเซอร์จะถูกนำทางและโฟกัสผ่านกระจกเงารีโซเนเตอร์และสะท้อนด้วยแผ่นทองแดงเพื่อทำการตัด
เลเซอร์ไฟเบอร์ใช้ไดโอดปัมพ์หลายตัวที่เรียงขนานกันเป็นแบบ multimode เป็น แหล่งกำเนิดเลเซอร์ , การสร้างเลเซอร์ยังคงอยู่ที่ 10.6μm อีกด้วย ลำแสงจะถูกเชื่อมต่อกับเส้นใยเดียวผ่านการปรับจูนเรโซเนเตอร์ ส่งผลให้เกิดเลเซอร์พลังงานสูง
2. การเปรียบเทียบระหว่างการตัดด้วยเลเซอร์ CO2 และ การตัดเลเซอร์เส้นใย กระบวนการ
(1) การเปรียบเทียบโครงสร้างของเลเซอร์
เครื่องกำเนิดเลเซอร์ CO2 มีขนาดใหญ่และใช้อากาศเป็นสื่อกลางสำหรับการส่งผ่าน เลเซอร์เคลื่อนที่ในเส้นตรงผ่านสะท้อนแสงซึ่งทำให้เกิดการลดลงของลำแสงอย่างรวดเร็วและการสูญเสียพลังงานมาก ประสิทธิภาพของการแปลงแสง-ไฟฟ้าต่ำเพียงประมาณ 10% เช่นเดียวกับที่แสดงในรูปที่ 1
เลเซอร์ไฟเบอร์ ใช้ชุดไดโอดปัมพ์หลายชุดขนานกัน เลเซอร์ถูกส่งผ่านเส้นใยแสง โดยถูกจำกัดไว้ภายในเส้นใยและเคลื่อนที่ในเส้นทาง "โค้ง" วิธีนี้ไม่ได้รับผลกระทบจากสภาพแวดล้อมภายนอกและมีประสิทธิภาพในการแปลงแสง-ไฟฟ้าสูงกว่า 25% เช่นเดียวกับที่แสดงในรูปที่ 2
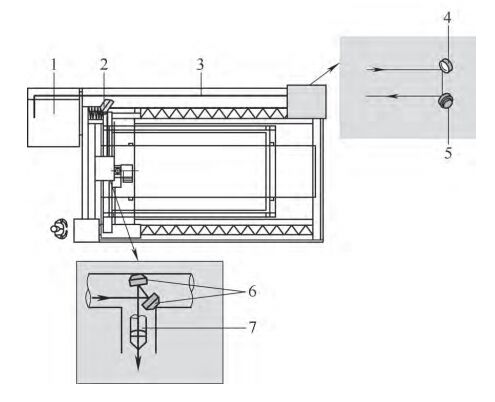
รูปที่ 1 เลเซอร์ CO2
1. เครื่องกำเนิดเลเซอร์ 2. หน่วยขับเคลื่อน สะท้อนแสง 3. ทางแสง 4, 5, 6. สะท้อนแสงมุม 7. เลนส์โฟกัส
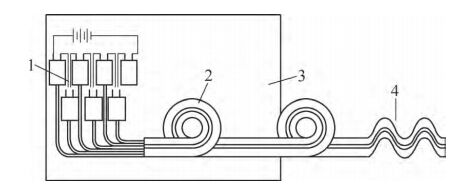
รูปที่ 2 เลเซอร์เส้นใย
1. แหล่งกำเนิดเลเซอร์ 2. 腔回เสียง 3. ระบบทำความเย็น 4. ทางแสง
(2) การเปรียบเทียบวัสดุที่ตัดได้
เลเซอร์ CO2 สามารถตัดเหล็กคาร์บอน เหล็กสแตนเลส อลูมิเนียมอัลลอย และวัสดุที่ไม่ใชโลหะ แต่ ไม่สามารถตัดทองแดงได้ ทองแดงสะท้อนคลื่นความยาว 10.6μm ได้ดีมากและสะท้อนลำแสงส่วนใหญ่โดยไม่ดูดซับ ซึ่งอาจทำให้แหล่งกำเนิดเลเซอร์เสียหายจากการสะท้อนกลับ
เลเซอร์ไฟเบอร์สามารถตัดเหล็กคาร์บอน เหล็กสแตนเลส อลูมิเนียมอัลลอย และ ทองแดง แต่ ไม่สามารถตัดวัสดุที่ไม่ใช่โลหะได้ เช่น ไม้ พลาสติก และหนัง นอกจากนี้ยังไม่สามารถตัดวัสดุที่มีชั้นเคลือบผิว เช่น สเตนเลสเคลือบหรือแผ่นเหล็กกันสนิมพิเศษได้
(3) การเปรียบเทียบสมรรถนะการตัด
ประสิทธิภาพในการตัดรวมถึงความเร็วในการตัด ความสามารถในการเจาะ และคุณภาพของขอบที่ตัด ซึ่งเป็นตัวชี้วัดสำคัญในการประเมินเครื่องตัดเลเซอร์
เลเซอร์ไฟเบอร์มีความโดดเด่นในการตัดแผ่นบาง โดยเฉพาะแผ่นที่มีความหนาต่ำกว่า 3 มม. ซึ่งสามารถตัดได้เร็วกว่าถึง 4 เท่า เมื่อเทียบกับเลเซอร์ CO2 ที่ความหนา 6 มม. เลเซอร์ทั้งสองชนิดทำงานคล้ายคลึงกัน ซึ่งเป็นจุดเปลี่ยนที่ข้อได้เปรียบของพวกมันสลับกัน สำหรับวัสดุที่หนากว่า 6 มม. เลเซอร์ CO2 จะเริ่มแสดงข้อได้เปรียบ แม้ว่าความแตกต่างจะไม่มากนัก (ดูแผนภูมิที่ 3 สำหรับความเร็วในการตัดบนวัสดุต่างๆ)
ก่อนการตัด เลเซอร์จะต้องเจาะวัสดุก่อนเสมอ เลเซอร์ไฟเบอร์มักใช้เวลานานกว่าเลเซอร์ CO2 ในการเจาะ เช่น เมื่อใช้เลเซอร์ 3kW ตัดเหล็กคาร์บอนหนา 8 มม. เลเซอร์ CO2 จะเร็วกว่าประมาณ 1 วินาทีต่อรู และเร็วกว่า 2 วินาทีสำหรับความหนา 10 มม. หากเจาะมากกว่า 2000 ครั้งต่อวัน จะทำให้มีความแตกต่างของเวลาประมาณ 6000 วินาที หรือประมาณ 1.7 ชั่วโมง ต่อวัน
คุณภาพของขอบมักถูกประเมินจากความขรุขระและความตั้งฉาก สำหรับแผ่นเหล็กที่มีความหนาต่ำกว่า 3 มม. การตัดด้วยเลเซอร์ไฟเบอร์จะมีคุณภาพของขอบแย่กว่าการตัดด้วยเลเซอร์ CO2 เล็กน้อย เมื่อความหนาเพิ่มขึ้น ความแตกต่างจะชัดเจนมากขึ้น สำหรับแผ่นสแตนเลสที่หนา 3 มม. ขึ้นไป ขอบจากการตัดด้วยเลเซอร์ไฟเบอร์จะดูเป็นด้าน ในขณะที่การตัดด้วย CO2 จะเงา สำหรับเหล็กคาร์บอนหนา 16 มม. ความตั้งฉากของขอบจากการตัดด้วยเลเซอร์ไฟเบอร์อยู่ระหว่าง 0.4–0.5 มม. ในขณะที่ CO2 สามารถทำได้ที่ 0.1 มม.
