 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
-
Лазерная сварка технологический принцип
лазерная сварка обычно использует непрерывный лазерный луч для соединения материалов. ее металлургический физический процесс очень похож на процесс сварки электронным лучом, то есть механизм преобразования энергии завершается через "маленькую дыру". при облучении лазером с достаточно высо
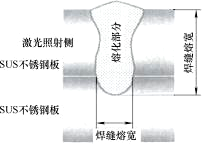
Рисунок 1.Принцип лазерной сварки
-
Сфера применения Лазерная сварка
в нашей компании, при сварке железнодорожных транспортных средств из нержавеющей стали, точечная сварка компонентов боковых стен транспортных средств постепенно заменяется лазерной сваркой. целью является улучшение точности и эффективности работы сварки, увеличение скорости работы на 20% до 30% по сравнению
-
Преимущества Лазерная сварка
преимущества лазерной сварки заключаются в быстрой скорости сварки, низкой тепловой нагрузке на сварку, небольшой зоне, подверженной воздействию тепла, небольшом напряжении сварки, небольшой деформации рабочего участка, и она может получить высоко
- главная страница
- Продукты
- О НАС
- ВИДЕО
- Применение
- новости
- Центр помощи
- СВЯЖИТЕСЬ С НАМИ