
1. تعريف وخصائص لحام التوصيل الحراري بالليزر. لحام التوصيل الحراري بالليزر هو طريقة من طرق اللحام بالليزر. هذا نمط اللحام يتميز بعمق اختراق ضحل ونسبة عمق إلى عرض صغيرة. عندما تكون كثافة الطاقة أقل من ...
اتصل بنا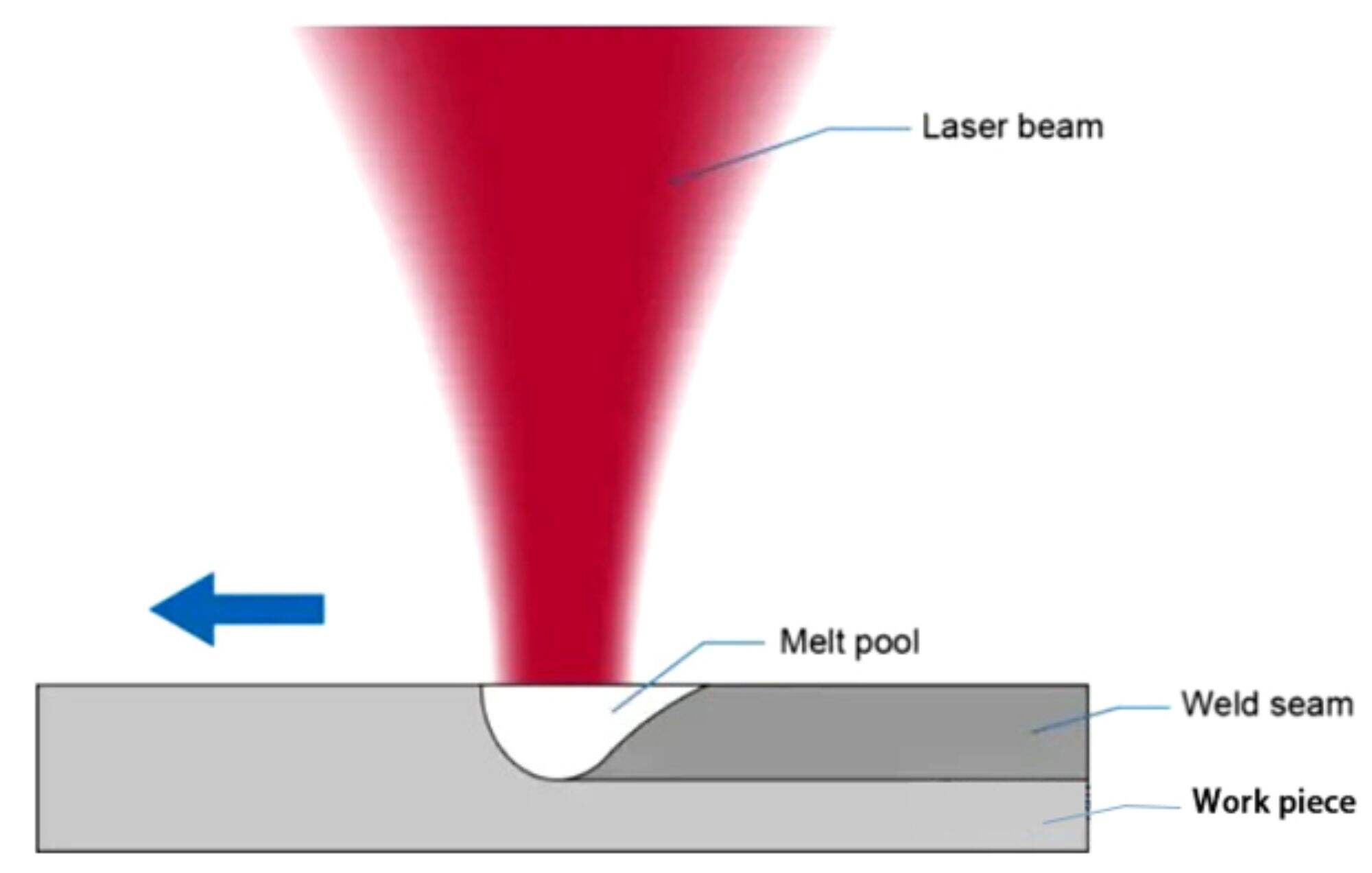
1. تعريف وخصائص لحام التوصيل الحراري بالليزر
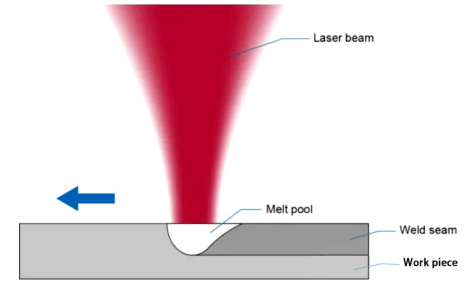
لحام التوصيل الحراري بالليزر هو طريقة من طرق لحام بالليزر . هذا نمط اللحام يتميز بعمق اختراق ضحل ونسبة عمق إلى عرض صغيرة. عندما تكون كثافة الطاقة أقل من 10^4~10^5 واط/سم2، فإنه يُصنف كلحام توصيلي، ويتميز بعمق انصهار ضحل وسرعة لحام أبطأ.
خلال اللحام بالنقل الحراري، تعمل طاقة الإشعاع الليزري على سطح المادة، وتتحول طاقة الإشعاع الليزري إلى حرارة على السطح. ينتشر الحرارة السطحي إلى الداخل عبر النقل الحراري، مما يؤدي إلى ذوبان المادة وتكوين بركة مذابة في منطقة الاتصال بين المادتين. تتحرك بركة الذوبان للأمام مع حركة الشعاع الليزري، لكن المعدن المذاب داخل البركة لا يتحرك للأمام. مع تقدم الشعاع الليزري للأمام، يتصلب المعدن المذاب في بركة الذوبان، مما يشكل لحامًا يربط بين قطعتي المادة.
