 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






3Dレーザー切削機
製品の説明
自動車部品を覆う金属シートには,エンジンカバー,バックカバーボックス,水タンクフレーム,バンパー,フェンダー,ドア,シャシー部品のインゴットビーム,制御腕,バックアックスなどが含まれます. 通常はトリミングやパンシングなど三次元切削を必要とする.伝統的なプロセスには,模具パンシング,プラズマ切削または5軸機械ツールのレーザー切削が含まれます.
模具の製造過程では,切削とパンチングプロセスは常に困難であった.特に複雑な構造を持つ一部の大型自動車模具の場合.切削ラインの決定は,数回,あるいは10回以上も繰り返し探査する必要がある.これは,フィッタリングと加工機器に膨大な作業負荷をもたらし,フィッタリングのスキルレベルに高い要求を提示するだけでなく,小批量またはプリファブリックレーション段階では,模具の開発コストが高く,サイクルが長く,変更は柔軟ではありません.
プラズマカットを使用すると、切り出しエッジが不規則になり、次の工程で時間を費やし、手間のかかる研磨が必要です。小さな穴は手動ドリルまたはパンチでのみ処理でき、効率が悪いです。さらに、ハンドヘルドのイオン装置は人体に一定の放射線を発し、粉塵が人体の健康に深刻な汚染を引き起こします。
特定のプロセスフローは以下のとおりです.

