 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






Maszyna do cięcia laserowego 3D
Opis produktu
Płyty metalowe pokrywające części części samochodowych obejmują pokrywę silnika, tylną skrzynkę pokrywą, ramę zbiornika wody, zderzak, szybę, drzwi i belki złoża części podwozia, ramię sterujące, tylną oś itp., które często wymagają trójwymiarowego cięcia, w tym obcinania i przebijania itp., Tradycyjne procesy obejmują przebijanie formy, cięcie plazmowe lub cięcie laserowe na narzędziach pięcioosiowych.
przy użyciu procesu pieczeniowego otwierającego matrycę, procesy przycinania i bicia zawsze były trudne w procesie tworzenia formy, zwłaszcza dla niektórych dużych form samochodowych o złożonych strukturach. określenie linii przycinania musi być wielokrotnie badawane kilka razy lub nawet ponad dziesięć razy, co przynosi ogromne obciążenie pracy montażistowi i sprzętowi przetwórczemu, a nie tylko stawia wyższe wymagania dotyczące poziomu umiejętności montażysty. ponadto w niewielkiej fazie partii lub prefabrykacji koszty tworzenia form są wysokie, cykl jest długi, a zmiana nie jest elastyczna.
Użycie wycinania plazmowego powoduje nierówne krawędzie cięcia, które wymagają polerowania w następnym procesie, co jest czasochłonne i wymaga duży nakładu pracy. Małe otwory można przetwarzać tylko za pomocą drążarki ręcznej lub piernika, co jest nieefektywne. Ponadto ręczne urządzenie jonowe ma pewne promieniowanie dla organizmu ludzkiego, a pył poważnie zanieczyszcza zdrowie człowieka.
specyficzny przepływ procesu jest następujący:

Proces wycinania krawędzi przy użyciu ręcznego urządzenia plazmowego

Ręczny proces wycinania piernikiem

oznakowanie i pozycjonowanie przed przebiciem

Wycinanie otworów ręczną drążarką

obcinanie po cięciu plazmowym

szlifowanie po cięciu plazmowym
Niektórzy duży producenci wprowadzili zaawansowane pięcioosiowe maszyny do cięcia laserowego, co znacznie poprawiło efekt procesu, ale pięcioosiowe narzędzia maszynowe zajmują powierzchnię do kilkudziesięciu metrów kwadratowych i są niezwykle drogie. Jest to produkt, który jest trudny do rozpowszechnienia dla większości małych i średnich producentów.
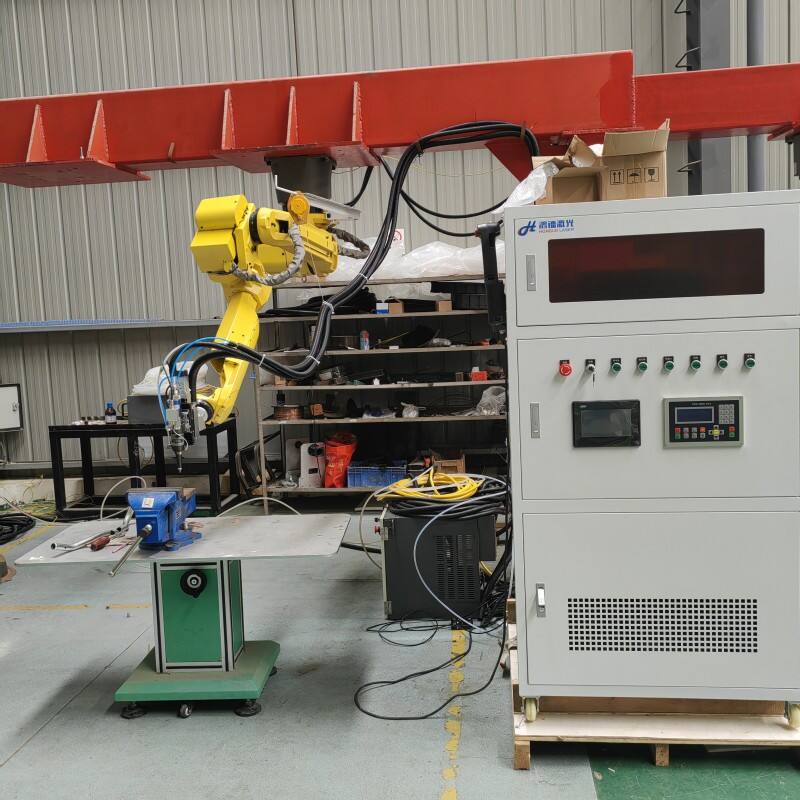
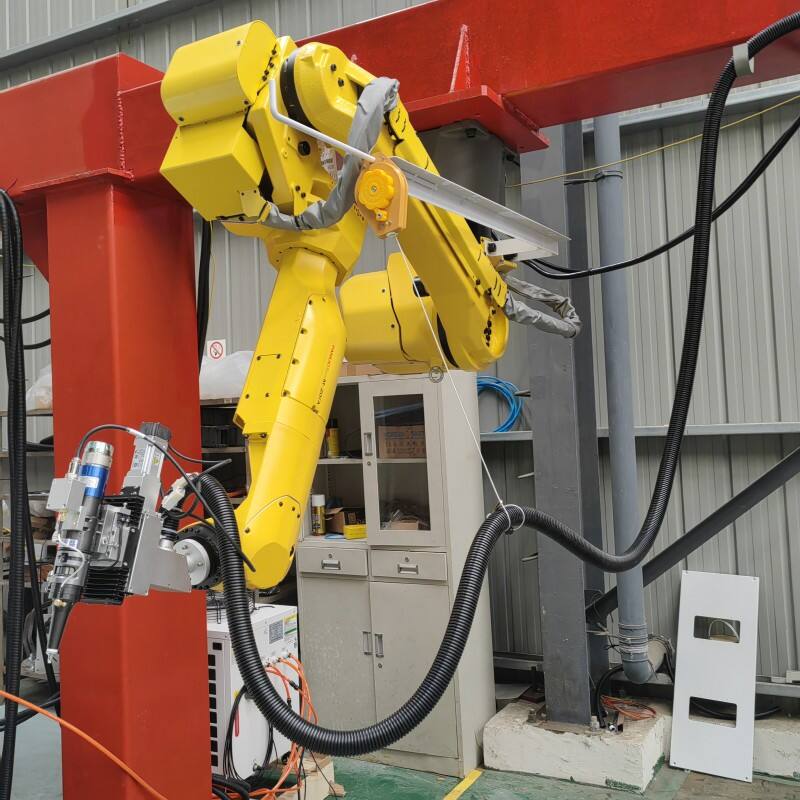
nowy proces umożliwiony za pomocą robotów przemysłowych i urządzeń laserowych włóknistych
według dużej liczby badań rynku na wczesnym etapie, w połączeniu z cechami przemysłu części pokrycia blachy metalowej samochodowej i części podwozia, nasza firma wprowadza teraz połączenie robotu przemysłowego + lasera włóknistego do cięcia trójwymiarowego, które może skutecznie zaspokoić potrzeby produkcji samochodów, lotnictwa, inżynierii morskiej i innych gałęzi przemysłu..
Po pierwsze, zastąpić pięcioosiowe narzędzie maszynowe robotem przemysłowym. oba mogą opisać trajektorię przestrzenną w celu osiągnięcia trójwymiarowego cięcia. dokładność powtarzalnego pozycjonowania robotów przemysłowych jest nieco niższa niż w przypadku pięcioosiowych narzędzi maszynowych, około ± 100um, ale może to w pełni spełniać wymagania dotyczące dokładności przemysłu pokrycia blach metalowych samochodów i części podwozia.. stosowanie robotów przemysłowych znacznie obniża koszty systemu, zmniejsza zużycie energii i koszty eksploatacji i utrzymania systemu. i zmniejsza odbitek systemu.
Specyfikacje
po drugie, wykaz konfiguracji głównych urządzeń:
| numer seryjny | Nazwa projektu | model specyfikacji | ILOŚĆ | Pochodzenie | Uwagi |
| 1 | Laser Włókienkowy | Raycus -3000w | jeden zestaw | raycus/max | z trójwymiarowym pancerzem |
| 2 | głowica cięcia 3D specjalnego lasera włóknistego | jeden zestaw | Raytools | kluczowe elementy importowane z Niemiec, w tym system przeciwderujący zderzeniom | |
| 3 | mechanizm serwowyciągu w osi z | układ 60 mm | jeden zestaw | Japan panasonic servo z hamulcem, wysoką precyzją | |
| 4 | sterowanie windą | jeden zestaw | przyjaźń | bardzo śledzone | |
| 5 | Oprogramowanie sterowania cięciem 3D pwm i ekran HMI | jeden zestaw | cięcie grube płyty i cięcie małych kół w trybie wyjścia światła laserowego, sterowanie mocą | ||
| 5 | automatyczna kalibracja tcp | jeden zestaw | |||
| 6 | moduł sterowania mocą | jeden zestaw | Fanuc Japonia | ||
| 7 | pakiety oprogramowania | jeden zestaw | Fanuc Japonia | ||
| 8 | system chłodzenia wodnym dla lasera włóknistego | HL-3000 | jeden zestaw | Hanli | dedykowany system chłodzenia laserowego włóknowego |
| 9 | trójwymiarowy robot | Fanuc-m20ia/20 | jeden zestaw | Fanuc | Program 3D, 20 kg Ładunek |
| 11 | Bramowa | jeden zestaw | dostarczać rysunki, produkcję po stronie popytu lub dostarczanie z strony podaży | ||
| 13 | specjalny system sterowania cięciem i szafa sterowania elektryczna | HLCF-18D-FR-3000 | jeden zestaw | Standard | |
| 14 | instalacja, uruchomienie, inspekcja | HLCF-18D | raz | ||
| 15 | usługi techniczne i szkolenia | HLCF-18D | jeden zestaw | ||
| 16 | Części zamienne | HLCF-18D-FR-3000 | jeden zestaw | patrz przypadkowe załączniki |
Aby maszyna do cięcia laserowego mogła pracować stabilnie przez długi okres 24 godzin, wymagania dotyczące wody, energii elektrycznej, gazu, środowiska pracy, fundamentów, materiałów przetwórczych itp. są następujące:
| 1 | Zasilanie | lasery | 8kva | całkowita moc zainstalowana nie przekracza 20kva. |
| Chłodnice wodne | 3kva | |||
| Robotika | 4kva | |||
| Inne akcesoria | 1 kW | |||
| trójfazowy system pięciodrukowy | 380V ± 5%, 50 Hz | |||
| trójfazowa nierównowaga mocy | mniej niż 2,5% | |||
| ułożenie na ziemię | o pojemności nieprzekraczającej 4 ohmów | |||
| 2 | Woda | woda chłodząca dla chłodni | woda destylowana | |
| 3 | gazy | gaz do cięcia | o2> 99,95% | różne parametry przetwarzania dla różnych materiałów |
| 4 | Praca Środowisko |
wymagania dotyczące temperatury | 5 - 40 stopni | lasery muszą być zainstalowane w klimatyzowanych pomieszczeniach |
| wymagania dotyczące wilgotności | mniej niż 70% | |||
| wymagania podstawowe | Nie ma w pobliżu żadnego źródła trzęsienia ziemi. | Fundamenty z oczywistymi źródłami trzęsienia ziemi muszą być transepami sejsmicznymi | ||
| 5 | Płytka | brak rdzy i korozji na powierzchni |
-
automatyczny system spawania laserowego
-

