 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
รถไฟฟ้าไฮโดรเจนเป็นหนึ่งในเส้นทางทางทางเทคนิคหลักสําหรับการพัฒนารถพลังงานใหม่ในจีน ข้อดีของพวกเขา เช่น ความทนทานสูง เสียงต่ํา และการปล่อยไฟฟ้าไม่ออก การนําทางในการพัฒนารถพลังงานใหม่ เซลล์เชื้อเพลิงเป็นแหล่งพลังงานหลักของรถพลังงานไฮโดรเจน และเป็นปัจจัยสําคัญที่ส่งผลต่อผลงานของรถยนต์ โทรศัพท์มือถือ เหล็กไร้ขัดเหมาะสําหรับการผลิตขนาดใหญ่ของแผ่นสองขั้วของเซลล์เชื้อเพลิง เนื่องจากการตรา ผลประกอบการ การนําไฟฟ้าสูง ราคาถูก วิธีการผลิตที่หลากหลาย และคุณสมบัติทางกลที่ดี
ตัว การปั่น ของแผ่นเหล็กไร้ขัดเป็นกระบวนการหลักในการผลิตของแผ่นสองขั้วของเซลล์เชื้อเพลิง เมื่อการปั่นแบบ arc welding ใช้ในการปั่น ความร้อนที่เข้าค่อนข้างใหญ่ ซึ่งสามารถทําให้ปั่นขนาดใหญ่ได้ง่าย การปรับปรุงรูปแบบที่ไม่เหมาะสมกับการปั่นแผ่นเหล็กไร้ขัด บทความนี้ใช้ไฟเบอร์เลเซอร์ในการดําเนินการ การวิจัยการปั่นบนแผ่นเหล็กไร้ขัดเหล็ก 304 ขนาด 1 มม. การปั่นและปั่นอาการบกพร่อง และวิเคราะห์โครงสร้างเล็กและคุณสมบัติกลของข้อต่อ รายละเอียดที่แตกต่างกัน การเชื่อมเลเซอร์ ของเหล็กดัดเหล็ก 304 ให้คําแนะนําเกี่ยวกับวิศวกรรมปฏิบัติ การใช้แผ่นบาง
1 วัสดุและวิธีการทดสอบ
วัสดุทดสอบคือแผ่นเหล็กดัดเย็น 304 ขนาด 1 มม. และองค์ประกอบทางเคมีของมันแสดงอยู่ในตารางที่ 1 รูปที่ 1 แสดงโครงสร้างโลหะพื้นฐานของเหล็กไร้ขัดเหล็ก ซึ่งเป็น austenite ส่วนใหญ่ และมีโครงสร้างเฟอริตจํานวนเล็ก ๆ อยู่ระหว่างชั้นออสเทนไท
แท็บ 1 เคมี ส่วนประกอบ ของ 304 สแตนเลส เหล็ก (wt %)
|
C |
Mn |
ใช่ |
S |
พ |
CR |
นี |
fe |
|
0.027 |
1.6 |
0.36 |
0.002 |
0.01 |
18.5 |
11.6 |
余量 |
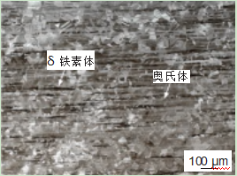
รูปที่ 1 องค์ประกอบเล็ก ของ 304 สแตนเลส เหล็ก ฐาน M อัตรา
อุปกรณ์ปั่น คือ yls-10000 เลเซอร์ไฟเบอร์ พลังงานออกสูงสุดของเลเซอร์คือ 10 kw ความยาวจุดเฉพาะคือ 300 mm, ความยาวคลื่นออกคือ 1070 nm และเส้นผ่าตัดจุดที่จุดเฉพาะคือ 0.72 mm ใช้พลังงานเลเซอร์ p ที่แตกต่างกัน ความเร็วการผสมผสาน v และจํานวน defocus ธ อร์ d เพื่อผสมผสานแผ่นและวิเคราะห์
ผลของปารามิเตอร์กระบวนการที่แตกต่างกันในการปั้น และอัตราการไหลของก๊าซคือ 15 ลิตร/นาที หลังจากการผสมผสาน การตัดสายไฟถูกใช้ในการเก็บตัวอย่าง หลังจากการบดและเลือง ใช้สารปฏิกิริยา fecl3 สําหรับการเกรด ของส่วนผสมและใช้กล้องจุลทรรศน์โลหะในการสังเกตโครงสร้างจุลทรรศน์ของผสม
ตัวอย่างถูกสั่นและเคลือบ และการนําทิศทางและขนาดของเมล็ดพืชมาวิเคราะห์ โดยใช้ อิเล็กตรอน backscatter diffractometer (ebsd) สายต่อผ่าตัดถูกยืดโดยใช้เครื่อง zwick-z100 เครื่องทดสอบความยืดที่อุณหภูมิห้อง และอัตราการยืดข้อคือ 0.5 mm/min
2 ผลการทดสอบและการวิเคราะห์
2.1 อิทธิพลของปารามิเตอร์กระบวนการที่แตกต่างกันต่อการสร้างเย็บปั่น
รูปที่ 2 แสดงผลของความเร็วการผสมผสานกับการสร้างผสมผสาน ความสับสนของรังสีคือ 0 mm.it สามารถเห็นว่าเมื่อความเร็วการปั่นคือ 5 m/min, แผ่นถูกแยกโดยสิ้นเชิง โดยการทํางานของเลเซอร์ เมื่อความเร็วการผสมเพิ่มขึ้นถึง 8 m/min การผสมจะไม่ต่อเนื่องและ มีรูที่เจาะเข้าไปเต็มที่ในบางจุด เมื่อความเร็วการปั่นเพิ่มขึ้นต่อเนื่องถึง 10 m/min พื้นผิวและด้านหลังของสอเป็นเรียบและต่อเนื่อง และไม่มีปรากฏการณ์การเผาไหม้ ในเวลานี้ รูปแบบของสอยผสมรวมดีกว่า แต่มีการตัดเล็กน้อยในด้านหลัง เมื่อความเร็วถึง 12 m/min จะไม่มีการเจาะเข้าไปในด้านหลังของสอ

รูป 2 สายผสม การจัดตั้ง ภายใต้ แตกต่าง การปั่น ความเร็ว
(พ = 100 ว, D =0 มม )
สามารถเห็นได้ว่าความเร็วในการผสมผสานมีผลกระทบที่สําคัญต่อการพัฒนา พลังงานเส้นของรังสีสูง โลหะในสระหลอมหลอมระเหยอย่างแรง และแรงปฏิกิริยาของควายที่เกิดขึ้นนั้นแข็งแรง แต่ความลึกของสระน้ําหลอมเหลืองนั้นเล็ก ภายใต้การกระทําของระเหยโลหะความเร็วสูง, โลหะสระเหลวหลอมสามารถรวดเร็วง่าย ๆ ออก จากด้านหลังของหลุมหลอมหลอมลึก และหลุดออกจากสระหลอมหลอมในรูปของกระจาย หรือแม้แต่โลหะสับสลายทั้งหมดของสระว่ายน้ําจะถูกโยนออกไปจากด้านล่างโดยสิ้นเชิง เมื่อความเร็วการปั่นเพิ่มขึ้น พลังงานเส้นลดลง แรงปฏิกิริยาการเหยื่อ ในสระเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหลืองเหล มุมการหันของลมโลหะที่เกิดในโลหะสระเหลืองหลอมมากขึ้น และแรงปฏิกิริยาระเหยเป็น biased จากด้านล่างของสระหลอมหลอมไปยังด้านหลังของ สระน้ําหลอม ซึ่งช่วยให้การสร้างสภาพของสับชะลอดีขึ้น
รูปที่ 3 แสดงการสร้างเย็บสอยภายใต้ความแรงเลเซอร์ที่แตกต่างกัน การเชื่อมเลเซอร์ ความเร็วคือ 10 m/min และความสับสนของรังสีคือ 0 mm.it สามารถเห็นว่าเมื่อพลังงานเลเซอร์เพิ่มขึ้น จาก 5w ถึง 1000w จะได้รับการเจาะเข้าไปอย่างสมบูรณ์แบบของแผ่นเหล็กไร้ขัด 1 มิลลิเมตร แต่พลังเลเซอร์ที่แตกต่างกัน มีผลต่อการสร้างที่ใหญ่กว่า เมื่อพลังงานเลเซอร์ 5 w ความกว้างของสอค้อนของเหล็กค่อนข้างแคบ มีรูที่เผาผ่านในสอค้อนของเหล็กมากมาย และมีเศษกระจายน้ําเล็กๆมากมายอยู่ด้านหลัง เมื่อกําลังเพิ่มขึ้นถึง 50 w ความกว้าง ของการผสมผสานเพิ่มขึ้นและระดับการเผาผ่านลดลง เมื่อพลังงานเพิ่มขึ้นถึง 100 w ผ่าผ่าไม่มีอาการบาดเจ็บจากการเผาไหม้อีกต่อไป และการสร้างสองด้านของผ่าผ่าเป็นสิ่งที่ดีขึ้น ในเวลานี้
เมื่อพลังงานเลเซอร์อยู่ที่ 500 w รูปแบบการผสมผสานโดยรวมดี แต่จํานวนน้อยของ จะมีรูที่เผาไหม้ เมื่อกําลังเพิ่มขึ้นถึง 1000 w ความกว้างของสับยังคงเพิ่มขึ้น แต่จํานวนของรูที่เกิดจากการเผาไหม้ผ่านของสอยด้วยเพิ่มขึ้นอย่างสําคัญ ความละเอียดของรังสีคือ 0 mm เมื่อพลังงานเลเซอร์เล็กหรือใหญ่ ความรู้สึกของสายผสมผสานต่อการเผาไหม้ เป็นที่ยิ่งใหญ่กว่า เพียงพลังงานเลเซอร์ปานกลางสามารถรับประกันการสร้างเย็บดี น้อย, ปริมาณของสระหลอมหลอมเป็นเล็กมาก, และเพียงแรงปฏิกิริยาเล็ก ๆ ของการเหยื่อโลหะที่จําเป็น เพื่อทําให้โลหะเชื่อมออกมาจากด้านล่าง และสร้างรูเผาผ่านที่ตรงกัน เมื่อพลังงานเลเซอร์สูงแรงปฏิกิริยาของการเหยื่อโลหะใหญ่กว่า ซึ่งสามารถนําไปสู่การเผา ของสอย
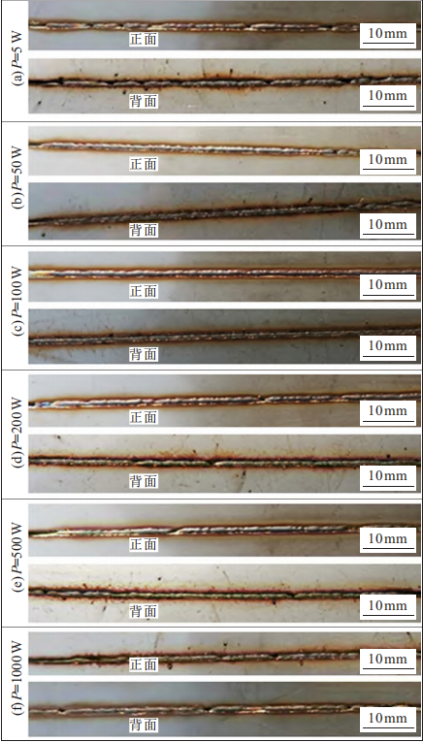
รูปที่ 3 สายผสม การจัดตั้ง ที่ แตกต่าง การปั่น po แวร์ส
(V = 10 ม./นาที ,D =0 มม)
รูปที่ 4 แสดงผลของการหลุดความสนใจของรังสีบนการสร้างเย็บการผสมผลเมื่อการหลุดความสนใจของรังสีเป็น 0 มม แสดงในรูป 2 และ 3 ที่นี่เราแสดงผลโดยหลักการเมื่อความสับสนของรังสีคือ 10 และ - 10 มม. ตามที่แสดงในรูป 4 ((a) และ (b) เมื่อความสับสนของรังสีคือ 10 mm และความเร็วการปั่นคือ 10 m/min แม้ว่ากําลังเลเซอร์จะเพิ่มขึ้นจาก 100w เป็น 3000w ด้านหลังของแผ่นไม่สามารถ welded ผ่าน โดยพิจารณาว่ามีการสร้างรูลึกในระหว่างกระบวนการผสมด้วยเลเซอร์หรือไม่ เป็นสองรูปแบบ: การปั่นแบบนําไฟและปั่นแบบเจาะลึก มีขั้นต่ําระหว่างสองรูปแบบ. ยิ่งกว่าขั้นต่ํานี้, การปั่นเลเซอร์จะเปลี่ยนจาก การปั่นแบบการนําไฟฟ้าทางความร้อนกับการปั่นแบบเจาะลึก โดยทั่วไปใช้ขั้นต่ํานี้ถูกอธิบายว่าเป็นสัดส่วนของ แรงเลเซอร์ต่อเส้น径 หรือ แรงเลเซอร์ต่อพื้นที่ จุดรังสีจะใหญ่ขึ้น ภายใต้พลังเลเซอร์และความเร็วการปั่นเดียวกัน L การปั่น จะเปลี่ยนจาก การปั่นผ่านลึกไปสู่การปั่นผ่านการนําความร้อน และความลึกของการปั่นผ่านจะลดลงตามนั้น
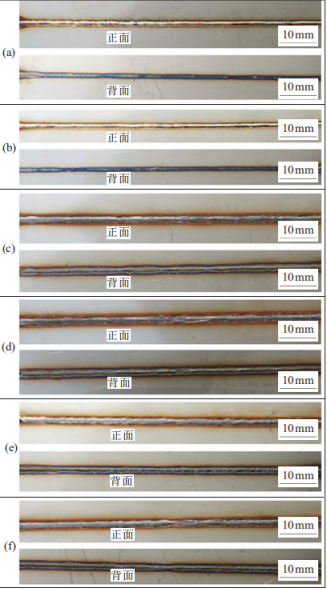
(A) พ = 100 W ,V = 10 ม./นาที ,D = 1 0มม ,(b) พ = 3000 W ,V = 10 ม./นาที ,
D = 10 มม ,(c) พ = 100 W ,V = 6 ม./นาที ,D = 10 มม ,(d) พ = 3000 W ,
V = 6 ม./นาที ,D = 10 มม ,(e) พ = 100 W ,V = 6 ม./นาที ,D = -10มม ,
(f) พ = 3000 W ,V = 6 ม./นาที ,D = -10มม
รูปที่ 4 สายผสม การจัดตั้ง หนองหญ้า R แตกต่าง การหลุดความสนใจ จํานวน
ดังนั้นเมื่อปริมาณการหลุดความสนใจเป็น 10 มม., รูปแบบการผสมคือการผสมการนําไฟทางความร้อน. ในเวลานี้, ความกว้างของสอยใหญ่และความลึกเล็ก. พลังงานเลเซอร์มุ่งเน้นไปที่ พื้นผิวของสระน้ําหลอมและความสามารถในการเจาะเข้าไปจํากัด ดังนั้นการเจาะทะลุของแผ่นไม่สามารถ ได้สําเร็จในความเร็วการผสมที่สูงขึ้นและในช่วงกําลังที่กว้างกว่า เมื่อความเร็วการผสมลดลงถึง 6 m/min การเพิ่มความร้อนในตัวทําให้สอยซ้อนเจาะเข้าไปโดยสิ้นเชิง ความกว้างของสอยซ้อนใหญ่กว่าและด้านหน้าและ หลังมีรูปร่างดีขึ้น เช่นที่แสดงในรูป 4 (c) และ (d) เมื่อปริมาณการหลุดความสนใจคือ - 10 มิลลิเมตรและ ความเร็วการปั่นคือ 6 m/min การสร้างเย็บสวมก็ดีเช่นกัน ดังที่แสดงในรูป 4 (e) และ (f)
2.2โครงสร้างของสับสาน
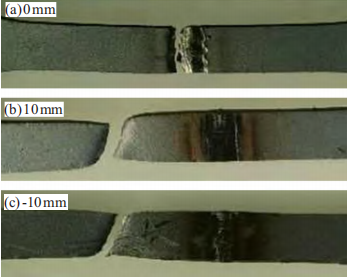
ภาพที่ 5 แสดงรูปร่างของข้อต่อเนื่องภายใต้ปริมาณ defocus แสงที่แตกต่างกัน การทํางานที่แตกต่างกัน, ไม่มีรอยแตก, ช่องโป่งและความบกพร่องอื่น ๆ ในข้อ. จํานวนคือ 0 มม, ความบกพร่อง undercut จะเกิดขึ้นบนด้านหลังของสอย, และเนื่องจากการระเหยแรง
ของโลหะสับในเวลานี้ ความรุนแรงในสระหลอมหลอมใหญ่และสายการหลอมรวม ไม่สมองกันทางด้านซ้ายและขวา เมื่อปริมาณการหลุดความสนใจเป็น 10 หรือ - 10 มิลลิเมตร ด้านหน้าและด้านหลังของสอแสดงลักษณะคอนเว็กซ์ และความกว้างของการหลอมเพิ่มขึ้น
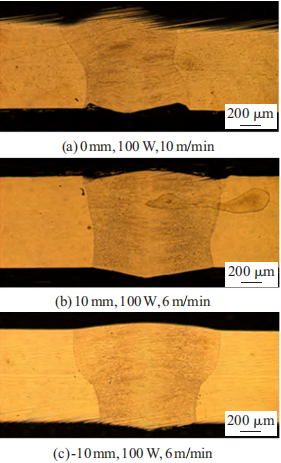
รูป 5 ข้อต่อ ลักษณะ ภายใต้ แตกต่าง การหลุดความสนใจ จํานวน
รูปที่ 6 แสดงโครงสร้างเล็กของโลหะสอด รูปที่ 6 ((a) แสดงโครงสร้างของสอดใกล้ศูนย์กลาง ภาพ 6 (b) แสดงโครงสร้างของสอใกล้กับโซนที่ได้รับผลกระทบจากความร้อน มันสามารถเห็นว่า โครงสร้างการเชื่อมแสดงการเจริญตัวของผลึกแบบคอลัมนาร์อย่างชัดเจนจากขอบไปยังศูนย์กลาง และเมล็ดผลึกใน
โซนที่ได้รับผลกระทบจากความร้อนของสอไม่เติบโตอย่างสําคัญ

รูป.6 องค์ประกอบเล็ก ของส่วนที่แตกต่างกัน ของ สายต่อ
อัตราการเย็นของส่วนต่าง ๆ ของสอยและส่วนประกอบต่าง ๆ ของสอยทําให้เฟอริท มีรูปแบบที่แตกต่างกันมาก รวมถึงจํานวนมากของฟีริตกระดูก และจํานวนน้อยของฟีริตคล้ายกับลัด เพื่อสังเกตเพิ่มเติมแนวโน้มการเติบโตของเมล็ดพันธุ์ร่วมและการกระจายขนาดเมล็ดพันธุ์, ภาพ 7 แสดง ebsd การวิเคราะห์ของข้อต่อ. มันสามารถเห็นว่าโลหะเบื้องต้นประกอบด้วยเมล็ดเมล็ด equiaxed ด้วยขนาดเมล็ด ของ 10 ถึง 30 μm โครงสร้างสอส่วนใหญ่จะปฏิบัติตามทิศทาง < 100> แสดงการเติบโตเสาตรงข้าม ไปทางการไหลของความร้อน.ขนาดเมล็ดส่วนใหญ่ในพื้นที่ผสมผสานเล็ก, ขนาดน้อยกว่า 100 μm และส่วนที่เหลือของเมล็ดคอลัมเนอร์มีขนาดใหญ่กว่า จาก 100 ถึง 400 μm
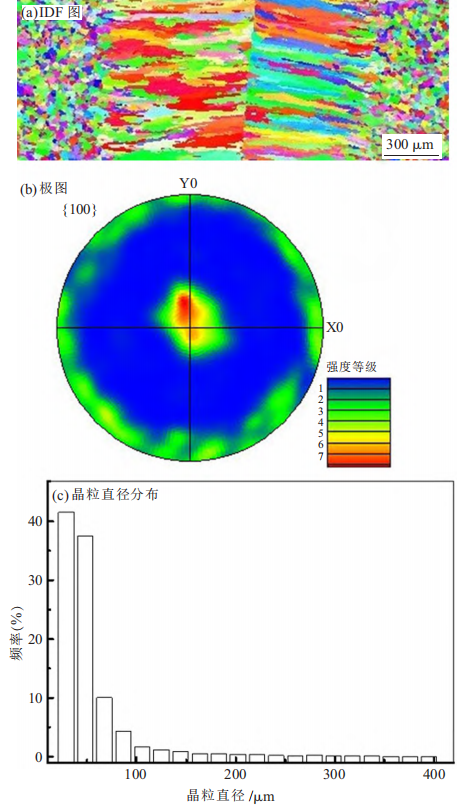
รูป.7 ebsd การวิเคราะห์ ของ ข้อต่อ สตร อุตตรา
2.3 คุณสมบัติทางกลของข้อต่อ
ภาพ 8 และ 9 แสดงความแข็งแรงในการดึงและตําแหน่งการแตกของข้อต่อส่วนที่มีความแตกต่างกัน มันสามารถพบว่าเมื่อปริมาณการหลุดความสนใจเป็น 0 มิลลิเมตร, สถานที่แตกของข้อคือการเชื่อมต่อระหว่าง สะสมและโลหะพื้นฐาน เพราะมี undercut บนด้านหลังของข้อร่วมในเวลานี้ ซึ่งง่ายที่จะทําให้เครียด การปรับความเข้มแข็งและการหัก เมื่อปริมาณการหลุดความเข้มแข็งอยู่ที่ 10 และ - 10 มิลลิเมตร ห่างจากสับในเวลานี้ ความแข็งแรงในการดึงและความยืดของข้อต่อส่วนทั้งสองสูง

รูป.8 การดึง仲 แข็งแรง H ของข้อต่อเนื่อง แตกต่าง การหลุดความสนใจ จํานวน
รูป.9 โรคสะเก็ดเงิน ตำแหน่งงาน ของการรวม t ภายใต้ แตกต่าง การหลุดความสนใจ จํานวน
3 สรุป
- ความเร็วการปั่น, พลังเลเซอร์, และการหลุดความสนใจของรังสีทั้งหมดมีผลกระทบที่สําคัญต่อการสร้างสรรค์ของสอ 1 มม หนา 304 สแตนเลส ผนังเหล็ก เมื่อความเร็วการผสมเพิ่มขึ้นจากขนาดเล็กเป็นขนาดใหญ่ การสร้างเย็บผสม การเปลี่ยนแปลง จากการแยกแยกอย่างสมบูรณ์แบบ และมีรูปร่างดี การปั่นไม่สมบูรณ์แบบ หากพลังเลเซอร์เล็กเกินไปหรือใหญ่เกินไป ความรู้สึกของการเจาะ weld จะใหญ่กว่า เมื่อพลังงานเลเซอร์คือ 100 w ความสับสนคือ 0 mm และความเร็วการปั่นคือ 10 m/min, การปั่นจะเป็นที่ดีกว่า. ในปริมาณการหลุดความสนใจ สนับสนุน เพื่อปรับปรุงการสร้างสายผสานการผสาน ซึ่งเพิ่มความกว้างของสายผสาน ลดความรู้สึกของโรคมาก ของ perforation และเพิ่มช่วงของปริมาตรการปั๊ม
- รูปแบบตัดข้ามของข้อต่อด้วยปริมาณการหลุดความสนใจ 10 และ - 10 mm เป็นสิ่งที่ดีและไม่มีความบกพร่อง รูปแบบการแข็งของโลหะสวมคือการแข็ง fa ซึ่งประกอบด้วย austenite γ an d ฟีริท δ ที่แปลงไม่สมบูรณ์ ferrite แสดงรูปแบบที่แตกต่างกัน รวมถึงจํานวนมากของ ferrite กระดูก และปริมาณเล็ก ๆ ของฟอริตคล้ายกับหินหิน โครงสร้างสลัดส่วนใหญ่ เติบโตเป็นคอลัมน์ตามทิศทาง <100> ขนาดเมล็ดส่วนใหญ่ในพื้นที่ผสมผสานเล็ก และขนาดเมล็ดเฉลี่ยต่ํากว่า 100 μm สายคอลัมน์ที่เหลือ คริสตัลมีขนาดใหญ่กว่ากัน ตั้งแต่ 100 ถึง 400 μm
- เมื่อปริมาณการหลุดความสนใจเป็น 10, - 10 mm, ข้อต่อมีความแข็งแรงในการยืดและความยืดหยุ่นสูงและตําแหน่งการแตก คือ ในวัสดุพื้นฐาน แต่เมื่อปริมาณการไม่เน้นอยู่ที่ 0 มิลลิเมตร ความสามารถของข้อต่อเนื่องลดลง และการแตก ตําแหน่ง ปิด ไปที่ที่เชื่อม