이중 빔 용접 방법이 제안되었습니다. 주로 레이저 용접의 조립 정확도에 대한 적응력을 향상시키고 용접 과정의 안정성을 높이고 용접 품질을 향상시키기 위해 사용되었습니다. 특히 얇은 판과 알루미늄 용접에 사용됩니다.
CONTACT US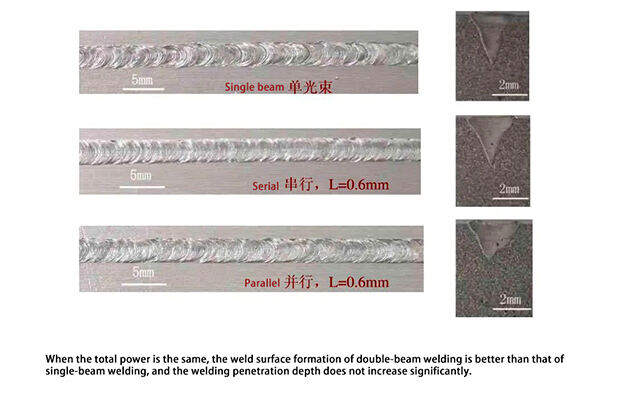
이중 빔 용접 방법이 제안되었습니다. 주로 용접기의 적응력을 향상시키기 위해 사용됩니다. 레이저 용접 조립 정확성, 용접 과정의 안정성 증대 및 용접 품질을 향상시키기 위해 특히 얇은 판과 알루미늄 합금 용접에 사용된다. 이중 빔 레이저 용접은 같은 유형의 레이저를 광학적 방법을 사용하여 용접을 위해 두 개의 분리 된 빔으로 분리하거나 두 가지 다른 유형의 레이저를 조합 할 수 있습니다. CO2 레이저, nd:yag 레이저 및 고전력 반도체 레이저 모두 서로 결합 할 수 있습니다. 빔의 에너지, 빔 사이의 거리와 심지어 두 빔의 에너지 분배 패턴을 변경함으로써 용접 온도 필드는 편리하고 유연하게 조정 할 수 있습니다. 이것은 용접 풀의 구멍의 존재 모드와 액체 금속의 흐름 모드를 변화시켜 용접 과정에 더 넓은 공간을 제공합니다. 단일 빔 레이저 용접에 비해 비교 하지만 그것은 또한 전통적인 레이저 용접으로 용접하기 어려운 재료와 관절에 큰 적응력을 가지고 있습니다 .
1.두 빔 레이저 용접 원리
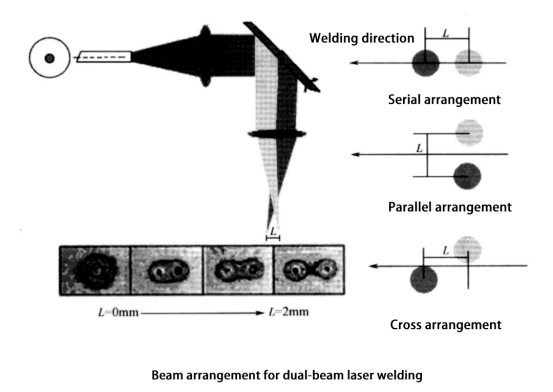
이중 빔 용접은 용접 과정에서 동시에 두 개의 레이저를 사용하는 것을 의미합니다. 빔 배열, 빔 간격, 두 빔에 의해 형성 된 각, 중점 위치 및 두 빔의 에너지 비율은 일반적으로 용접 과정에서 일반적으로 두 가지 방식으로 두 개의 빔을 배치합니다. 그림에서 보이는 것처럼 하나는 용접 방향에 따라 일련으로
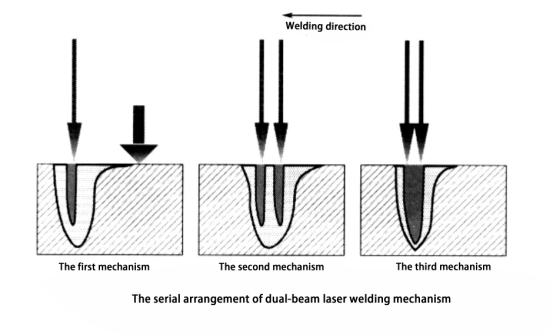
두 개의 빔 레이저 용접 시스템에서 일련 배열을 갖는 경우, 두 빔 사이의 거리에 따라 3가지 다른 용접 메커니즘이 있습니다.
