1. 概要現在、切断用途で使用されている主な種類のレーザーは、CO2レーザーとファイバーレーザーです。CO2レーザーは、高周波と高圧の下でCO2ガスを励起することによって生成され、波長10.6μmのレーザー光を発生します。...
お問い合わせ
1. 概要
現在、使用されている主なレーザーの種類は カット 切断用途では、CO2レーザーとファイバーレーザーがあります。CO2レーザーは、高周波および高圧下でCO2ガスを励起して生成され、波長10.6μmのレーザーを発生させます。このビームは共振器ミラーと銅反射板を介して導かれ、焦点が合わせられ、切断を行います。
ファイバーレーザーは、並列に配置された複数のマルチモードポンプダイオードを使用し、 レーザーソース これも10.6μmのレーザーを生成します。その後、共振器チューニングにより単一のファイバーに結合され、高出力レーザーが得られます。
2. CO2レーザー切断と ファイバーレーザー切断 プロセス
(1) レーザー構造の比較
CO2レーザ発振器はサイズが大きく、空気を伝送媒体として使用します。レーザーは反射板を通じて直線で伝播し、これによりビーム減衰が急速に起こり、大きなエネルギー損失が生じます。光電変換効率は低く、図1に示すように約10%です。
ファイバーレーザー 複数のマルチモードポンプダイオードを並列に使用します。レーザーは光ファイバーを通じて伝わり、ファイバー内に閉じ込められ、「曲がった」経路で伝播します。この方法は外部環境の影響を受けず、高い光電変換効率を持ち、図2に示すように25%以上です。
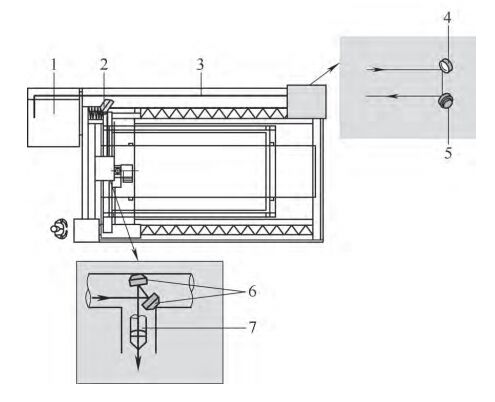
図1 CO2レーザー
1. レーザ発振器 2. 駆動ユニット反射板 3. 光学経路 4, 5, 6. 角反射板 7. 集光レンズ
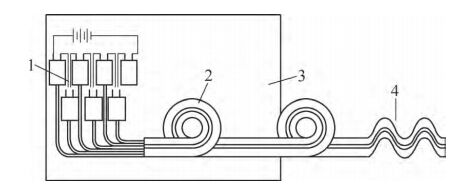
図2 ファイバーレーザー
1. レーザ光源 2. 共鳴腔 3. 冷却システム 4. 光学経路
(2) 切断材質比較
CO2レーザーは炭素鋼、ステンレス鋼、アルミニウム合金、および非金属材料を切断できますが、 銅を切断することはできません 銅は10.6μm波長に対して非常に反射的であり、大部分のビームを吸収せずに反射してしまうため、これがレーザー光源に損傷を与える可能性があります。
ファイバーレーザーは炭素鋼、ステンレス鋼、アルミニウム合金、そして 銅 しかし 非金属材料を切断することはできません 木材、プラスチック、皮革などのように、またラミネートされたステンレス鋼や防錆特殊鋼板のような表面処理された素材も切断できません。
(3)切断性能の比較
切断効率には切断速度、貫通性能、エッジ品質が含まれており、これらはレーザー切断機を評価する際の重要な指標です。
ファイバーレーザーは薄いシートの切断に優れています。特に3mm以下の厚さのものでは、最大で 4倍速いです cO2レーザーよりも優れています。6mmの厚さでは、両方のレーザーは同様に動作し、ここがその利点が変わるしきい値を示しています。6mmを超える厚さの素材では、CO2レーザーが有利になるものの、その差は劇的ではありません。(各种材におけるカット速度については図3を参照してください。)
カットが始まる前、レーザーはまず素材に穴を開けなければなりません。ファイバーレーザーは通常、CO2レーザーと比較して穿孔に時間がかかります。例えば、3kWのレーザーで8mmの炭素鋼を切る場合、CO2レーザーは1つの穴あたり約1秒速く、10mmでは2秒速いです。一日に2000回以上の穿孔を行うと、これは6000秒、つまり約 1.7時間の時間差になります。 一日あたり。
エッジ品質は通常、粗さと垂直度に基づいて評価されます。3mm以下の鋼板では、ファイバーレーザー切断のエッジ品質がCO2レーザー切断よりも若干劣ります。厚さが増すにつれて、この差がより顕著になります。3mm以上のステンレス鋼板では、ファイバーレーザーの切断面はマットに見え、CO2切断面は光沢があります。16mmの炭素鋼では、ファイバーレーザーのエッジ垂直度は0.4~0.5mmですが、CO2は0.1mmを達成します。
さらに、ファイバーレーザーの周波数が低くエネルギー密度が高いことから、炭素鋼で小さな穴を切る際に過熱が発生する可能性があります。
CO2レーザーとファイバーレーザー切断プロセスの比較要約は表1に示されています。
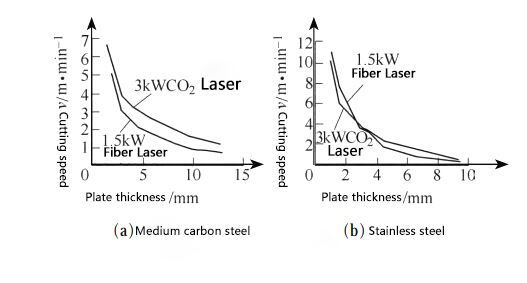
図3 異なる材料の切断速度
表1 CO2レーザーとファイバーレーザー切断の基本的な工程パラメータの比較
| アイテム | CO₂ レーザー | ファイバーレーザー |
|---|---|---|
| レーザータイプ | 複雑な | シンプル |
| レーザー波長 (μm) | 10.6 | 1.06 |
| 光電変換効率 (%) | 10 | ≥25 |
| 使用可能な材料 | 炭素鋼、ステンレス鋼、アルミニウム合金、非金属材料 | 炭素鋼、ステンレス鋼、アルミニウム合金、銅材料 |
| 切断速度 | 比較的すぐに | 3mm以下のプレートでは非常に速く、6mm以上のプレートではCO2レーザーに似ています。 |
| 穿孔能力 | ファイバーレーザーより優れています | CO₂レーザーより若干劣ります |
| 切断面の品質 | ファイバーレーザーより優れています | 3mm以下のプレートはCO2レーザーより少し劣ります。プレートの厚さが大きいほど、断面品質の差が明らかになります。 |
表2: CO₂レーザーとファイバーレーザー切断のコスト分析
| 形状 | 消費量 | ||
| CO2レーザー | ファイバーレーザー | ||
| レーザー発生ガス消費量 |
He(99.999%)/L・h -1
|
13 | - |
|
N 2(99.999%)/L・h -1
|
6 | - | |
|
コー 2(99.999%)/L・h -1
|
1 | - | |
| 圧縮空気/Nm3・h-1 | - | 35 | |
| 切断ガス消費量 | 切断速度/m・min-1 | 2.5 | 8.2 |
|
N 2(99.99%)/Nm 3・h -1
|
20.27 | 39.35 | |
| 電気消費 | 総設備電力/kW | 47.56 | 28.56 |
| 設備の減価償却 | 総購入および設置コスト/人民元・年⁻¹ | 650,000 | 700000 |
| 設備の整備 | ルーチンメンテナンス費用/人民元・年⁻¹ | 100000 | 70000 |
| 消耗品および使い捨て物品の消費 |
集光レンズ/個・年⁻¹ | 約4 | - |
| 保護レンズ/日・個⁻¹ | - | 2.5 | |
| ノズル/時間・個⁻¹ | 40 | 40 | |
|
その他の消耗品/元・年⁻¹ (フィルタ要素、磁石リング、冷却水) |
約4000 | 約4000 | |
注意:上記のコスト分析には、労働費、管理費、利益要因は考慮されていません。
3. CO2と比べたコスト分析 ファイバーレーザー切断
5mmのステンレス鋼板のカットを例に取り、コスト比較を表2に示します。
この表に基づき、年間3860時間の作業時間を仮定すると:
CO2レーザー切断 運転コスト = ¥268.8/時間
ファイバーレーザー切断 運転コスト = ¥242.7/時間
カット速度が2.5 m/分(CO2)および8.2 m/分(ファイバー)の場合:
CO2の1メートルあたりのコスト = ¥1.79
ファイバーレーザーの1メートルあたりのコスト = ¥0.48
4. まとめと提案
CO2とファイバーの両方のレーザー ファイバーレーザー切断 技術にはそれぞれ適した応用があります。
CO2レーザーは炭素鋼、ステンレス鋼、アルミニウム合金を切断でき、さらに 半導体、非金属、および複合材料も切断できます これにより、より広い応用範囲を持っています。
ファイバーレーザーは炭素鋼、ステンレス鋼、アルミニウム合金、そして 銅 —これはCO2レーザーでは不可能ですが—それらは 非金属素材の切断はできません .
切断コストに関しては、 ファイバーレーザーの方が大幅に経済的です cO2レーザーよりも優れています。
レーザー選択の推奨事項:
4mm以下の厚さの素材の場合 : 高い速度と効率を持つファイバーレーザーを選択してください—全体的により良い価値があります。
8mm以上の厚さの素材の場合 : 穿孔性能とエッジ品質が優れているCO2レーザーを選んでください—特にファイバーレーザーが明確な速度の利点を提供しなくなった場合に重要です。
銅または鏡面仕上げのステンレス鋼の場合 : ファイバーレーザーを選択してください。
半導体、非金属、または複合材料の場合 : CO2レーザーを選択してください。
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR