 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
-
Spawanie laserowe zasada technologii
spawanie laserowe zazwyczaj wykorzystuje ciągły wiązek laserowy do łączenia materiałów. jego proces fizyczny jest bardzo podobny do procesu spawania wiązkami elektronami, czyli mechanizm konwersji energii jest wykonywany poprzez strukturę "małego otworu". Pod wpływem promieniowania lasera
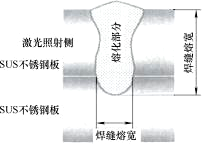
Rys. 1. Zasada spawania laserowego
-
zakres stosowania Spawanie laserowe
w naszej firmie, w spawaniu pojazdów kolejowych ze stali nierdzewnej, spawanie punktów elementów ścian bocznych pojazdów jest stopniowo zastępowane spawaniem laserowym. celem jest poprawa precyzji i wydajności operacyjnej spawania, zwiększenie prędkości operacyjnej o 20%
-
Zalety Spawanie laserowe
zaletami spawania laserowego są szybka prędkość spawania, niska moc cieplna spawania, mała strefa cieplna, małe naprężenie spawania, małe deformacje przedmiotu, a także może uzyskać wysokiej jakości wytrzymałość złącza i większy stosunek głębokości
- strona główna
- Produkty
- O Nas
- Filmy
- zastosowanie
- wiadomości
- Centrum pomocy
- Skontaktuj się z nami