طاقة الإشعاع الليزري تؤثر فقط على سطح المادة، وذوبان المادة الأساسية يتم بواسطة التوصيل الحراري. بعد امتصاص طاقة الليزر بواسطة الطبقة الرقيقة التي تتراوح بين 10-100 نانومتر على السطح وذوبانها، يستمر ارتفاع درجة حرارة السطح، مما يؤدي إلى انتشار خط درجة حرارة الذوبان بعمق داخل المادة. أعلى درجة حرارة سطحية يمكن أن تصل إليها هي درجة حرارة التبخر. لذلك، فإن عمق الذوبان الذي يمكن تحقيقه باستخدام هذه الطريقة محدود بدرجة حرارة التبخر والconductivity الحرارية. يستخدم هذا الأسلوب بشكل أساسي لحام القطع الرقيقة (حوالي 1 ملم) والصغيرة.
كثافة الطاقة للشعاع المستخدم في اللحام منخفضة. بعد امتصاص القطعة بواسطة الليزر، تحتاج درجة الحرارة فقط إلى الوصول إلى نقطة ذوبان السطح، ثم يتم نقل الحرارة إلى داخل القطعة لتكوين حوض ذائب عن طريق التوصيل الحراري، لذلك فهو اقتصادي. بالإضافة إلى ذلك، فإن خياطة اللحام ناعمة ولا تحتوي على فقاعات، ويمكن استخدامها لمعالجة اللحام للأجزاء الخارجية.
التطبيقات النموذجية تشمل لحام أحواض المطبخ من الفولاذ المقاوم للصدأ، ولحام الأنبوب المعدني، ولحام المواسير المعدنية وما إلى ذلك.
