 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR






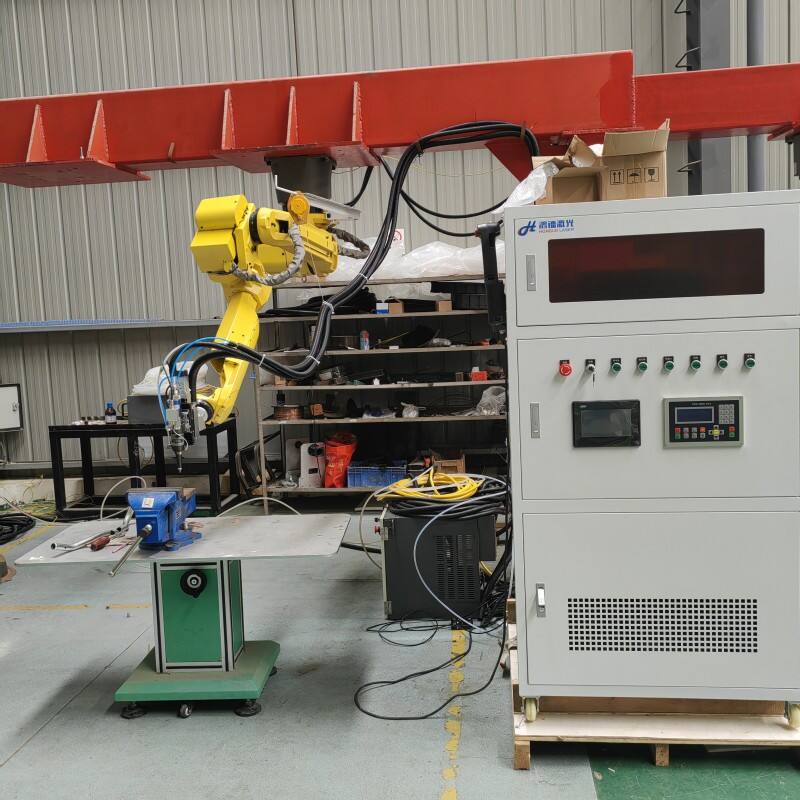
3D-Laserschneidmaschine
Produktbeschreibung
Die Blechbedeckung von Autoteilen umfasst die Motorhülle, die Rückhülle, den Wasserbehälterrahmen, die Stoßstange, den Schutzwinkel, die Tür und den Ingotstrahl von Fahrwerksteilen, den Steuerarm, die Hinterachse usw., die häufig dreidimensionales Schneiden erfordern, einschließlich Trimmen und Streichen usw.
Mit dem Druckdruckverfahren waren die Trimm- und Stanzprozesse im Formgebungsprozess immer schwierig, insbesondere für einige große Automobilformen mit komplexen Strukturen. Die Bestimmung der Trimmlinie muss mehrmals oder sogar mehr als zehnmal wiederholt erforscht werden, was dem Monteur und der Verarbeitungsanlage eine große Arbeitsbelastung bringt und nicht nur höhere Anforderungen an das Fachwissen des Monteurs stellt. Außerdem sind in der kleinen Chargen- oder Vorfertigungsphase die Kosten für die Entwicklung von Formen hoch, der Zyklus ist lang und die Änderung ist nicht flexibel.
Die Verwendung von Plasmageschneidung führt zu unregelmäßigen Schnittkanten, die im nächsten Prozess geschliffen werden müssen, was zeitaufwendig und arbeitsintensiv ist. Kleine Löcher können nur mit einem Handbohrer oder einer Lochpresse verarbeitet werden, was ineffizient ist. Darüber hinaus hat das handgeführte Ionengerät eine gewisse Strahlung für den menschlichen Körper, und der Staub verschmutzt die menschliche Gesundheit erheblich.
Der spezifische Prozessfluss ist wie folgt:

Handgeführter Plasmaschneidprozess am Rand

Manueller Lochstanzprozess

Markierung und Positionierung vor dem Streichen

Handbohrer Lochstanz

Trimming nach Plasmaschnitt

Schleiferei nach Plasmaschnitt
Einige Großhersteller haben die führende Rolle bei der Einführung fortschrittlicher Fünf-Achsen-Laserschneidmaschinen gespielt, die den Prozesswirkung erheblich verbessert haben. Die Fünf-Achsen-Werkzeugmaschine erstreckt sich jedoch auf eine Fläche von bis zu zehn Quadratmetern und ist extrem teuer.
Neue Verfahren, die mit Industrie-Robotern und Faserlaseranlagen ermöglicht werden
Nach einer großen Anzahl von Marktforschungen in der frühen Phase, kombiniert mit den Branchenmerkmalen von Automobilblech-Bedeckungsteilen und Fahrgestellteilen, führt unser Unternehmen jetzt die Kombination von Industrie-Roboter + Faserlaser für dreidimensionales Schneiden ein, die effektiv den Bedürfnissen der Automobilherstellung, Luft- und Raumfahrt, Marineingenieurwesen und anderer Industrien gerecht werden kann..
Erstens, ersetzen Sie die fünfachsige Werkzeugmaschine durch einen Industrie-Roboter. beide können die räumliche Bahn beschreiben, um dreidimensionales Schneiden zu erreichen. Die wiederholte Positionierungsgenauigkeit von Industrie-Robotern ist etwas niedriger als die von fünfachsigen Werkzeugmaschinen, etwa ± 100um, aber dies kann die Genauigkeitsanforderungen der Automobil-Blechdeck- und Fahrwerksteileindustrie vollständig erfüllen.. der Einsatz von Industrie-Robotern senkt die Kosten des Systems erheblich, reduziert den Stromverbrauch des Systems und die Betriebs- und Wartungskosten des Systems. und reduziert den Systemfußabdruck.
TECHNISCHE DATEN
Zweitens die Liste der Hauptgerätekonfigurationen:
| Seriennummer | Projektname | Spezifikationsmodell | MENGE | Herkunft | Anmerkungen |
| 1 | Faserlaser | Raycus -3000w | Ein Satz | Raycus/max | Mit einer Breite von mehr als 20 mm, |
| 2 | Spezieller 3D-Schnittkopf mit Faserlaser | Ein Satz | Raytools | Schlüsselkomponenten aus Deutschland, einschließlich Kollisionsschutzsystem | |
| 3 | Z-Achsen-Servohebewerk | Schlag 60 mm | Ein Satz | Japan Panasonic Servo mit Halterbremse, hohe Präzision | |
| 4 | Steuerung von Aufzügen | Ein Satz | Freundschaft | Sehr gut verfolgt | |
| 5 | PWM 3D-Schnittsteuerungssoftware und HMI-Bildschirm | Ein Satz | Dicke Platten und kleine Kreise Schneiden, Laserlicht-Ausgangsmodus, Leistungssteuerung | ||
| 5 | Tcp-Auto-Kalibrierung | Ein Satz | |||
| 6 | Leistungssteuerungsmodul | Ein Satz | Fanuc Japan | ||
| 7 | Softwarepakete | Ein Satz | Fanuc Japan | ||
| 8 | Wasserkühlsystem für Faserlaser | HL-3000 | Ein Satz | - Das ist Hanli. | Spezielle Glasfaserlaserkühlsysteme |
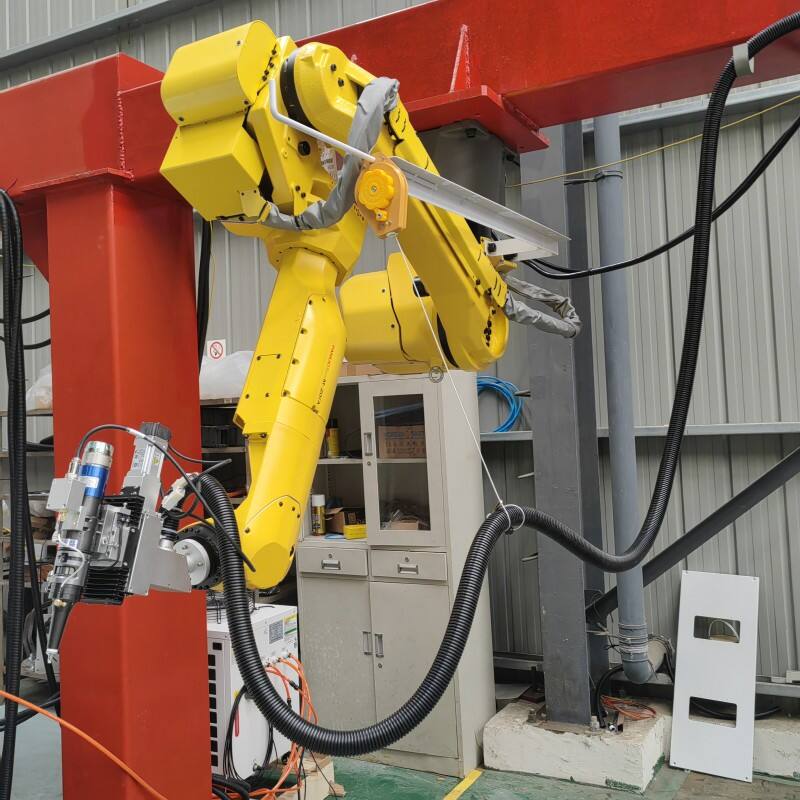
| 9 | Dreidimensionale Roboter | Fanuc-m20ia/20 | Ein Satz | Fanuc | 3D-Programmierung, 20 kg last |
| 11 | Portal | Ein Satz | Bereitstellung von Zeichnungen, Nachfrageerzeugung oder Angebot | ||
| 13 | Mit einem Schnittgewicht von mehr als 50 W und | HLCF-18D-FR-3000 | Ein Satz | Standard | |
| 14 | Installation, Inbetriebnahme, Inspektion | HLCF-18D | Einmal | ||
| 15 | Technische Dienstleistungen und Ausbildung | HLCF-18D | Ein Satz | ||
| 16 | Ersatzteile | HLCF-18D-FR-3000 | Ein Satz | Siehe zufällige Anlage |
Damit die Laserschneidmaschine über einen langen Zeitraum von 24 Stunden stabil arbeitet, müssen folgende Anforderungen an Wasser, Strom, Gas, Arbeitsumgebung, Fundament, Verarbeitungsmaterialien usw. erfüllt werden:
| 1 | Stromversorgung | Laser | 8kva | Die Gesamtkapazität der Anlagen beträgt nicht mehr als 20 kW. |
| Wasserkühler | 3kva | |||
| Robotik | 4kva | |||
| Weiteres Zubehör | 1 kW | |||
| Dreiphasige Fünfdrahtanlage | 380V ± 5%, 50 Hz | |||
| Dreiphasene Leistungsungsschwäche | Weniger als 2,5% | |||
| Bodenverlegung | Mit einer Breite von mehr als 10 mm | |||
| 2 | Wasser | Kühlwasser für Kühler | Destilliertes Wasser | |
| 3 | Gas | Schneidgas | O2> 99,95% | Unterschiedliche Verarbeitungsparameter für verschiedene Materialien |
| 4 | Arbeitsplätze UMWELT |
Temperaturanforderungen | 5 - 40 Grad | Lasern müssen in klimatisierten Räumen installiert werden |
| Anforderungen an die Luftfeuchtigkeit | Weniger als 70% | |||
| Grundlagenanforderungen | Es muss keine offensichtliche Quelle für Erdbeben in der Nähe sein. | Grundfeste mit offensichtlichen Erdbebenquellen müssen seismische Gräben sein | ||
| 5 | Platte | Keine Rost und Korrosion an der Oberfläche |
-
Automatisches Laserschweißsystem
-

Automatisches Laserschweißsystem
-

Automatisches Laserschweißsystem
Ein kurzes Detail
Die wichtigsten technischen Spezifikationen der Maschine.
1, Verarbeitungsbreite (l × w × h).
Fanuc-m20ia: 2200 mm × 1800 mm × 200 mm (spezifische Schneidbreite sowie Form und Höhe des Werkstücks)
2, Roboterwirkungsradius und Last: Fanuc/ 1811 mm
3、Genauigkeit der Wiederholung der Positionierung des Roboters: fanuc: ±0,05 mm
4 、Begleitgenauigkeit des Roboters:Fanuc: ±0,15 mm
5 、maximale Tischlast:20kg (in der Mitte des Flansches)
6, Stromversorgung: dreiphasige Fünfdraht-AC380 (± 10%) v, Frequenz: 50 Hz
7 、Gesamtleistungsschutzniveau:ip54
8 、Hauptverarbeitungsteile: (je nach Produktform und Prozessanforderungen des Kunden)
9、 Verarbeitungsplattenstärke: Grenztärke von Kohlenstoffstahlplatten < 6 mm (5 mm Aluminiumplatte), Schneidsituation beziehen sich auf folgende Abbildung
Wettbewerbsvorteil
Präzision: Das robotierte 3D-Laserschneiden bietet eine außergewöhnliche Präzision und Genauigkeit. Diese Präzision sorgt für qualitativ hochwertige und konsistente Ergebnisse, auch bei komplizierten Formen und Mustern.
Vielseitigkeit: Das robotizierte 3D-Laserschneiden ist sehr vielseitig und kann eine Vielzahl von Materialien schneiden, einschließlich Metalle (wie Stahl, Aluminium und Kupfer), Kunststoffe, Verbundwerkstoffe und mehr. Der Laserstrahl kann sich an verschiedene Materialdicken und -eigenschaften anpassen
Geschwindigkeit und Effizienz: Das robotierte 3D-Laserschneiden ist eine schnelle und effiziente Schneidmethode. Der Roboter kann sich schnell und präzise entlang komplexer Pfade bewegen. Die hohe Schneidgeschwindigkeit und der automatisierte Charakter von Robotersystemen tragen zu einer erhöhten Produktiv
Komplexe Geometrien: Das robotierte 3D-Laserschneiden zeichnet sich durch das Schneiden komplexer Formen und Geometrien aus. Die Flexibilität des Roboterarms ermöglicht den Zugang zu schwer erreichbaren Bereichen, so dass komplizierte Schnitte und Konturen möglich sind, die mit herkömmlichen Schneidmeth
Minimale Materialverzerrung: Das Laserschneiden erzeugt eine enge und fokussierte Hitze-betroffene Zone, wodurch die thermische Verzerrung des zu schneidenden Materials minimiert wird. Dies führt zu saubereren Kanten, reduzierter Verformung und weniger Nachbearbeitungsanforderungen, was letztendlich
Automatisierung und Integration: Das robotierte 3D-Laserschneiden kann in automatisierte Produktionslinien und Arbeitsflüsse integriert werden, wodurch die Roboterprogrammverbindung optimiert und ein Robotersystem für die autonome Ausführung einer Reihe von Schneidvorgängen programmiert werden kann, wodurch die Notwendigkeit eines manuellen Schne
Sicherheit: Das Laserschneiden bietet im Vergleich zu traditionellen Schneidmethoden eine erhöhte Sicherheit. Der Schneidvorgang ist kontaktlos und minimiert das Risiko. Darüber hinaus beinhalten moderne Roboterlaserschneidsysteme Sicherheitsmerkmale wie Schutzgehäuse, Verriegelungssysteme und Sensoren, um einen sicheren Betrieb zu gewährle
