 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Hlavní strana
- Produkty
- O nás
- Videa
- Aplikace
- Novinky
- Pomocné centrum
- Kontaktujte nás

1. Přehled V současné době jsou hlavní typy laserů používané v řezacích aplikacích CO2 lasery a fibrové lasery. CO2 laser je vygenerován vzrušením CO2 plynu za vysoké frekvence a vysokého tlaku, čímž vznikne laser s vlnovou délkou 10.6μm. Laserový paprsek je...
Kontaktujte nás
1. Přehled
V současné době jsou hlavní typy laserů používané v řezání aplikacích CO2 lasery a fibrové lasery. CO2 laser je vygenerován vzrušením CO2 plynu za vysoké frekvence a vysokého tlaku, čímž vznikne laser s vlnovou délkou 10.6μm. Paprsek je směrován a zaostřován pomocí rezonátorových zrcadel a měděných reflektorů pro provedení řezání.
Fibrové lasery používají více multimodových pumpovacích diod uspořádaných paralelně jako laserový zdroj , generuje se také laser na vlnové délce 10,6 μm. Paprsek je pak koupen do jediného vlákna prostřednictvím ladění rezonátoru, což vede ke vysokým výkonům lasery.
2. Porovnání řezání CO2 laserem a Řezání vláknovým laserem Procesy
(1) Porovnání struktury laseru
Generátory CO2 laserů jsou velké a používají vzduch jako přenosební médium. Laser putuje přes reflektory přímočarou trasou, což způsobuje rychlou oslabování paprsku a významné ztráty energie. Opticko-elektrická účinnost je nízká, pouze asi 10%, jak je znázorněno na obrázku 1.
Vlákna Lasery je možné použít více souborů vícemódotových čerpadlových diod paralelně. Laser je přenášen optickými vlákny, uzavřenými uvnitř vlákna, a může putovat po „zkroucené“ trase. Tato metoda není ovlivněna vnějším prostředím a nabízí vysokou opticko-elektrickou účinnost—více než 25%, jak je znázorněno na obrázku 2.
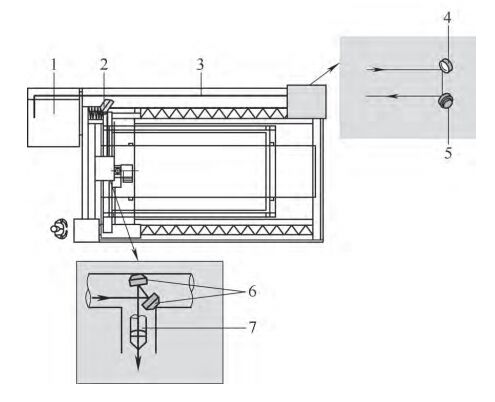
Obrázek 1 CO2 laser
1. laserový generátor 2. ovládací jednotka reflektor 3. optická cesta 4, 5, 6. úhelný reflektor 7. fokusucí čočka
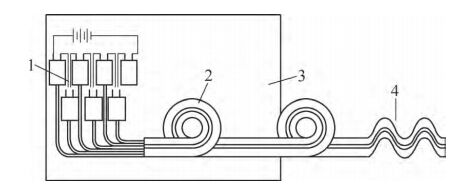
Obrázek 2 Vláknový laser
1. zdroj laseru 2. rezonanční dutina 3. systém chlazení 4. optická cesta
(2) Porovnání řezaných materiálů
CO2 lasery mohou řezat uhlíkovou ocel, nerdzidelnou ocel, hliníkovou slitinu a nekovy materiály, ale nemohou řezat měď . Měď je vysokorefléktivní pro vlnovou délku 10,6 μm a odrazí většinu paprsku bez jeho absorpce, což může způsobit poškození laserového zdroje kvůli zpětnému odrazu.
Fibrové lasery mohou řezat uhlíkovou ocel, nerdzidelnou ocel, hliníkovou slitinu a měď , ale nemohou řezat nekovy materiály , jako je dřevo, plast a kůže. Nemohou také řezat materiály s povrchovými nátěry, jako jsou laminované nerdzidelné oceli nebo protikorozní speciální ocelové desky.
(3) Porovnání výkonu řezání
Účinnost řezání zahrnuje rychlost řezání, výkonnost probodávání a kvalitu hrany, které jsou klíčovými ukazateli při hodnocení laserových řezacích strojů.
Fotoblikové lasery vynikají při řezání tenkých plechů, zejména těch s tloušťkou méně než 3 mm, kde mohou být až 4 krát rychlejší než CO2 lasery. U tloušťky 6 mm se oba typy laserů chovají podobně, což označuje prah, kde se jejich výhody mění. Pro materiály s tloušťkou více než 6 mm začínají CO2 lasery ukazovat výhodu, přestože rozdíl není drastický. (Viz Obrázek 3 pro rychlosti řezání na různých materiálech.)
Před začátkem řezání musí laser nejprve probodnout materiál. Fotoblikové lasery obvykle mají delší dobu probodávání ve srovnání s CO2 lasery. Například u 3 kW laseru řezajícího ocel o tloušťce 8 mm je CO2 laser asi o 1 sekundu rychlejší na díru a o 2 sekundy rychlejší u 10 mm. Při 2000 probodnutích za den toto vyústí v časový rozdíl 6000 sekund, což je asi 1,7 hodin za den.
Kvalita hrany se obvykle hodnotí na základě drsnosti a svislosti. U ocelových desek tlustších než 3 mm mají vláknové laserové řezy mírně horší kvalitu hran než CO2 laserové řezy. S rostoucíhou tloušťkou se rozdíl stává patrnějším. U nerezových ocelových desek o tloušťce 3 mm a více vypadají vláknové laserové hrany matně, zatímco CO2 řezy jsou lesklé. U uhlíkové oceli o tloušťce 16 mm dosahuje vláknový laser svislosti hrany v rozmezí 0,4–0,5 mm, zatímco CO2 dosahuje 0,1 mm.
Navíc kvůli nízké frekvenci a vysoké hustotě energie vláknových laserů může při řezání malých děr v uhlíkové oceli dojít k přehřátí.
V tabulce 1 je uvedeno shrnutí porovnání procesů řezání pomocí CO2 a vláknového laseru.
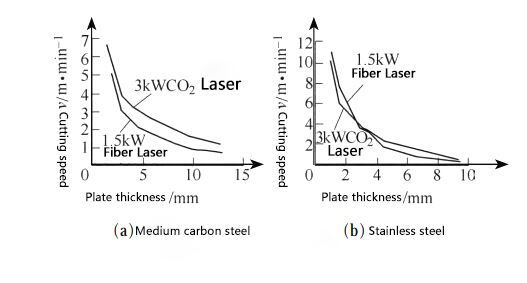
Obrázek 3 Rychlost řezání různých materiálů
Tabulka 1 Porovnání základních procesních parametrů mezi CO2 laserem a vláknovým laserovým řezáním
| Položka | CO₂ Laser | Vláknitý laser |
|---|---|---|
| Typ laseru | Složitou | Jednoduchý |
| Délka vlny laseru (μm) | 10.6 | 1.06 |
| Fotogalvanická konverze (%) | 10 | ≥25 |
| Použitelné materiály | Uhlíková ocel, nerezová ocel, hliníková slitina, nekovy materiály | Uhlíková ocel, nerezová ocel, hliníková slitina, měděné materiály |
| Rychlost řezání | relativně brzy | Velmi rychlé pro desky pod 3mm, podobné CO2 laseru pro desky přes 6mm. |
| Schopnost perforace | Lepší než fibrový laser | Mírně horší než CO₂ laser |
| Kvalita řezaného povrchu | Lepší než fibrový laser | Desky pod 3mm jsou mírně horší než CO2 laser, čím větší tloušťka desky, tím zřetelnější je rozdíl v kvalitě řezu. |
Tabulka 2: Nákladová analýza CO₂ laseru vs. fibrového laseru na řezání
| Formulář | Spotřeba | ||
| CO2 Laser | Vláknitý laser | ||
| Spotřeba generovacího plynu pro laser |
On (99,999%) / L·h -1
|
13 | - |
|
N 2(99,999%) / L·h -1
|
6 | - | |
|
CO 2(99,999%) / L·h -1
|
1 | - | |
| Stlačený vzduch / Nm3·h-1 | - | 35 | |
| Spotřeba řezného plynu | Rychlost řezání / m·min-1 | 2.5 | 8.2 |
|
N 2(99,99%) / Nm 3·h -1
|
20.27 | 39.35 | |
| Spotřeba elektřiny | Celková výkonnost zařízení / kW | 47.56 | 28.56 |
| Amortizace zařízení | Celkové náklady na nákup a instalaci / CNY·rok⁻¹ | 650,000 | 700000 |
| Údržba zařízení | Náklady na běžnou údržbu / CNY·rok⁻¹ | 100000 | 70000 |
| Spotřeba spotřebních a jednorázových položek |
Fokusační čočka / kus ∙ rok⁻¹ | Přibližně 4 | - |
| Chránič čočky / den ∙ kus⁻¹ | - | 2.5 | |
| Tryska / hodina ∙ kus⁻¹ | 40 | 40 | |
|
Ostatní spotřební materiály / yuan ∙ rok⁻¹ (Filtrační prvky, magnetické prstence, chladicí voda) |
Přibližně 4000 | Přibližně 4000 | |
Poznámka: Náklady na práci, správní náklady a ziskové faktory nejsou výše uvedenou analýzou nákladů brány v úvahu.
3. Analýza nákladů CO2 vs. Řezání vláknovým laserem
Jako příklad bereme řezání ocelové desky z kovu o tloušťce 5 mm, porovnání nákladů je uvedeno v tabulce 2.
Na základě tabulky a předpokladu 3860 pracovních hodin ročně:
Řezání pomocí CO2 laseru : Provozní náklady = ¥268,8/hodina
Řezání vláknovým laserem : Provozní náklady = ¥242,7/hodina
S rychlostmi řezání 2,5 m/min (CO2) a 8,2 m/min (vlákno):
Náklady za metr pro CO2 = ¥1,79
Náklady na meter fiberového laseru = ¥0.48
4. Shrnutí a doporučení
Oba CO2 i řezání vláknovým laserem technologie mají své vlastní vhodné aplikace.
CO2 lasery mohou řezat ocel, nerez ocel a hliníkové slitiny, stejně jako polovodiče, nekovy materiály a kompozitní materiály , čímž získají širší obor použití.
Fibrové lasery mohou řezat uhlíkovou ocel, nerdzidelnou ocel, hliníkovou slitinu a měď —což CO2 lasery nedokážou—but oni nemohou řezat nekovy materiály .
Pokud jde o snižování nákladů, jsou fibrové lasery významně ekonomičtější než CO2 lasery.
Doporučení pro výběr laseru:
Pro materiály ≤ 4mm tlusté : Vyberte fibrové lasery kvůli vyšší rychlosti a efektivitě—lepší celková hodnota.
Pro materiály ≥ 8mm tlusté : Vyberte CO2 lasery kvůli lepšímu prorážecímu výkonu a kvalitě hrany—zejména tehdy, když fibrové lasery již nemají jasnou rychlostní výhodu.
Pro měď nebo zrcadlově lesklou nerostoucí ocel : Vyberte fibrové lasery.
Pro polovodiče, nekovy nebo složité materiály : Vyberte CO2 laser.