2. تعريف وخصائص لحام الاختراق العميق بالليزر
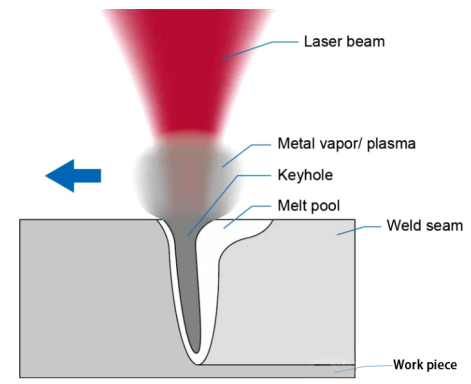
عندما تكون كثافة الطاقة أكبر من 10^5~10^7 واط/سم2، ينحني سطح المعدن إلى "فراغات" بسبب الحرارة، مما يؤدي إلى تكوين لحام اختراق عميق، والذي يتميز بسرعة اللحام العالية ونسبة عرض إلى عمق كبيرة.
العملية الفيزيائية الميتالورجية لحام النفاذ العميق بالليزر مشابهة جدًا لتلك المستخدمة في لحام الشعاع الإلكتروني، أي أن آليات تحويل الطاقة تتم عبر هيكل "الفتحة الصغيرة". تحت تأثير شعاع بقوة كثافة عالية بما يكفي، يتبخر المادة مما يؤدي إلى تكوين فتحات صغيرة. هذه الفتحة الصغيرة مليئة بالبخار تعمل مثل الجسم الأسود، حيث تمتص تقريبًا كل طاقة الضوء الحادث، ودرجة الحرارة المتوازنة داخل الفتحة تصل إلى حوالي 25,000 درجة. يتم نقل الحرارة من جدار هذا الكهف عالي الحرارة، مما يتسبب في ذوبان المعدن المحيط بالكهف. تمتلئ الفتحة الصغيرة بالبخار الساخن الناتج عن التبخر المستمر للمادة الجدارية تحت تأثير الشعاع. يحيط جدران الفتحة الصغيرة بالمعدن المنصهر، ويحيط المعدن السائل بالمادة الصلبة. يكون التدفق السائل خارج جدار الفتحة والتوتر السطحي للطبقة الجدارية متناسقًا مع ضغط البخار المستمر الذي يولد داخل تجويف الفتحة ويحافظ على توازن ديناميكي. يستمر الشعاع الضوئي في الدخول إلى الفتحة الصغيرة، وتستمر المادة خارج الفتحة الصغيرة في التدفق. مع تحرك الشعاع الضوئي، فإن الفتحة الصغيرة دائمًا في حالة تدفق مستقر. بمعنى آخر، تتحرك الفتحة الصغيرة والمعدن المنصهر المحيط بجدار الفتحة للأمام مع سرعة الشعاع المرشد. يملأ المعدن المنصهر الفجوة المتبقية بعد إزالة الفتحة الصغيرة ويتكثف وفقًا لذلك، مما يشكل اللحام. يحدث كل هذا بسرعة كبيرة بحيث يمكن أن تصل سرعات اللحام بسهولة إلى عدة أمتار في الدقيقة.
تتطلب لحام النفاذ العميق للمواد قوة ليزر مرتفعة جدًا. يختلف اللحام بالنقل الحراري عن اللحام بالنفاذ العميق، حيث لا يذيب الأخير المعدن فقط، بل يبخره أيضًا. يتم طرد المعدن المنصهر تحت ضغط بخار المعدن لتكوين فتحة صغيرة. يستمر شعاع الليزر في إضاءة الجزء السفلي من الفتحة، مما يؤدي إلى تمديدها حتى يتعادل الضغط البخاري داخل الفتحة مع التوتر السطحي وقوة الجاذبية للمعدن السائل. بعد عملية اللحام بالنفاذ العميق، يتم تكوين خياطة ضيقة ومتجانسة، وعادةً ما يكون عمقها أكبر من عرض الخياطة. يتميز هذا العملية بسرعة المعالجة وصغر المنطقة المتضررة حراريًا، لذلك تكون تشوهات المادة صغيرة.
تطبيقات نموذجية تشمل لحام ألواح الصلب السميك (10-25 مم) ولحام أغلفة البطاريات القابلة للشحن المصنوعة من الألمنيوم.
خصائص لحام النفاذ العميق بالليزر
نسبة ارتفاع إلى عرض عالية. بسبب تشكل المعدن المنصهر حول غرفة أسطوانية من البخار عالي الحرارة وامتداده نحو peace العمل، يصبح اللحام عميقًا وضيقًا.
أقل إدخال للحرارة. بما أن درجة الحرارة داخل الثقب الصغير جدًا مرتفعة، يحدث عملية الذوبان بسرعة شديدة، يكون إدخال الحرارة إلى peace العمل قليلًا جدًا، والتشوه الحراري ومنطقة التأثر بالحرارة صغيرة.
كثافة عالية. بما أن الثقوب الصغيرة المليئة بالبخار عالي الحرارة تسهم في تحريك حوض اللحام وهروب الغاز، مما يؤدي إلى لحام اختراق بدون ثقوب. يمكن لسرعة التبريد العالية بعد اللحام تحسين هيكل اللحام بسهولة.
لحام قوي. بسبب مصدر الحرارة الساخن والامتصاص الكامل للمكونات غير المعدنية، يتم تقليل محتوى الشوائب وتغيير حجم الشوائب وتوزيعها في البركة المنصهرة. لا يتطلب عملية اللحام استخدام أقطاب أو أسلاك ملء، ويكون مستوى التلوث في منطقة الانصهار أقل، مما يجعل قوة ومتانة اللحام على الأقل مساوية أو حتى تتجاوز تلك الخاصة بالمعدن الأم.
التحكم الدقيق. بما أن النقطة الضوئية المحجوبة صغيرة، يمكن وضع الخياطة بدقة عالية. لا يحتوي الإخراج الليزري على "قصور ذاتي" ويمكن إيقافه وإعادة تشغيله بسرعات عالية. يمكن لحام القطع المعقدة باستخدام تقنية تحريك الشعاع CNC.
عملية لحام جوي بدون اتصال. بما أن الطاقة تأتي من شعاع الفوتون ولا يوجد اتصال مادي مع peace العمل، فلا تُفرض قوة خارجية على peace العمل. بالإضافة إلى ذلك، فإن المغناطيسية والهواء ليس لها تأثير على ضوء الليزر.
مزايا لحام النفاذ العميق بالليزر:
1) بسبب تركيز الليزر الذي يتمتع بكثافة طاقة أعلى بكثير من الطرق التقليدية، فإنه يؤدي إلى سرعة لحام عالية، ومنطقة تأثر حراري صغيرة وتشوه صغير، ويمكنه أيضًا لحام المواد الصعبة اللحام مثل التيتانيوم.
2) نظرًا لأن الحزمة سهلة النقل والتحكم، فلا حاجة لتغيير مدافع اللحام والفوهات بشكل متكرر، ولا حاجة للفراغ المطلوب في لحام الشعاع الإلكتروني، مما يقلل بشكل كبير من وقت التوقف والوقت المساعد، وبالتالي تكون نسبة الحمل والإنتاجية مرتفعة.
3) نتيجة لتأثير التنقية ومعدل التبريد العالي، فإن خياطة اللحام تتميز بقوة عالية، ومرونة عالية وأداء عام جيد.
4) بسبب انخفاض متوسط إدخال الحرارة ودقة المعالجة العالية، يمكن تقليل تكاليف إعادة المعالجة؛ بالإضافة إلى ذلك، فإن تكاليف تشغيل لحام الليزر منخفضة أيضًا، مما يمكن أن يقلل من تكلفة معالجة القطعة.
5) يمكن التحكم الفعال في شدة الحزمة والتوجيه الدقيق، كما أنه من السهل تحقيق التشغيل الآلي.
عيوب اللحام النفاذ العميق بالليزر:
1) حدود عمق اللحام محدودة.
2) يتطلب تجميع القطعة العملية متطلبات عالية.
3) الاستثمار الأولي في نظام الليزر نسبيًا مرتفع.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR