 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR
Les véhicules à pile à combustible hydrogène sont l'un des principaux axes techniques du développement des véhicules à énergie nouvelle en Chine. En raison de leurs avantages tels qu'une grande autonomie, un faible bruit et des émissions nulles, ils sont considérés comme la direction ultime pour le développement des véhicules à énergie nouvelle. Les piles à combustible constituent la principale source d'énergie des véhicules à hydrogène et un facteur clé influençant les performances du véhicule. La plaque bipolaire est l'un des composants principaux de la pile à combustible. L'acier inoxydable est adapté à une production de masse à grande échelle de plaques bipolaires de piles à combustible grâce à ses excellentes propriétés de déformation par emboutissage , une conductivité électrique élevée, un prix bas, une variété de méthodes de fabrication et de bonnes propriétés mécaniques.
La le soudage l'emboutissage des feuilles d'acier inoxydable est un procédé clé dans le processus de fabrication des plaques bipolaires de piles à combustible. Lorsque l'arc électrique est utilisé pour le soudage, l'apport thermique est relativement important, ce qui peut facilement provoquer de grandes déformations de soudage, ce qui n'est pas favorable au soudage des tôles en acier inoxydable. Cet article utilise un laser à fibre pour mener des recherches sur le soudage de tôles d'acier inoxydable 304 d'une épaisseur de 1 mm, explore les effets de différents paramètres de procédé sur la formation du joint et les défauts de soudage, et analyse la microstructure et les propriétés mécaniques des assemblages sous différentes spécifications, pour soudage laser l'acier inoxydable 304. Fournir des directives pour les applications pratiques en ingénierie des plaques minces.
1 Matériaux et méthodes d'essai
Le matériau d'essai est une tôle d'acier inoxydable 304 laminée à froid d'une épaisseur de 1 mm, et sa composition chimique est présentée dans le tableau 1. La figure 1 montre la structure métallique de base de l'acier inoxydable, qui est principalement de l'austénite. Il y a une direction de laminage évidente, et une petite quantité de structure ferritique reste entre les couches d'austénite. direction, et une petite quantité de structure ferritique reste entre les couches d'austénite.
Tab.1 Chimique composition de 304 inoxydable acier (pct en poids %)
|
C |
Mn |
Oui |
S |
P |
Cr |
Ni |
Le |
|
0.027 |
1.6 |
0.36 |
0.002 |
0.01 |
18.5 |
11.6 |
reste |
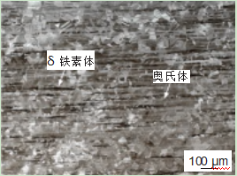
Fig.1 Microstructure de 304 inoxydable acier base m étal
Le matériel de soudage est YLS-10000 fibre laser. La puissance de sortie maximale du laser est de 10 kW, la longueur focale est de 300 mm, la longueur d'onde de sortie est de 1070 nm, et le diamètre du point au foyer est de 0,72 mm. Utilisez une puissance laser P différente, une vitesse de soudage v et un décalage de focalisation D pour souder la plaque, et analysez
l'impact de différents paramètres de processus sur la formation. Du gaz argon a été utilisé pour la protection pendant le processus de soudage, et le débit de gaz était de 15 L/min. Après soudage, un découpage par fil a été utilisé pour prélever des échantillons. Après polissage et meulage, Un réactif FeCl3 a été utilisé pour la corrosion. Un microscope stéréo a été utilisé pour observer la morphologie macroscopique de la section de soudure, et un microscope métallurgique a été utilisé pour observer la microstructure de la soudure.
Les échantillons ont été vibrés et polis, et l'orientation et la taille des grains ont été analysées à l'aide de un diffractomètre à rétrodiffusion d'électrons (EBSD). Les joints soudés ont été étirés à l'aide d'une machine d'essai de traction Zwick-Z100 à température ambiante, et le taux d'étirement des joints était de 0,5 mm/min.