นอกจากนี้ เนื่องจากความถี่ต่ำและความหนาแน่นพลังงานสูงของเลเซอร์ไฟเบอร์ การเจาะรูเล็กๆ ในเหล็กคาร์บอนอาจทำให้เกิดความร้อนสูงเกินไป
สรุปการเปรียบเทียบกระบวนการตัดด้วยเลเซอร์ CO2 และไฟเบอร์แสดงอยู่ในตารางที่ 1
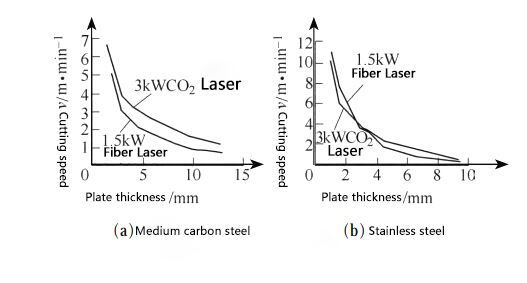
รูปที่ 3 ความเร็วในการตัดของวัสดุต่างๆ
ตารางที่ 1 การเปรียบเทียบพารามิเตอร์กระบวนการพื้นฐานระหว่างการตัดด้วยเลเซอร์ CO2 และไฟเบอร์
| รายการ | เลเซอร์ CO₂ | ไลเซอร์ไฟเบอร์ |
|---|---|---|
| ประเภทเลเซอร์ | สับสน | ง่าย |
| ความยาวคลื่นเลเซอร์ (μm) | 10.6 | 1.06 |
| การแปลงพลังงานแสงไฟฟ้า (%) | 10 | ≥25 |
| วัสดุที่ใช้ได้ | เหล็กคาร์บอน สแตนเลส อลูมิเนียมอัลลอย และวัสดุที่ไม่ใช่โลหะ | เหล็กคาร์บอน สแตนเลส อลูมิเนียมอัลลอย และวัสดุทองแดง |
| ความเร็วในการตัด | ค่อนข้างเร็ว | รวดเร็วมากสำหรับแผ่นที่มีความหนาต่ำกว่า 3 มม. เทียบเท่ากับเลเซอร์ CO2 สำหรับแผ่นที่มีความหนามากกว่า 6 มม. |
| ความสามารถในการเจาะรู | ดีกว่าเลเซอร์ไฟเบอร์ | ด้อยกว่าเลเซอร์ CO₂ อยู่เล็กน้อย |
| คุณภาพผิวการตัด | ดีกว่าเลเซอร์ไฟเบอร์ | แผ่นที่มีความหนาน้อยกว่า 3 มม. มีคุณภาพแย่กว่าเลเซอร์ CO2 ยิ่งแผ่นหนามากขึ้น ความแตกต่างของคุณภาพผิวด้านขวางจะชัดเจนมากขึ้น |
ตารางที่ 2: การวิเคราะห์ต้นทุนของการตัดด้วยเลเซอร์ CO₂ เทียบกับเลเซอร์ไฟเบอร์
| รูปแบบ | การบริโภค | ||
| เลเซอร์ co2 | ไลเซอร์ไฟเบอร์ | ||
| การใช้แก๊สสร้างเลเซอร์ |
He (99.999%) /L∙h -1
|
13 | - |
|
N 2(99.999%)/L∙h -1
|
6 | - | |
|
โค 2(99.999%)/L∙h -1
|
1 | - | |
| อากาศอัด/Nm3∙h-1 | - | 35 | |
| การใช้ก๊าซตัด | ความเร็วในการตัด/m∙min-1 | 2.5 | 8.2 |
|
N 2(99.99%)/Nm 3∙h -1
|
20.27 | 39.35 | |
| การบริโภคพลังงานไฟฟ้า | กำลังไฟฟ้าทั้งหมดของเครื่องจักร/kW | 47.56 | 28.56 |
| ค่าเสื่อมราคาของเครื่องจักร | ต้นทุนรวมของการซื้อและติดตั้ง / CNY·year⁻¹ | 650,000 | 700000 |
| การบํารุงรักษาอุปกรณ์ | ค่าบำรุงรักษาประจำปี / หยวน·ปี⁻¹ | 100000 | 70000 |
| การใช้สิ่งของที่ใช้แล้วทิ้งและรายการที่หมดไป |