1) 첫 번째 유형의 용접 장치에서 두 빔 사이의 거리는 상대적으로 크다. 한 빔은 더 높은 에너지 밀도를 가지고 있으며 용품 표면에 집중되어 용접에 열쇠 구멍을 만듭니다. ; 다른 빔은 낮은 에너지 밀도를 가지고 있으며 가열 전 또는 후 열 처리에 열 공급원으로만 사용됩니다. 이 용접 메커니즘은 용접 풀의 냉각 속도를 일정 범위 내에서 조절할 수 있게 해 고 탄소 강철과 합금강과 같은 균열 민감도가 높은 재료의 용접에 유리한 것이며 또한 용접 매듭의 강도를 향상시킬 수 있다.
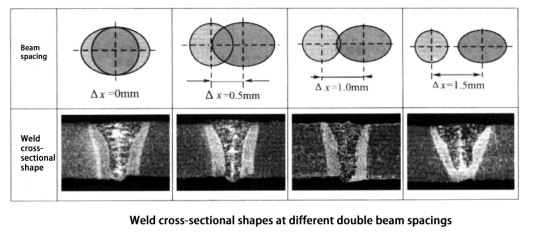
2) 두 번째 유형의 용접 장치에서 두 빔의 초점 사이의 거리는 상대적으로 작습니다. 두 빔은 하나의 용접 풀에 두 개의 별도의 키홀을 생성 , 용해 된 금속의 흐름 패턴의 변화를 유발합니다. 이것은 결함을 예방하는 데 도움이됩니다. 예를 들어, 절단 및 껍질 튀김, 縫 형성 개선.
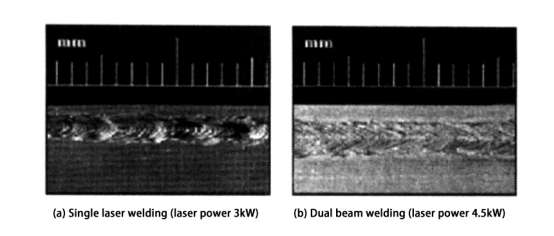
3) 세 번째 유형의 용접 장치에서 두 빔 사이의 거리는 매우 작고, 이 때, 두 빔은 용접 풀에 같은 열쇠 구멍을 생산 . 단선 레이저 용접에 비해 이 열쇠 구멍의 크기가 더 크고 닫을 확률이 적습니다. , 용접 과정을 더 안정화하고 가스를 더 쉽게 배출합니다. 이것은 부도성, 스프레이를 줄이고 연속적이고 균일하며 매력적인 용접 매듭을 얻는 데 도움이됩니다.
용접 과정에서 두 레이저 빔은 서로 특정 각도로 설정 될 수 있으며 용접 메커니즘은 병렬 듀얼 빔 용접 메커니즘과 유사합니다. 실험 결과는 서로 30° 각도로 두 개의 고전력 oo 레이저 빔을 고용하여 1 ~ 2mm 떨어져있는 것으로, 트렁크 모양의 열쇠 구멍을 얻을
2.두 빔 레이저 용접의 구현 방법
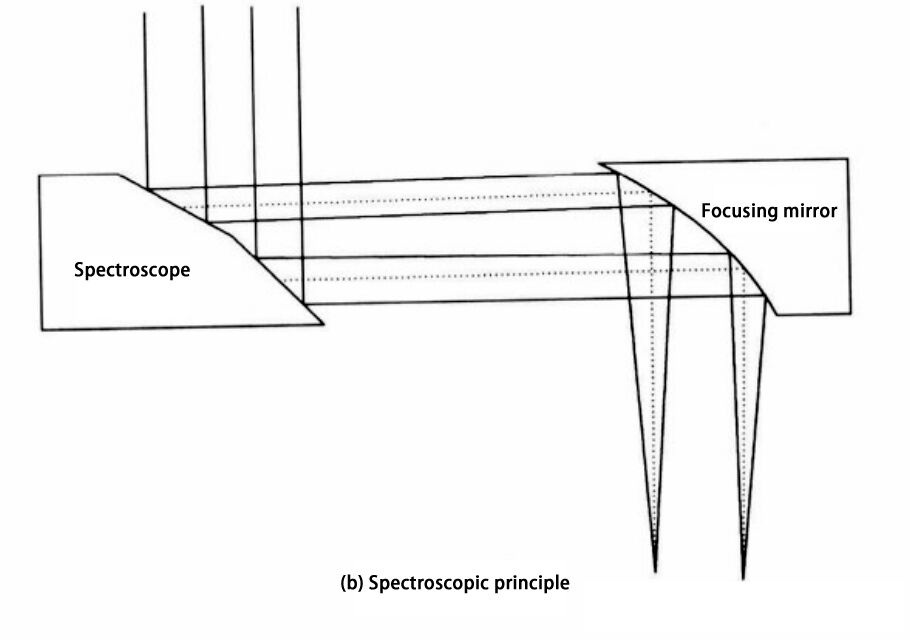
이중 빔을 얻는 것은 두 개의 다른 레이저 빔을 결합하거나 광학 빔 분할 시스템을 사용하여 레이저 빔을 두 개로 나눈다. 을 위해 빔을 두 가지 다른 힘으로 분리하려면 병렬 레이저, 빔 분할 거울 또는 일부 특수 광학 시스템을 사용할 수 있습니다. 그림은 초점 렌즈를 사용하여
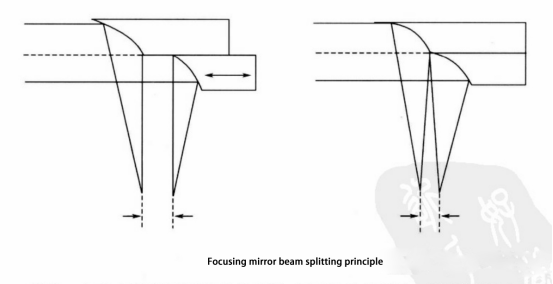
또한 반사기는 광선 경로의 마지막 반사기가 반사선 분할기로 작용하는 반사선으로 사용될 수 있습니다. 이 유형의 반사기는 경개 반사선으로도 알려져 있으며, 반사면은 단일 평면이 아니라 두 평면으로 구성됩니다. 두 반사면의 교차선은 그림에서 보여진 것처럼 경개와 유사한 거울
두 가지 다른 유형의 레이저 빔을 사용하여 이중 빔을 형성 할 때 다양한 조합 방법이 있습니다. 가우스 에너지 분포를 가진 고품질의 CO2 레이저는 원접 작업에 사용될 수 있으며 열 처리 작업에 직사각형 에너지 분포를 가진 반도체 레이저가 지원됩니다.이 조합 방법은 한편으로는 경제적이며 다른 한편으로는 두
3.두 빔 레이저 용접 원리
3.1 양선 레이저 용접
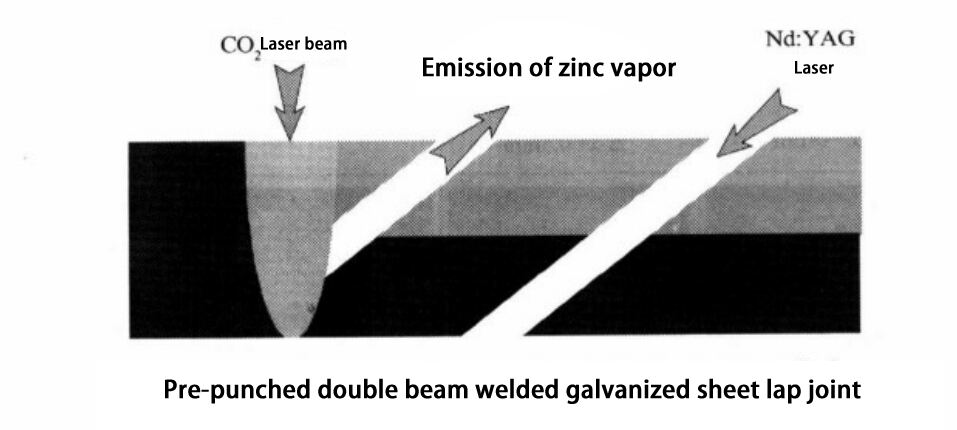