2 Résultats des tests et analyse
2.1 L'influence de différents paramètres de processus sur la formation de la soudure
La figure 2 montre l'effet de la vitesse de soudage sur la formation de la soudure. La puissance laser est constamment de 100 W et le décalage du faisceau est de 0 mm. On peut voir que lorsque la vitesse de soudage est de 5 m/min, la plaque se fissure complètement sous l'action du laser ; lorsque la vitesse de soudage augmente à 8 m/min, la soudure est discontinue et il y a des trous complètement perçants dans certaines zones ; lorsque la vitesse de soudage continue d'augmenter jusqu'à 10 m/min, la surface et l'envers de la soudure sont uniformes et continus, et il n'y a aucun phénomène de brûlure excessive. À ce moment, la forme générale de la soudure est meilleure, mais il y a une légère entaille à l'envers ; Lorsque la vitesse atteint 12 m/min, il y a une pénétration insuffisante à l'arrière de la soudure.

Fig.2 Soudure formation sous différent le soudage vitesses
(P =100W, D =0mm )
Il est clair que la vitesse de soudage a un impact significatif sur la formation. À faibles vitesses de soudage, l'énergie linéique du faisceau est élevée, le métal dans la piscine fondue s'évapore fortement, et la force de réaction de la vapeur générée est forte. Cependant, la profondeur de la piscine fondue est faible. Sous l'action de la vapeur métallique à haute vitesse, le métal en fusion peut facilement jaillir du fond du trou de fusion profond et s'échapper de la piscine de fusion sous forme d'éclaboussures, ou même tout le métal de la piscine fondue est complètement éjecté depuis le bas. Cela provoque la rupture de la plaque. Lorsque la vitesse de soudage augmente, l'énergie linéaire diminue, ainsi que la force de réaction d'évaporation générée dans le métal de la piscine fondue, et l'impact sur le métal de la piscine fondue diminue ; De plus, l'angle de déflexion de la plumée métallique générée dans le métal de la piscine fondue devient plus grand, et la force de réaction d'évaporation se déplace du fond de la piscine vers l'arrière de la piscine fondue, ce qui est favorable à l'amélioration de la formation de la soudure.
La figure 3 montre la formation de la couture de soudage sous différentes puissances laser. La soudage laser vitesse est 10 m/min et le décalage du faisceau est de 0 mm. On peut voir que lorsque la puissance laser augmente de 5 W à 1000 W, une pénétration complète de la plaque d'acier inoxydable de 1 mm est obtenue, mais différentes puissances de laser ont un impact plus important sur la formation. Lorsque la puissance du laser est de 5 W, la largeur de la soudure est relativement étroite, il y a beaucoup de trous de perforation dans la soudure, et il y a beaucoup de petites particules de projection sur l'arrière. Lorsque la puissance augmente à 50 W, la largeur de la soudure augmente et le degré de perforation diminue. Lorsque la puissance augmente à 100 W, la couture de soudage n'a plus de défauts de perforation, et la formation des deux côtés de la couture est meilleure à ce moment-là.
Lorsque la puissance du laser est de 500 W, la forme générale de la soudure est bonne, mais un petit nombre de trous de perforation apparaîtront. Lorsque la puissance augmente à 1000 W, la largeur de la soudure continue d'augmenter, mais le nombre de trous causés par le brûlage de la soudure augmente également considérablement. Par conséquent, lorsque le décalage du faisceau est de 0 mm, lorsque la puissance laser est faible ou élevée, la sensibilité de la couture de soudure au brûlage est plus grande. Seule une puissance laser modérée peut garantir une bonne formation de la couture de soudure. C'est parce que lorsque la puissance laser est faible, le volume de la piscine fondue est très petit, et seule une petite force de réaction de l'évaporation métallique est nécessaire pour provoquer l'éjection du métal soudé depuis le fond et créer des trous de brûlage aux emplacements correspondants. Lorsque la puissance laser est élevée, la force de réaction de l'évaporation métallique est plus importante, ce qui peut facilement entraîner un brûlage de la soudure.
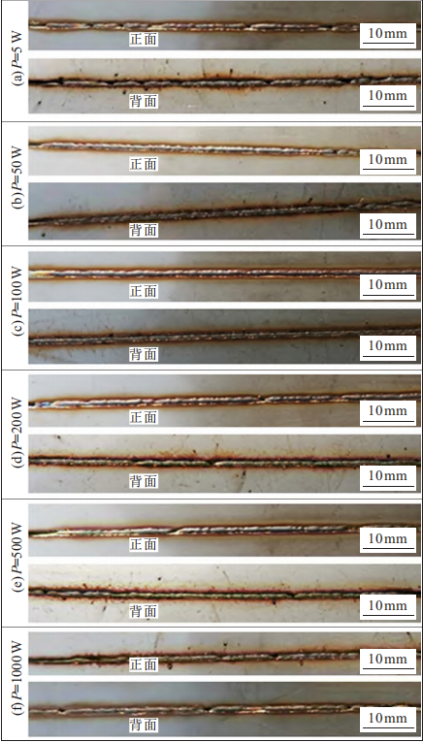
Fig.3 Soudure formation à différent soudures po wers
(v. Le groupe =10m/min ,D =0mm)
La figure 4 montre l'effet du décalage de focalisation du faisceau sur la formation de la soudure. Les résultats lorsque le décalage de focalisation est de 0 mm sont présentés dans les figures 2 et 3. Ici, nous montrons principalement les résultats lorsque le décalage de focalisation est de 10 et -10 mm. Comme indiqué dans la figure 4(a) et (b), lorsque le décalage du faisceau est de 10 mm et que la vitesse de soudage est 10 m/min, même si la puissance laser augmente de 100 W à 3000 W, l'arrière de la plaque ne peut pas être soudé complètement. En fonction de la production ou non de trous de pénétration profonde lors du processus de soudage au laser, le soudage au laser est divisé en deux modes : soudage par conduction thermique et soudage à pénétration profonde. Il existe un seuil entre ces deux modes. Au-delà de ce seuil, le soudage au laser passe du soudage par conduction thermique au soudage à pénétration profonde. Ce seuil est généralement décrit comme le rapport de puissance du laser par diamètre du point ou puissance du laser par surface du point. Par conséquent, à mesure que la quantité de défocalisation augmente, le point du faisceau devient plus grand. Sous la même puissance laser et vitesse de soudage, l soudures au laser passera de soudage par pénétration profonde à soudage par conduction thermique, et la profondeur de pénétration diminuera en conséquence.
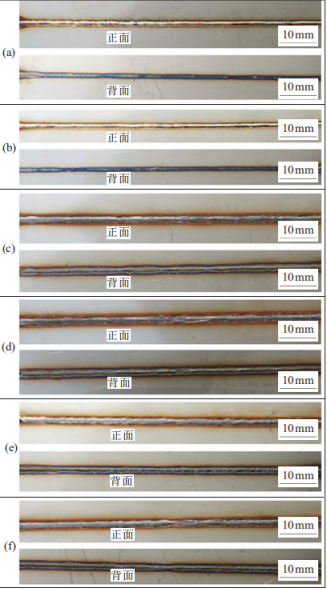
(A) P =100Le ,v. Le groupe =10m/min ,D =10mm ,(b) P =3000Le ,v. Le groupe =10m/min ,
D =10mm ,(c) P =100Le ,v. Le groupe =6m/min ,D =10mm ,(d) P =3000Le ,
v. Le groupe =6m/min ,D =10mm ,(e) P =100Le ,v. Le groupe =6m/min ,D =-10mm ,
(f) P =3000Le ,v. Le groupe =6m/min ,D =-10mm
Fig.4 Soudure formation indéterminé r différent défocalisation quantités
Par conséquent, lorsque la quantité de défocalisation est de 10 mm, le mode de soudage est la soudage par conduction thermique. À ce moment, la largeur de la zone de soudage est grande et la profondeur est petite. L'énergie laser est concentrée sur la surface du bain de fusion et la capacité de pénétration est limitée. Par conséquent, la perforation de la plaque ne peut pas être obtenue à des vitesses de soudage plus élevées et dans une plage de puissance plus large. Lorsque la vitesse de soudage diminue à 6 m/min, l'augmentation de l'apport de chaleur fait que la soudure est complètement pénétrée, la largeur de la soudure est plus grande et les faces avant et arrière sont mieux formées, comme le montrent les figures 4 (c) et (d). Lorsque le décalage de focalisation est de - 10 mm et la vitesse de soudage est 6 m/min, la formation de la couture de soudage est également bonne, comme le montrent les figures 4 (e) et (f).
2.2Structure des assemblages soudés
La figure 5 montre la morphologie de l'assemblage sous différents décalages de focalisation du faisceau. Il est visible que sous différents procédés, il n'y a pas de fissures, de porosités ni d'autres défauts dans les assemblages. Cependant, lorsque le décalage est de 0 mm, des défauts de sous-calage peuvent apparaître sur l'arrière de la soudure, et en raison de l'évaporation importante
du métal de soudure à ce moment-là, les perturbations dans la piscine fondue sont importantes, et la ligne de fusion de l'assemblage n'est pas symétrique des deux côtés. Lorsque le décalage est de 10 ou - 10 mm, à la fois les les faces avant et arrière du soudage montrent une forme convexe, et la largeur de fusion augmente.
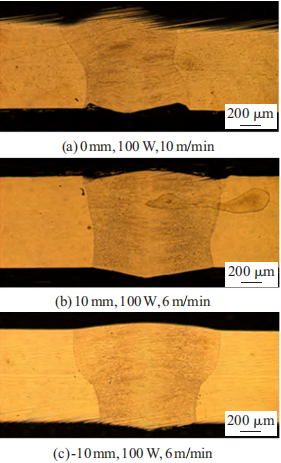
Fig.5 Articulation morphologies sous différent défocalisation quantités
La figure 6 montre la microstructure du métal de soudage. La figure 6(a) montre la structure du soudage près du centre. La figure 6(b) montre la structure du soudage proche de la zone thermiquement affectée. Il est possible de voir que le la structure de soudage présente une croissance cristalline colonnaire évidente, de l'extrémité vers le centre, et les grains dans la
zone thermiquement affectée du soudage ne se développent pas significativement.

Fig.6 Microstructure de différentes parties de la jointure
Les taux de refroidissement des différentes parties du soudage et les compositions différentes du soudage provoquent la formation de ferrite sous différentes formes, y compris une grande quantité de ferrite squelettique et une petite quantité de ferrite en plaquettes. Pour observer davantage l'orientation de la croissance des grains et la distribution de la taille des grains dans la jointure, la figure 7 montre l'analyse EBSD de la jointure. Il est visible que le métal de base est composé de grains équiaxes avec une taille de grain de 10 à 30 μm. La structure de soudage suit principalement la direction <100>, montrant une croissance colonnaire opposée à la direction du flux de chaleur. La plupart des tailles de grains dans la zone de soudage sont petites, avec une taille moyenne des grains inférieure à 100 μm, et le reste des grains colonnaires est plus grand, allant de 100 à 400 μm.
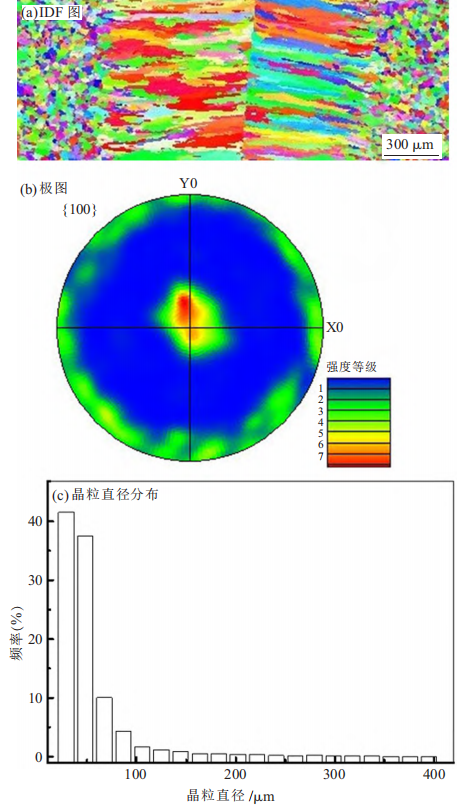
Fig.7 EBSD analyse de articulation rTE le
2.3 Propriétés mécaniques des joints
Les figures 8 et 9 montrent la résistance à la traction et la position de fracture de l'articulation sous différentes quantités de défocus respectivement. On peut constater que lorsque la quantité de défocus est de 0 mm, la position de fracture de l'articulation est la connexion entre la soudure et le métal de base, car il y a une coupe au fond de l'articulation à ce moment, ce qui provoque facilement des contraintes concentration et fracture. Lorsque la quantité de défocus est de 10 et - 10 mm, les articulations sont toutes brisées dans le métal commun loin de la soudure. À ce moment, la résistance à la traction et l'allongement des articulations sont à la fois élevés.

Fig.8 Tension étroite h de la jointure sous différent défocalisation quantités
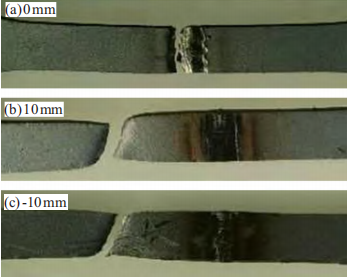
Fig.9 Fracture du corps postes de la fusion t sous différent défocalisation quantités
3 Conclusion
- La vitesse de soudage, la puissance du laser et la défocalisation du faisceau ont tous un impact significatif sur la formation de soudage de 1 mm épaisse inox 304 les vitesses de soudage sont plus élevées, et la formation de la couture de soudage est plus rapide. changements de complètement séparé, bien formé, à un soudage incomplet; si la puissance du laser est trop faible ou trop grande, la sensibilité de la pénétration de la soudure sera plus élevée; lorsque la puissance du laser est de 100 W, le décalage focal est de 0 mm, et que la vitesse de soudage est de 10 m/min, la soudure sera formée de manière meilleure. L'augmentation de la quantité de décalage focal est propice à l'amélioration de la formation de la couture de soudage, ce qui augmente la largeur de la couture de soudage, réduit considérablement la sensibilité à la perforation et élargit la plage des paramètres de soudage.
- La forme en coupe de l'assemblage avec un décalage focal de 10 et -10 mm est bonne et il n'y a pas de défauts; Le mode de solidification du métal de soudage est une solidification FA, composée d'austénite γ et de ferrite δ partiellement transformée. Le ferrite présente différentes formes, y compris une grande quantité de ferrite squelettique et une petite quantité de ferrite en lames ; La structure du soudage est principalement orientée colonnaire le long de la direction <100>. La plupart des tailles de grains dans la zone de soudage sont petites, et la taille moyenne des grains est inférieure à 100 μm. Les cristaux colonnaires restants sont plus grands, variant entre 100 et 400 μm.
- Lorsque le décalage de mise au point est de 10, -10 mm, l'assemblage présente une haute résistance à la traction et une grande allongement, et la position de rupture est est dans la matière première. Cependant, lorsque le décalage de mise au point est de 0 mm, les performances de l'assemblage diminuent, et la rupture position état à la soudure.