携帯型プラズマ機器によるエッジカット工程

手作業によるパンチ工程

打撃前にマークと位置付け

手動ドリルによる穴あけパンチ

プラズマ切断後の切断

プラズマ切断後の砂削り
進歩した5軸レーザー切削機を導入し,プロセスの効果を大幅に改善しました. しかし,5軸機械ツールは数万平方メートルまで面積をカバーし,非常に高価です.それはほとんどの中小企業の製造者に普及するのが難しい製品です.
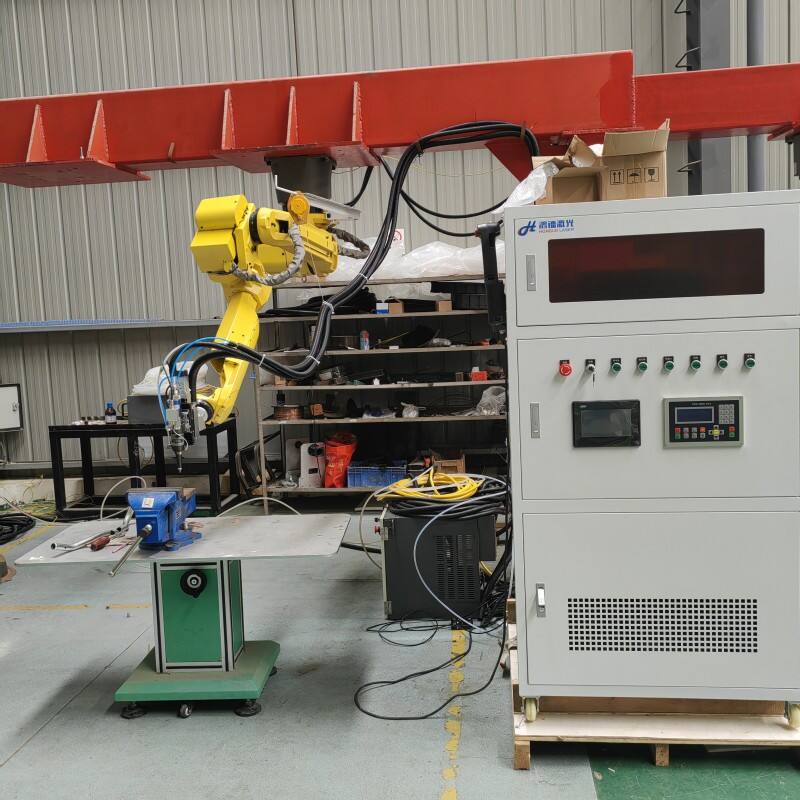
産業用ロボットとファイバーレーザー機器を用いた新しいプロセス
初期段階の多くの市場調査によると,自動車シート金属カバー部品とシャシー部品の業界特性と組み合わせて,当社の会社は,今や3次元切削のための産業ロボット +ファイバーレーザーの組み合わせを導入し,自動車製造,航空宇宙,海洋工学などの産業のニーズを効果的に満たすことができます..
まず,五軸機械ツールを工業ロボットに置き換える. 両方とも三次元切削を達成するための空間軌跡を記述することができます. 産業ロボットの重複位置位置位置位置位置位置は,5軸機械ツールの略微低,約±100umですが,これは自動車の金属板カバーとシャーシ部品業界の精度要件を完全に満たすことができます.. 産業ロボットの使用はシステムのコストを大幅に削減し,システムの電力消費コストとシステム運用および保守コストを削減し,システムの足跡を削減します.
仕様
第二に,主要機器の構成リスト:
| シリアル番号 | プロジェクト名 | 仕様モデル | 数量 | 原産地 | 備考 |
| 1 | ファイバーレーザー | レイカス-3000w | 1セット | レイカス/最大 | 立体装甲を装着した |
| 2 | ファイバーレーザー特殊3D切断頭 | 1セット | レイトゥールズ | ドイツから輸入された主要部品,衝突防止システムを含む | |
| 3 | 軸Zのサーボリフトメカニズム | ストローク 60mm | 1セット | 日本 パナソニック ストレッチブレーキ付き 精密度が高い | |
| 4 | エレベーター制御 | 1セット | 友情 | 高い追跡 | |
| 5 | pwm 3d 切断制御ソフトウェアとHMIスクリーン | 1セット | 厚板切断と小円切断レーザー光出力モード,電源制御 | ||
| 5 | tcp自動校正 | 1セット | |||
| 6 | 電力制御モジュール | 1セット | ファンヌック 日本 | ||
| 7 | ソフトウェアパッケージ | 1セット | ファンヌック 日本 | ||
| 8 | ファイバーレーザー用水冷却システム | 塩基塩基 | 1セット | ハンリ | 専用ファイバーレーザー冷却システム |
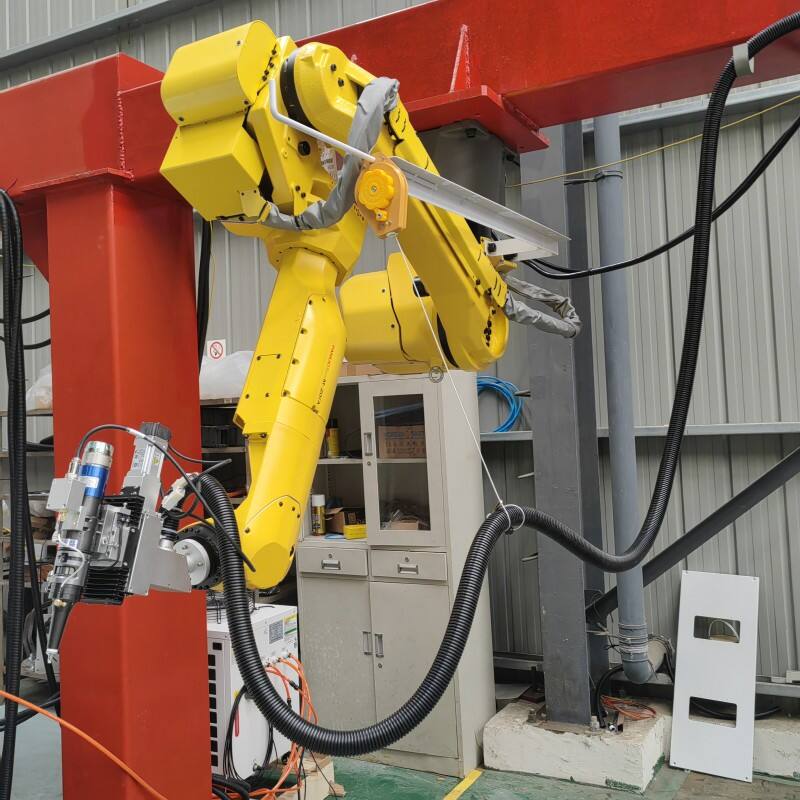
| 9 | 3次元ロボット | フォナヌク-m20ia/20 | 1セット | ファナック | 3Dプログラミング 20kg 荷重 |
| 11 | ゲントリー | 1セット | 図面,需要側生産,または供給側提供を提供 | ||
| 13 | 切断特別制御システムと電気制御キャビネット | 標準的な基準で | 1セット | 標準 | |
| 14 | 設置,運用,検査 | HLCF-18D | 一回 | ||
| 15 | 専門サービスと訓練 | HLCF-18D | 1セット | ||
| 16 | 部品 | 標準的な基準で | 1セット | ランダムな添付ファイルを参照 |
レーザー切断機が24時間長期にわたって安定して動作するためには,水,電気,ガス,作業環境,基礎,加工材料などに以下の要件があります.
| 1 | 電源 | レーザー | 8KVA | 設置容量は, 20kV |
| 水冷却機 | 3kva | |||
| ロボット | 4kva | |||
| その他のアクセサリー | 1kVA | |||
| 3相5ワイヤシステム | 380V ± 5%,50Hz | |||
| 3相動力不均衡 | 2.5%未満 | |||
| 停車 | 4オーム未満 | |||
| 2 | 水 | 冷却装置の冷却水 | 蒸留水 | |
| 3 | ガス | 切断ガス | o2>99.95% | 異なる材料の異なる加工パラメータ |
| 4 | 雇用 環境 |
温度要求 | 5 - 40度 | レーザーは空調室に設置する必要があります |
| 湿度要求 | 70%未満 | |||
| 基礎要件 | 地震の源が近くにはないはず | 明らかに地震源がある基礎は地震の溝である必要があります | ||
| 5 | プレート | 表面にや腐食がない |
-
自動レーザー溶接システム
-

自動レーザー溶接システム
-

自動レーザー溶接システム
詳細
機械の主要技術仕様
1、処理幅 (l×w×h)
fanuc-m20ia: 2200mm × 1800mm × 200mm (切断幅の特異性,加工物の形と高さ)
2、ロボット有効半径と負荷:FANUC/ 1811mm
3、ロボットの位置位置位置を繰り返す精度: fanuc: ±0.05mm
4 、ロボット経路精度:fanuc: ±0.15mm
5 、最大テーブル負荷:20kg (フレンズの真ん中に)
電力供給:三相5ワイヤ AC380 (± 10%) v,周波数: 50hz
総電源保護レベル:ip54
◎主要加工部品: (顧客の製品形状とプロセス要求に応じて)
加工プレートの厚さ:炭素鋼プレートの限界厚さ <6mm (5mm アルミプレート),切断状況
競争力
精度:ロボットによる3Dレーザー切断は,卓越した精度と精度を提供します.この精度は,複雑な形やパターンでも高品質で一貫した結果を提供します.
多功能性:ロボット3Dレーザー切断は非常に汎用性があり,金属 (鉄鋼,アルミ,銅など),プラスチック,複合材料など,幅広い材料を切ることができます.レーザービームは,さまざまな材料厚さと特性に適応することができ,業界全体で多様なアプリケーションに適しています.
速度と効率:ロボット3Dレーザー切断は,迅速かつ効率的な切断方法です. ロボットは複雑な経路に沿って迅速かつ正確に移動することができます. ロボットシステムの高速切断と自動化された性質は生産性と処理量増加に寄与します. ロボットシステムの高速切断と自動化された性質は生産性と処理量増加に寄
複雑な幾何学:ロボット3Dレーザー切断は複雑な形状と幾何学を切るのに優れています. ロボット腕の柔軟性は,アクセスが難しい領域にアクセスし,伝統的な切削方法では困難または不可能である複雑な切断と輪郭を可能にします. この能力は,自動車,航空宇宙,建築などの産業に特に有益です
材料の歪みが最小限:レーザー切断は,切断される材料の熱歪みを最小限に抑え,狭く集中した熱影響区域を生成します. これにより,よりクリーンな縁,歪み減少,および更なる処理の必要性が少なく,最終的に切断部品の全体的な品質を改善します.
自動化と統合:ロボット3Dレーザー切断は,自動化された生産ラインとワークフローに統合され,自動化され,ロボットシステムが自動で一連の切削作業を実行するようにプログラムされ,手作業の必要性が軽減され,ロボットシステムが自動で一連の切削作業を実行するようにプログラムされ,手作業の必要性が軽減され,全体的な生産効率が
安全性:レーザー切削は,従来の切削方法と比較して安全性を高めます.切削プロセスは接触なしで,リスクを最小限に抑えます. さらに,現代のロボットレーザー切削システムは,安全な操作を確保し,レーザー放射線から操作者を保護するために,保護用箱,インターロックシステム,センサーなどの安全機能を含有します. さらに,