가연제철판은 자동차 산업에서 가장 일반적으로 사용되는 재료입니다. 철의 녹는점은 1500 ° c 정도이며, 아연의 끓는점은 906 ° c 정도입니다. 따라서 용접 방법을 사용할 때, 많은 양의 아연 증기가 일반적으로 생성되며, 용접 과정에서 불안정성을 유발하고 용접 매듭에 공기 구멍을 형성합니다. 랩 관
이중 빔 레이저 용접은 아연 증기로 인한 용접 품질 문제를 해결할 수 있습니다. 한 방법은 두 빔의 에너지를 합리적으로 일치시켜 용 용 용 용의 존재 시간과 냉각 속도를 제어하는 것입니다. 이는 아연 증기의 탈출에 유리합니다. 다른 방법은 선공개 또는 구부리 처리로 아연 증기를 방출하는 것입니다. 아래
알루미늄 합금의 이중 빔 레이저 용접
알루미늄 합금 재료의 고유한 특성으로 인해 레이저 용접은 다음과 같은 어려움을 겪습니다. 알루미늄 합금에 의한 레이저 흡수율이 낮으며, CO2 레이저 빔의 표면에 초기 반사율이 90%를 초과합니다. 용접하는 동안, 알루미늄 합금 레이저 용접 매개
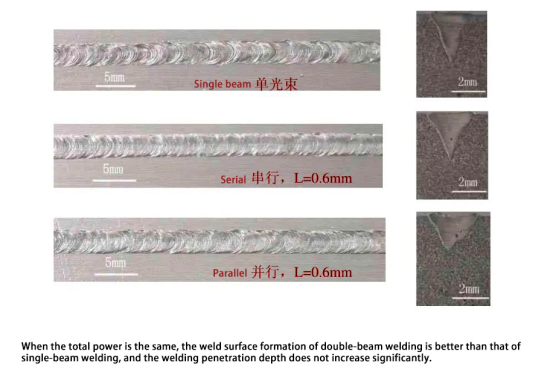
연구 결과에 따르면, 2mm 두께 5000 시리즈 알루미늄 합금 용접시 두 빔 사이의 거리가 0.6~1.0mm이면 프로세스가 상대적으로 안정적입니다. 그 결과 된 열쇠 구멍은 더 크며, 용접 과정에서 마그네슘 원소의 증발과 탈출을 촉진합니다. 두 빔 사이의 거리가 너무 작다면, 프로세스는
3.3 불균형 두께의 판의 이중 빔 용접
산업 생산에서, 그것은 종종 서로 다른 두께와 모양의 두 개 이상의 금속 장을 함께 수 있어야 스플라이스 된 장을 만들 수 있습니다. 특히 자동차 제조업에서, 스플라이스 된 장의 응용은 점점 더 널리 퍼지고 있습니다.