เลนส์โฟกัส / ชิ้น ∙ ปี⁻¹ | ประมาณ 4 | - |
| เลนส์ป้องกัน / วัน ∙ ชิ้น⁻¹ | - | 2.5 | |
| หัวฉีด / ชั่วโมง ∙ ชิ้น⁻¹ | 40 | 40 | |
|
อุปกรณ์สิ้นเปลืองชนิดอื่น / หยวน ∙ ปี⁻¹ (องค์ประกอบกรอง, แหวนแม่เหล็ก, น้ำหล่อเย็น) |
ประมาณ 4000 | ประมาณ 4000 | |
หมายเหตุ: ค่าแรง, ค่าบริหารจัดการ และปัจจัยกำไรไม่ได้ถูกนำมาพิจารณาในวิเคราะห์ค่าใช้จ่ายดังกล่าว
3. การวิเคราะห์ต้นทุนของ CO2 เทียบกับ การตัดเลเซอร์เส้นใย
โดยใช้การตัดแผ่นเหล็กสแตนเลสหนา 5 มม. เป็นตัวอย่าง การเปรียบเทียบต้นทุนแสดงอยู่ในตารางที่ 2
จากตารางและสมมติว่าทำงานปีละ 3860 ชั่วโมง:
การตัดด้วยเลเซอร์ CO2 : ต้นทุนการดำเนินงาน = ¥268.8/ชั่วโมง
การตัดเลเซอร์เส้นใย : ต้นทุนการดำเนินงาน = ¥242.7/ชั่วโมง
ด้วยความเร็วในการตัดที่ 2.5 ม./นาที (CO2) และ 8.2 ม./นาที (เส้นใย):
ต้นทุนต่อเมตรของ CO2 = ¥1.79
ต้นทุนต่อเมตรของการตัดด้วยเลเซอร์เส้นใย = ¥0.48
4. สรุปและข้อเสนอแนะ
ทั้งเลเซอร์ CO2 และ การตัดเลเซอร์เส้นใย เทคโนโลยีต่าง ๆ มีการใช้งานที่เหมาะสมเป็นของตัวเอง
เลเซอร์ CO2 สามารถตัดเหล็กคาร์บอน เหล็กกล้าไร้สนิม และอลูมิเนียมอัลลอย รวมถึง เซมิคอนดักเตอร์ วัสดุที่ไม่ใชโลหะ และวัสดุคอมโพสิต ซึ่งทำให้มีขอบเขตการใช้งานที่กว้างขึ้น
เลเซอร์ไฟเบอร์สามารถตัดเหล็กคาร์บอน เหล็กสแตนเลส อลูมิเนียมอัลลอย และ ทองแดง —ซึ่งเลเซอร์ CO2 ทำไม่ได้—แต่พวกมัน ไม่สามารถตัดวัสดุที่ไม่ใช่โลหะได้ .
ในแง่ของต้นทุนการตัด เลเซอร์ไฟเบอร์มีความคุ้มค่ามากกว่าอย่างเห็นได้ชัด มากกว่าเลเซอร์ CO2
คำแนะนำในการเลือกใช้เลเซอร์:
สำหรับวัสดุที่มีความหนา ≤ 4 มม. : เลือกใช้เลเซอร์ไฟเบอร์เนื่องจากมีความเร็วและความสามารถสูงกว่า—คุ้มค่าโดยรวม
สำหรับวัสดุที่มีความหนา ≥ 8 มม. : เลือกใช้เลเซอร์ CO2 เนื่องจากมีประสิทธิภาพการเจาะและการตัดขอบดีกว่า—โดยเฉพาะเมื่อเลเซอร์ไฟเบอร์ไม่มีข้อได้เปรียบเรื่องความเร็วชัดเจน
สำหรับทองแดงหรือสเตนเลสผิวกระจก : เลือกใช้เลเซอร์ไฟเบอร์
สำหรับสารกึ่งตัวนำ วัสดุที่ไม่ใช่โลหะ หรือวัสดุผสม : เลือกใช้เลเซอร์ CO2
