 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
-
Laserlassen technologieprincipe
laserlassen maakt over het algemeen gebruik van een continue laserstraal om materialen te verbinden. het metallurgische fysieke proces is zeer vergelijkbaar met dat van elektronenstraallassen, dat wil zeggen dat het energieomzetmechanisme wordt voltooid door een 'kleine gaten' structuur. onder de bestraling van een laser met voldoende hoge
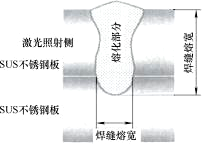
Figuur 1.Laserlassen beginsel
-
toepassingsgebied van Laserlassen
In ons bedrijf, bij het lassen van roestvrijstalen spoorvoertuigen, wordt het puntlassen van de zijdemuren van voertuigen geleidelijk vervangen door laserlassen. Het doel is om de precisie en de werkingsefficiëntie van het lassen te verbeteren, de bedrijfssnelheid met 20% tot 30% te verhogen in verge
-
Voordelen van Laserlassen
de voordelen van laserlassen zijn snelle lassnelheid, lage laswarmte-invoer, kleine warmte-beïnvloedde zone, kleine lasspanning, kleine vervorming van het werkstuk, en het kan een hoge kwaliteit gewrichtssterkte en een grotere diepte-breedteverhouding verkrijgen. Bov