서로 다른 사양, 표면 코팅 또는 성능을 가진 판을 함께 으로써 강도를 높이고 소비를 줄이고 무게를 줄일 수 있습니다. 스플라이싱 판 용접에서 일반적으로 다양한 두께의 판의 레이저 용접이 사용됩니다. 주요 문제는 매우 정밀한 가장자리로 을 예정인 작업 조각을 미리 제조해야하며 고 정
불균형 두께의 판에 대한 이중 빔 용접의 주요 프로세스 매개 변수는 그림에서 보이는 것처럼 용접 매개 변수 및 판 매개 변수로 나눌 수 있습니다. 용접 매개 변수에는 두 레이저의 전력, 용접 속도, 초점 위치, 용접 머리의 각, 부트 관절에 있는
일반적으로, 안정적이고 효율적인 용접 과정은 초점이 얇은 판 표면에 있을 때 달성될 수 있다. 용접 머리 각은 일반적으로 6도 정도로 선택된다. 두 판의 두께가 상당히 크다면, 긍정적인 용접 머리 각을 채택할 수 있다. 즉, 레이저는 그림에서 보여준 것처럼 얇은 판으로 기울여진다. 판
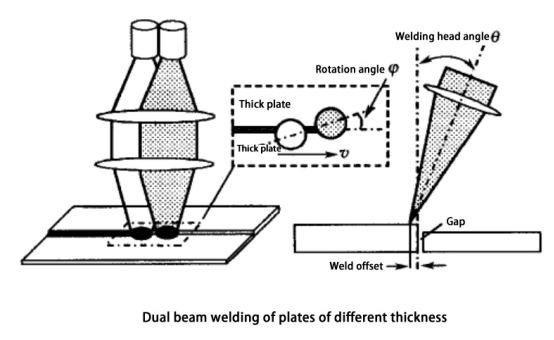
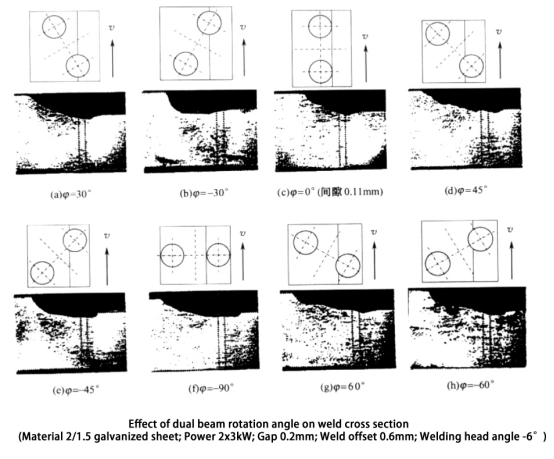
큰 틈이 있는 연접판을 때, 효과적 빔 난방은 두 배 빔 각을 회전함으로써 좋은 틈 채우기 능력을 달성하기 위해 증가시킬 수 있다. 톱의 위쪽의 너비는 두 레이저의 효과적 빔 직경, 즉 빔 회전 각에 의해 결정된다. 회전
이 경우, 앞 빔은 차가운 판을 뚫어야 합니다, 용접 속도는 긍정적 인 빔 회전 각도보다 낮습니다. 그리고, 앞 빔의 사전 가열 효과로 인해 다음 빔은 같은 전력에서 더 두꺼운 판 물질을 녹일 것입니다.이 경우, 두 번째 레이저 빔의 힘은 적절히 감소
두꺼운 판의 두 개의 빔 레이저 용접
레이저 전력 수준과 빔 품질의 향상으로 두꺼운 판에 레이저 용접을 사용하는 것이 현실이되었습니다. 그러나 고전력 레이저의 높은 비용과 두꺼운 판 용접에 금속 채용에 대한 일반적인 필요성으로 인해 실제 생산에 특정 제한이 있습니다. 듀얼 빔 레이저 용접 기술의 사용은 레이저
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR