 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






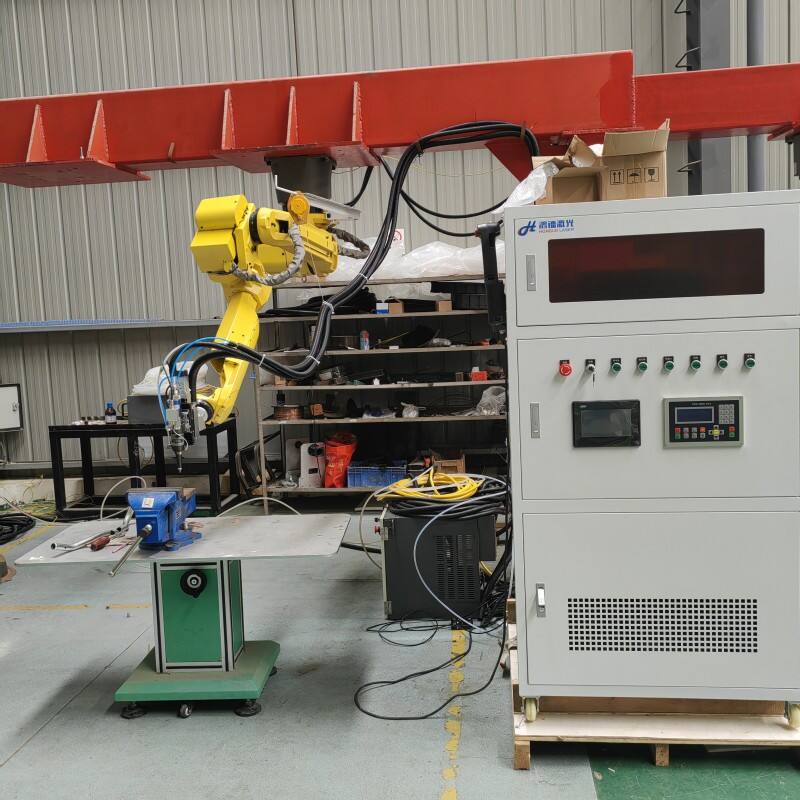
3D лазерная резальная машина
Описание продукта
Листы металла, покрывающие части автозапчастей, включают крышку двигателя, заднюю крышку, раму водонапорного бака, бампер, кристалл, дверь и слитную балки частей шасси, ручку управления, заднюю ось и т. Д., Которые часто требуют трехмерной резки, включая обрезку и прокол и т. Д., Традиционные процессы включают прокол формы, плазменную резку или лазерную резку на пятиосевых станках.
С использованием процесса штампования с открыванием на стенке, процессы обрезки и пробивания всегда были трудными в процессе изготовления форм, особенно для некоторых крупных автомобильных форм со сложными структурами. определение линии обрезки необходимо исследовать несколько раз или даже более десяти раз, что приводит к огромной нагрузке на монтажника и оборудование обработки, и не только предъявляет более высокие требования к уровню квалификации монтажника. Кроме того, на этапе небольшой партии или предварительной изготовления стоимость разработки форм высока, цикл длинный, и изменение не является гибким.
Использование плазменной резки приводит к неровным краям реза, которые требуют полировки на следующем этапе, что занимает много времени и сил. Маленькие отверстия можно обрабатывать только с помощью ручного сверла или пробойника, что неэффективно. Кроме того, ручное ионное устройство оказывает определенное радиационное воздействие на организм человека, а пыль серьезно загрязняет здоровье человека.
Специфический процесс является следующим:

Процесс резки кромки ручным плазменным оборудованием

Ручной процесс пробивки

Маркировка и расположение перед проколкой

Пробивка отверстий ручным сверлом

Обрезка после плазменной резки

Шлифование после плазменной резки
Некоторые крупные производители взяли на себя инициативу внедрения передовых пятиосевых лазерных режущих машин, что значительно улучшило эффект процесса, и, однако, пятиосевой инструментальный станк занимает площадь до десятков квадратных метров и чрезвычайно дорогостоящий. это продукт, который трудно популяризировать для большинства малых и средних производителей.
Новый процесс, позволяющий использовать промышленных роботов и оборудование для лазерного волоконного излучения
Согласно большому количеству исследований рынка на ранней стадии, в сочетании с отраслевыми характеристиками автомобильных листов металлических деталей покрытия и деталей шасси, наша компания теперь вводит комбинацию промышленного робота + волоконного лазера для трехмерной резки, которая может эффективно удовлетворить потребности автомобильной промышленности, аэрокосмической, морской техники и других отраслей промышленности..
Первое, заменить пятиосевой станковой инструмент промышленным роботом. оба могут описать пространственную траекторию для достижения трехмерной резки. точность повторного позиционирования промышленных роботов немного ниже, чем у пятиосевых станковых инструментов, около ± 100um, но это может полностью удовлетворить требования точности автомобильной промышленности покрытия листового металла и деталей шасси.. использование промышленных роботов значительно снижает стоимость системы, снижает расходы на потребление энергии системы и расходы на эксплуатацию и обслуживание системы. и уменьшает затраты на систему.
Характеристики
Во-вторых, список конфигурации основного оборудования:
| Серийный номер | Название проекта | Модель спецификации | КОЛИЧЕСТВО | Происхождение | Примечания |
| 1 | Лазерные волокна | Raycus -3000w | Один набор | Raycus/max | С трехмерной броней |
| 2 | Специальная 3D-линейная режущая голова | Один набор | Raytools | Ключевые компоненты, импортируемые из Германии, включая систему противосопротивления | |
| 3 | Механизм сервоподъема по оси z | Удар 60 мм | Один набор | Japan Panasonic сервоуправляющий механизм с тормозом, высокая точность | |
| 4 | Управление лифтом | Один набор | Дружбы | Высокооплачиваемый | |
| 5 | ПО управления 3D резкой pwm и экран HMI | Один набор | Режущая толстая плитка и режущая небольшой круг лазерный режим выхода света, управление мощностью | ||
| 5 | Автокалибрация tcp | Один набор | |||
| 6 | Модуль управления мощностью | Один набор | Фанук Япония | ||
| 7 | Программные пакеты | Один набор | Фанук Япония | ||
| 8 | Система водяного охлаждения для волоконного лазера | Hl-3000 | Один набор | Ханли | Специальная система охлаждения лазером волокна |
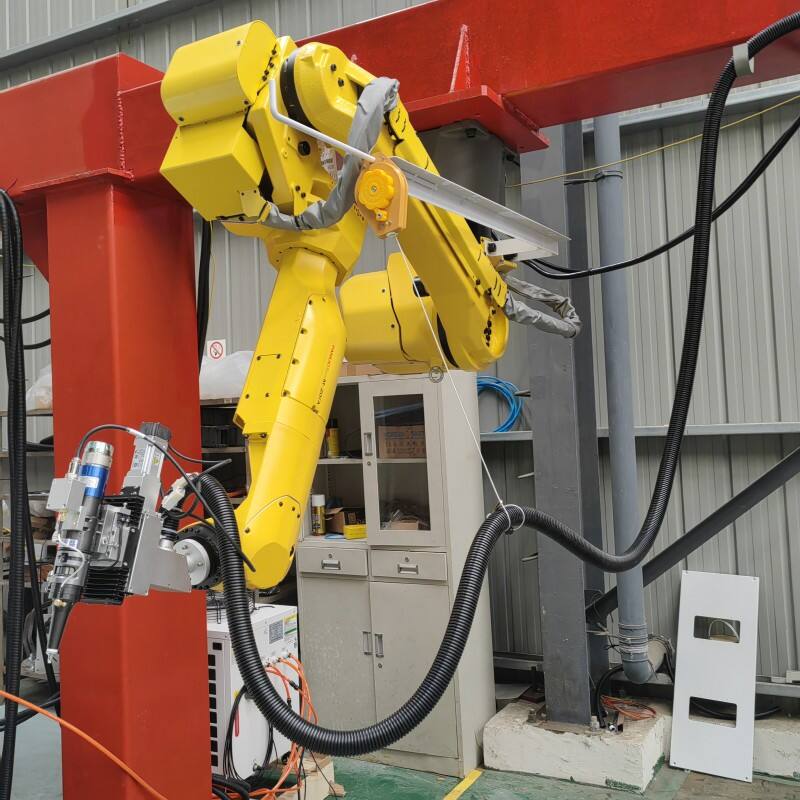
| 9 | Трехмерный робот | Fanuc-m20ia/20 | Один набор | Фанук | 3D-программирование, 20 кг нагрузка |
| 11 | Портал | Один набор | Предоставлять чертежи, производство со стороны спроса или предложение со стороны предложения | ||
| 13 | Специальная система управления резкой и электрический шкаф управления | Hlcf-18d-fr-3000 | Один набор | Стандарт | |
| 14 | Установка, ввод в эксплуатацию, инспекция | HLCF-18D | Один раз | ||
| 15 | Технические услуги и обучение | HLCF-18D | Один набор | ||
| 16 | Запчасти | Hlcf-18d-fr-3000 | Один набор | См. случайный файл |
Для того чтобы лазерная режущая машина работала стабильно в течение длительного периода 24 часов, требуются следующие требования к воде, электричеству, газу, рабочей среде, фундаменту, материалам обработки и т.д.:
| 1 | Источник питания | Лазеры | 8кВ | Общая установленная мощность не превышает 20 кВ. |
| Водоохладители | 3кВ | |||
| Робототехника | 4кВ | |||
| Другие аксессуары | 1 кВА | |||
| Трехфазная пятипроводная система | 380В ± 5%, 50 Гц | |||
| Дисбаланс мощности в трехфазном режиме | Менее 2,5% | |||
| Заземление | Менее 4 ом | |||
| 2 | Водой | Охлаждающая вода для холодильных установок | Дистиллированная вода | |
| 3 | Газы | Газ для резки | O2> 99,95% | Различные параметры обработки для различных материалов |
| 4 | Рабочие места Среда |
Требования к температуре | 5 - 40 градусов | Лазеры должны быть установлены в комнатах с кондиционером |
| Требования к влажности | Менее 70% | |||
| Требования к основам | Не должно быть никаких очевидных источников землетрясения вблизи. | Фундаменты с очевидными источниками землетрясения должны быть сейсмическими траншеями | ||
| 5 | Диск | Отсутствие ржавчины и коррозии на поверхности |
-
Автоматическая система лазерной сварки
-

Автоматическая система лазерной сварки
-

Автоматическая система лазерной сварки
Быстрая подробность
Основные технические характеристики машины.
1, ширина обработки (l × w × h).
Fanuc-m20ia: 2200mm × 1800mm × 200mm (специфическая ширина резки, форма и высота заготовки)
2, эффективный радиус и нагрузка робота: FANUC/ 1811 мм
3、повторная точность позиционирования робота: fanuc: ±0,05mm
4 、точность пути робота: Fanuc: ±0,15mm
5 、максимальная нагрузка стола:20kg (в центре фланца)
6, питание: трехфазный пятипроводной AC380 (± 10%) v, частота: 50 Hz
7 、Уровень защиты общей мощности: ip54
8 、основные части обработки: (в зависимости от формы продукта и требований процесса клиента)
9、 толщина обрабатывающей пластины: предельная толщина пластины из углеродистой стали < 6 мм (5 мм алюминиевой пластины), ситуация резки см. следующую схему
Конкурентное преимущество
Точность: роботизированная 3D лазерная резка обеспечивает исключительную точность и точность. Эта точность обеспечивает высокое качество и последовательность результатов, даже для сложных форм и узоров.
Универсальность: роботизированная 3D лазерная резка очень универсальна и может резать широкий спектр материалов, включая металлы (такие как сталь, алюминий и медь), пластмассы, композиты и многое другое. лазерный луч может адаптироваться к различным толщинам
Скорость и эффективность: роботизированная 3D лазерная резка является быстрым и эффективным методом резки. робот может быстро и точно двигаться по сложным путям. высокая скорость резки и автоматизированный характер роботизированных систем способствуют повышению производительности и пропускной способности.
Сложные геометрии: роботизированная 3D лазерная резка превосходит в резке сложных форм и геометрий. гибкость роботизированной руки позволяет получить доступ к труднодоступным областям, позволяя сложные разрезы и контуры, которые могут быть сложными или невозможными с традиционными
Минимальное искажение материала: лазерная резка создает узкую и сфокусированную зону, пораженную теплом, минимизируя тепловое искажение на режущемся материале. Это приводит к более чистым краям, уменьшению деформации и меньшему количеству требований к после
Автоматизация и интеграция: роботизированная 3D лазерная резка может быть интегрирована в автоматизированные производственные линии и рабочие процессы, упрощая робототехническую систему можно запрограммировать для выполнения серии режущих задач автономно, уменьшая необходимость в ручной робототехнической системе может
Безопасность: лазерная резка обеспечивает повышенную безопасность по сравнению с традиционными методами резки. процесс резки бесконтактный, минимизируя риск. Кроме того, современные роботизированные лазерные режущие системы включают в себя такие функции безопасности, как защитные корпуса,
