 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página de inicio
- PRODUCTOS
- Acerca de Nosotros
- VIDEOS
- Aplicación
- Noticias
- Centro de ayuda
- Contáctenos

1. Resumen Actualmente, los principales tipos de láseres utilizados en aplicaciones de corte son los láseres de CO2 y los de fibra. Un láser de CO2 se genera al excitar el gas CO2 bajo alta frecuencia y alta presión, produciendo un láser con una longitud de onda de 10.6μm. El...
Contáctenos
1. Resumen
Actualmente, los principales tipos de láseres utilizados en corte aplicaciones son los láseres de CO2 y los láseres de fibra. Un láser de CO2 se genera al excitar el gas CO2 bajo alta frecuencia y alta presión, produciendo un láser con una longitud de onda de 10.6μm. El haz se dirige y enfoca mediante espejos resonantes y reflectores de cobre para realizar cortes.
Los láseres de fibra utilizan múltiples diodos de bombeo multimodo dispuestos en paralelo como el fuente Láser , generando un láser también a 10.6μm. El haz luego se acopla en un solo fibra a través del ajuste del resonador, resultando en un láser de alta potencia.
2. Comparación entre el corte con láser de CO2 y Cortar con láser de fibra Procesos
(1) Comparación de la estructura del láser
Los generadores de láser de CO2 son grandes en tamaño y utilizan el aire como medio de transmisión. El láser viaja en línea recta mediante reflectores, lo que provoca una rápida atenuación del haz y una significativa pérdida de energía. La eficiencia de conversión óptico-eléctrica es baja, solo alrededor del 10%, como se muestra en la Figura 1.
Láseres de fibra usan múltiples conjuntos de diodos de bombeo multimodo en paralelo. El láser se transmite a través de fibras ópticas, estando confinado dentro de la fibra y viajando por un camino "curvado". Este método no se ve afectado por el entorno externo y ofrece una alta eficiencia de conversión óptico-eléctrica: más del 25%, como se muestra en la Figura 2.
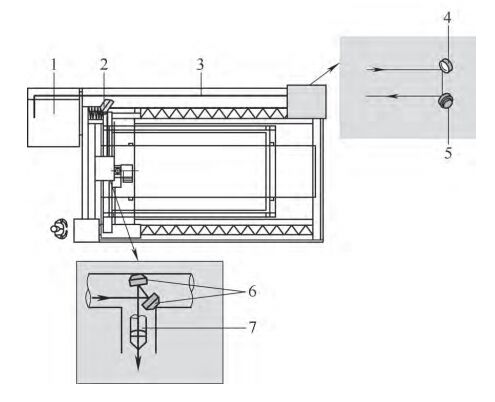
Figura 1 Láser de CO2
1. generador de láser 2. unidad de control reflector 3. trayectoria óptica 4, 5, 6. reflector angular 7. lente de enfoque
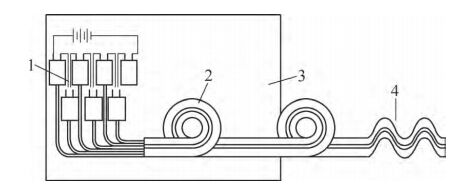
Figura 2 Láser de fibra
1. fuente de láser 2. cavidad resonante 3. sistema de enfriamiento 4. trayectoria óptica
(2) Comparación de materiales para corte
Los láseres de CO2 pueden cortar acero al carbono, acero inoxidable, aleaciones de aluminio y materiales no metálicos, pero no pueden cortar cobre el cobre es altamente reflectante a la longitud de onda de 10.6μm y refleja la mayor parte del haz sin absorberlo, lo cual puede causar daños en la fuente láser debido a la retroreflexión.
Los láseres de fibra pueden cortar acero al carbono, acero inoxidable, aleación de aluminio y cobre , sino que no pueden cortar materiales no metálicos , como madera, plástico y cuero. Tampoco pueden cortar materiales con recubrimientos superficiales, como el acero inoxidable laminado o placas de acero especial resistente a la corrosión.
(3) Comparación del Rendimiento de Corte
La eficiencia de corte incluye la velocidad de corte, el rendimiento de perforación y la calidad del borde, que son indicadores clave en la evaluación de las máquinas de corte láser.
Los láseres de fibra se destacan en el corte de láminas finas, especialmente aquellas de menos de 3mm de espesor, donde pueden ser hasta 4 veces más rápidos que los láseres de CO2. A una espesor de 6 mm, ambos láseres tienen un rendimiento similar, marcando el umbral donde cambian sus ventajas. Para materiales más gruesos que 6 mm, los láseres de CO2 comienzan a mostrar una ventaja, aunque la diferencia no es drástica. (Vea la Figura 3 para las velocidades de corte en varios materiales.)
Antes de que comience el corte, el láser debe perforar primero el material. Los láseres de fibra generalmente tienen tiempos de perforación más largos en comparación con los láseres de CO2. Por ejemplo, con un láser de 3 kW cortando acero al carbono de 8 mm, un láser de CO2 es aproximadamente 1 segundo más rápido por agujero, y 2 segundos más rápido para 10 mm. Con más de 2000 perforaciones al día, esto resulta en una diferencia de tiempo de 6000 segundos, o alrededor de 1.7 horas por día.
La calidad del borde se evalúa generalmente en función de la rugosidad y la verticalidad. Para chapas de acero inferiores a 3 mm, los cortes con láser de fibra tienen una calidad de borde ligeramente inferior a los cortes con láser de CO2. A medida que aumenta el grosor, la diferencia se vuelve más evidente. Para chapas de acero inoxidable de 3 mm o más, los bordes cortados con láser de fibra parecen mate, mientras que los cortes con CO2 son brillantes. Para acero al carbono de 16 mm, la verticalidad del borde con láser de fibra varía entre 0,4-0,5 mm, mientras que con CO2 se logra 0,1 mm.
Además, debido a la baja frecuencia y alta densidad de energía de los láseres de fibra, al hacer pequeños agujeros en el acero al carbono puede producirse sobrecalentamiento.
Se proporciona un resumen comparativo de los procesos de corte con láser de CO2 y láser de fibra en la Tabla 1.
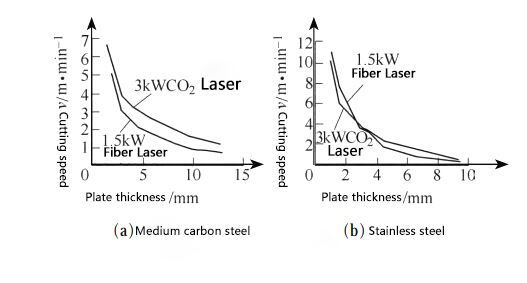
Figura 3 Velocidad de corte de diferentes materiales
Tabla 1 Comparación de parámetros básicos de proceso entre corte con láser de CO2 y láser de fibra
| Artículo | Láser de CO₂ | Laser de fibra |
|---|---|---|
| Tipo de láser | Una mezcla | Simple |
| Longitud de onda del láser (μm) | 10.6 | 1.06 |
| Conversión fotoeléctrica (%) | 10 | ≥25 |
| Materiales aplicables | Acero al carbono, acero inoxidable, aleaciones de aluminio, materiales no metálicos | Acero al carbono, acero inoxidable, aleaciones de aluminio, materiales de cobre |
| Velocidad de corte | relativamente pronto | Muy rápido para placas de menos de 3 mm, similar a láser de CO2 para placas de más de 6 mm. |
| Capacidad de Perforación | Mejor que láser de fibra | Ligeramente inferior al láser de CO₂ |
| Calidad de la Superficie Cortada | Mejor que láser de fibra | Las placas por debajo de 3 mm son ligeramente peores que el láser de CO2, cuanto mayor es el grosor de la placa, más obvia es la diferencia en la calidad del corte transversal. |
Tabla 2: Análisis de Costos del Corte con Láser de CO₂ frente a Láser de Fibra
| Forma | Consumo | ||
| Láser de CO2 | Laser de fibra | ||
| Consumo de gas generador de láser |
He (99.999%) / L∙h -1
|
13 | - |
|
N 2(99,999%)\/L∙h -1
|
6 | - | |
|
El 2(99,999%)\/L∙h -1
|
1 | - | |
| Aire comprimido\/Nm3∙h-1 | - | 35 | |
| Consumo de gas de corte | Velocidad de corte\/m∙min-1 | 2.5 | 8.2 |
|
N 2(99,99%)\/Nm 3∙h -1
|
20.27 | 39.35 | |
| Consumo de electricidad | Potencia total del equipo\/kW | 47.56 | 28.56 |
| Depreciación del equipo | Costo total de compra e instalación \/ CNY·year⁻¹ | 650,000 | 700000 |
| Mantenimiento de equipos | Costo de Mantenimiento Rutinario / CNY·año⁻¹ | 100000 | 70000 |
| Consumo de artículos desechables y de uso único |
Lente de enfoque / unidad ∙ año⁻¹ | Aproximadamente 4 | - |
| Lente protector / día ∙ unidad⁻¹ | - | 2.5 | |
| Boquilla / hora ∙ unidad⁻¹ | 40 | 40 | |
|
Otros consumibles / yuanes ∙ año⁻¹ (Elementos de filtración, anillos magnéticos, agua refrigerante) |
Aproximadamente 4000 | Aproximadamente 4000 | |
Nota: El costo de mano de obra, el costo de gestión y los factores de ganancia no se consideran en el análisis de costos anterior.
3. Análisis de Costos de CO2 vs. Cortar con láser de fibra
Tomando como ejemplo el corte de una placa de acero inoxidable de 5 mm, se muestra una comparación de costos en la Tabla 2.
Basado en la tabla y asumiendo 3860 horas de trabajo al año:
Corte con láser de CO2 : Costo operativo = ¥268.8/hora
Cortar con láser de fibra : Costo operativo = ¥242.7/hora
Con velocidades de corte de 2.5 m/min (CO2) y 8.2 m/min (fibra):
Costo por metro de CO2 = ¥1.79
Costo por metro del láser de fibra = ¥0.48
4. Resumen y Recomendaciones
Tanto CO2 como cortar con láser de fibra las tecnologías tienen sus propias aplicaciones adecuadas.
Los láseres de CO2 pueden cortar acero al carbono, acero inoxidable y aleación de aluminio, así como semiconductores, no metales y materiales compuestos , lo que les da un rango de aplicación más amplio.
Los láseres de fibra pueden cortar acero al carbono, acero inoxidable, aleación de aluminio y cobre —lo cual los láseres de CO2 no pueden hacer—, pero ellos no pueden cortar materiales no metálicos .
En términos de costo de corte, los láseres de fibra son significativamente más económicos que las láseres de CO2.
Recomendaciones para la selección de láser:
Para materiales ≤ 4mm de grosor : Elige láseres de fibra por su mayor velocidad y eficiencia—mejor valor general.
Para materiales ≥ 8mm de grosor : Elige láseres de CO2 por un mejor rendimiento de perforación y calidad de borde—especialmente cuando los láseres de fibra ya no ofrecen una ventaja clara de velocidad.
Para cobre o acero inoxidable con acabado espejo : Elige láseres de fibra.
Para semiconductores, no metales u materiales compuestos : Elige láseres de CO2.