automatyczny system spawania laserowego
-

automatyczny system spawania laserowego
Szybki szczegół
główne specyfikacje techniczne maszyny.
1, szerokość przetwarzania (l × w × h).
fanuc-m20ia: 2200 mm × 1800 mm × 200 mm (szersza szerokość cięcia, kształt i wysokość przedmiotu)
2、Radiusz i obciążenie robotu: FANUC/ 1811mm
3、poprawność pozycjonowania robota: fanuc: ±0,05 mm
4 、 dokładność drogi robota:Fanuc: ±0,15 mm
5 、maksymalne obciążenie stołu:20kg (w środku kołnierza)
6, zasilanie: trójfazowy pięciokrętowy AC380 (±10%) v, częstotliwość: 50 Hz
7 、poziom ochrony całkowitej mocy:ip54
8 、główne części przetwórcze: (w zależności od kształtu produktu klienta i wymagań procesu)
9、 grubość płyty obróbki: granica grubości płyty ze stali węglowej < 6 mm (5 mm płyty aluminiowej), sytuacja cięcia odnosi się do następującego schematu
Zalety konkurencyjne
Precyzja: roboty do cięcia laserowego 3D zapewniają wyjątkową precyzję i dokładność.
wszechstronność: robot 3D cięcie laserowe jest bardzo wszechstronne i może cięć szeroki zakres materiałów, w tym metali (takich jak stal, aluminium i miedź), tworzyw sztucznych, kompozytów i innych. wiązka laserowa może dostosować się do różnych grubości
szybkość i wydajność: roboty 3D cięcia laserowe jest szybką i wydajną metodą cięcia. robot może poruszać się szybko i precyzyjnie wzdłuż złożonych ścieżek. wysoka prędkość cięcia i zautomatyzowany charakter systemów robotycznych przyczyniają się do zwiększenia
skomplikowane geometrie: robot 3D laserowy wypada w cięciu złożonych kształtów i geometrii. elastyczność ramienia robota umożliwia dostęp do trudnych do dotarcia obszarów, umożliwiając skomplikowane cięcia i kontury, które mogą być trudne lub niemożliwe z
Minimalne zniekształcenie materiału: cięcie laserowe wytwarza wąską i skoncentrowaną strefę dotkniętą ciepłem, minimalizując zniekształcenie termiczne materiału, który jest cięty. W rezultacie osiąga się czystsze krawędzie, zmniejs
Automatyzacja i integracja: robotyczne cięcie laserowe 3D można zintegrować z zautomatyzowanymi liniami produkcyjnymi i przepływami pracy, usprawniając system robotyczny można zaprogramować do wykonywania serii zadań cięcia autonomicznie, zmniejszając potrzebę ręcznego systemu robotycznego
bezpieczeństwo: cięcie laserowe zapewnia zwiększone bezpieczeństwo w porównaniu z tradycyjnymi metodami cięcia. proces cięcia jest bezkontaktowy, minimalizując ryzyko dodatkowo, nowoczesne robotyczne systemy cięcia laserowego zawierają zabezpieczenia takie jak obudowy ochronne,
